塑料制品加工系统的自动供料方法、装置、设备以及介质与流程
本发明涉及塑料制品加工的,尤其是涉及一种塑料制品加工系统的自动供料方法、装置、设备以及介质。
背景技术:
1、现有的塑料制品在生产过程中,批量购买的加工原料首先被放置于储料罐内,然后在塑料生产开始前,生产人员手动称量预设重量的原料后,生产人员将称取的多种原料放进搅拌机内搅拌后,混合后的原料可以用于塑料制品的生产。
2、上述中的现有技术方案存在以下缺陷:生产前期所需的人工操作较多,影响塑料生产的整体效率,因此存在改善空间。
技术实现思路
1、为了减少人工、提高塑料生产的整体效率,本技术提供一种塑料制品加工系统的自动供料方法、装置、设备以及介质。
2、本技术的上述发明目的一是通过以下技术方案得以实现的:
3、一种塑料制品加工系统的自动供料方法、装置、设备以及介质,其特征在于,所述塑料制品加工系统的自动供料方法包括:
4、获取生产任务订单号,根据所述生产任务订单号获取对应的生产配方数据,并根据生产配方数据触发配料供料指令;
5、根据所述配料供料指令生成物料称重指令,根据所述物料称重指令生成上料控制阀启动指令,获取实时的称重压力数据,根据所述称重压力数据生成上料控制阀关闭指令;
6、当获取到称重结束消息时,生成物料搅拌指令,根据所述物料搅拌指令生成称重控制阀启动指令,获取实时的搅拌时间,根据所述搅拌时间生成称重控制阀关闭指令;
7、当获取到搅拌结束消息时,生成物料加工指令,根据所述物料加工指令生成加工控制阀启动指令,获取实时的搅拌压力数据,根据所述搅拌压力数据生成加工控制阀关闭指令。
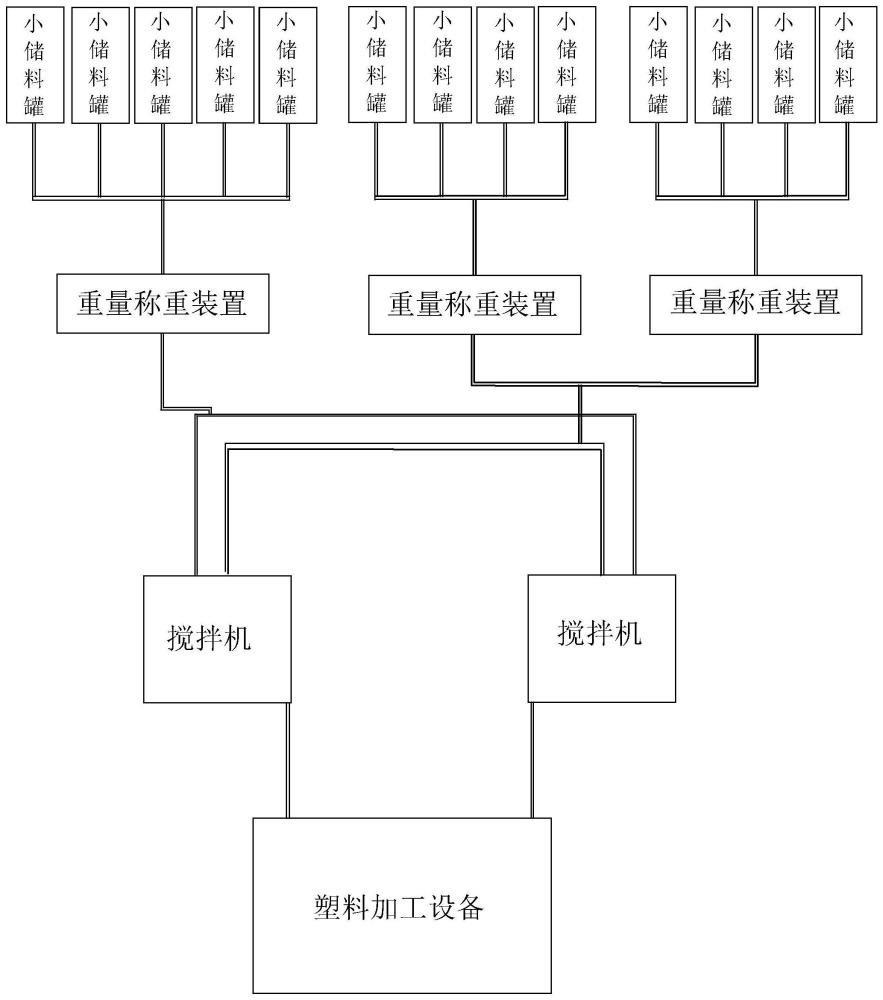
8、通过采用上述技术方案,由于不同订单中原料的配比不同,因此会配备有工作人员根据不同的订单进行手动选料、称料,再将称好的各种原料倒入搅拌机中,在这一过程中会根据工作人员的熟练程度以及工作状态等原因造成工作效率的差异,从而导致了在生产前期的人工成本较高而工作效率较低,因此,本技术通过自动供料装置对订单进行读取识别,将订单对应的原料类型及其对应的重量数据导入系统,通过储料罐、重量称量装置以及各种管路进行自动的选料、输料、称重等操作,从而减少了人工成本并提高了工作效率。
9、本技术在一较佳示例中可以进一步配置为:所述所述获取生产任务订单号,根据所述生产任务订单号获取对应的生产配方数据,并根据生产配方数据触发配料供料指令,具体包括:
10、获取生产任务列表,当获取到设备启动消息时,根据所述设备启动消息,从所述生产任务列表中获取所述生产任务订单号;
11、根据所述生产任务订单号获取所述生产配方数据,并根据所述生产配方数据触发所述配料供料指令。
12、通过采用上述技术方案,通过获取生产任务列表中的生产任务订单,在设备启动时能够实现快速获取到生产任务订单的效果;通过生产任务订单号获取生产配方数据,能够根据生产配方数据触发配料供料指令,从而实现配料供料指令的自动生成。
13、本技术在一较佳示例中可以进一步配置为:所述根据所述配料供料指令生成物料称重指令,根据所述物料称重指令生成上料控制阀启动指令,获取实时的称重压力数据,根据所述称重压力数据生成上料控制阀关闭指令,具体包括:
14、当获取到所述物料称重指令时,根据所述生产配方数据,获取物料类型及其对应的物料重量数据,将所述物料重量数据设定为称重压力基准值,并触发所述上料控制阀开启指令;
15、在获取到所述实时的称重压力数据时,将所述称重压力数据与设定的所述称重压力基准值进行比对,当所述称重压力数据达到设定的所述称重压力基准值时,生成所述上料控制阀关闭指令。
16、通过采用上述技术方案,通过获取生产配方的物料类型及其对应的物料重量数据,能够将物料重量数据设置为称重压力基准值,并在设置完成后触发上料控制阀开启指令,开始输送物料,在称重压力数据达到这个基准值时,表示物料的重量已经达到生产配方数据上的重量值,则生成上料控制阀关闭指令,即可停止物料的输入,从而达到物料的自动输送以及称重,减少了人为干预,能够降低人工成本提高工作效率。
17、本技术在一较佳示例中可以进一步配置为:所述当获取到称重结束消息时,生成物料搅拌指令,根据所述物料搅拌指令生成称重控制阀启动指令,获取实时的搅拌时间,根据所述搅拌时间生成称重控制阀关闭指令,具体包括:
18、当获取到所述物料搅拌指令时,触发所述称重控制阀启动指令,并根据所述生产配方设定搅拌时长;
19、在获取到所述实时的搅拌时间时,将所述搅拌时间与设定的所述搅拌时长进行比对,当所述搅拌时间达到设定的所述搅拌时长时,生成所述称重控制阀关闭指令。
20、通过采用上述技术方案,通过物料搅拌指令生成称重控制阀启动指令,能够在物料称重结束时自动将物料输送到搅拌环节;根据生产配方设定搅拌时长,在搅拌时间达到该设定的搅拌时长时能够生成称重控制阀关闭指令,能够在物料输送结束及搅拌完成后将输入阀关闭,从而实现自动控制管路阀门的启闭的功能,达到自动供料的效果。
21、本技术在一较佳示例中可以进一步配置为:所述当获取到搅拌结束消息时,生成物料加工指令,根据所述物料加工指令生成加工控制阀启动指令,获取实时的搅拌压力数据,根据所述搅拌压力数据生成加工控制阀关闭指令,具体包括:
22、当获取到所述物料加工指令时,触发所述加工控制阀启动指令,并设定搅拌压力;
23、在获取到所述实时的搅拌压力数据时,将所述搅拌压力数据与所述搅拌压力进行比对,当所述搅拌压力数据达到设定的所述搅拌压力时,生成所述加工控制阀关闭指令。
24、通过采用上述技术方案,通过物料加工指令触发加工控制阀启动指令,能够在物料搅拌结束时自动将物料输送到加工环节,并给搅拌机的压力传感器设定一个最低压力值作为搅拌压力,当搅拌机内的搅拌压力数据达到该搅拌压力时,表示搅拌机内的物料已经输送完成,并生成加工控制阀关闭指令,从而进一步实现自动控制管路阀门启闭的功能,达到自动供料的效果。
25、本技术在一较佳示例中可以进一步配置为:所述塑料制品加工系统的自动供料方法还包括:
26、实时获取原料压力数据,当所述原料压力数据低于设定的最低压力值时,生成补料指令,并触发补料控制阀启动指令;
27、当所述原料压力数据达到设定的最高压力值时,生成补料结束消息,并触发补料控制阀关闭指令。
28、通过采用上述技术方案,通过实时获取原料压力数据得到小储料罐中原料的压力值,当小储料罐中的原料压力数据值低于设定的最低压力值时,表示小储料罐中的原料储量不足,生成补料指令,并触发补料控制阀启动指令,能够实现对下储料罐中的原料存量进行实时监控,当原料不足时进行补料操作;当原料压力数据达到设定的最高压力值时,生成补料结束消息,并触发补料控制阀关闭指令,能够在小储料罐中的原料补满时关闭补料管路的阀门,停止补料,从而实现了补料操作的自动化。
29、本技术的上述发明目的二是通过以下技术方案得以实现的:
30、一种塑料制品加工系统的自动供料装置,其特征在于,所述塑料制品加工系统的自动供料装置包括:
31、配料供料模块,用于获取生产任务订单号,根据所述生产任务订单号获取对应的生产配方数据,并根据生产配方数据触发配料供料指令;
32、重量称重模块,用于根据所述配料供料指令生成物料称重指令,根据所述物料称重指令生成上料控制阀启动指令,获取实时的称重压力数据,根据所述称重压力数据生成上料控制阀关闭指令;
33、物料搅拌模块,用于当获取到称重结束消息时,生成物料搅拌指令,根据所述物料搅拌指令生成称重控制阀启动指令,获取实时的搅拌时间,根据所述搅拌时间生成称重控制阀关闭指令;
34、物料加工模块,用于当获取到搅拌结束消息时,生成物料加工指令,根据所述物料加工指令生成加工控制阀启动指令,获取实时的搅拌压力数据,根据所述搅拌压力数据生成加工控制阀关闭指令。
35、通过采用上述技术方案,由于不同订单中原料的配比不同,因此会配备有工作人员根据不同的订单进行手动选料、称料,再将称好的各种原料倒入搅拌机中,在这一过程中会根据工作人员的熟练程度以及工作状态等原因造成工作效率的差异,从而导致了在生产前期的人工成本较高而工作效率较低,因此,本技术通过自动供料装置对订单进行读取识别,将订单对应的原料类型及其对应的重量数据导入系统,通过储料罐、重量称量装置以及各种管路进行自动的选料、输料、称重等操作,从而减少了人工成本并提高了工作效率。
36、本技术的上述目的三是通过以下技术方案得以实现的:
37、一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述塑料制品加工系统的自动供料方法的步骤。
38、本技术的上述目的四是通过以下技术方案得以实现的:
39、一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述塑料制品加工系统的自动供料方法的步骤。
40、综上所述,本技术包括以下至少一种有益技术效果:
41、1、通过实时获取原料压力数据得到小储料罐中原料的压力值,当小储料罐中的原料压力数据值低于设定的最低压力值时,表示小储料罐中的原料储量不足,生成补料指令,并触发补料控制阀启动指令,能够实现对下储料罐中的原料存量进行实时监控,当原料不足时进行补料操作;当原料压力数据达到设定的最高压力值时,生成补料结束消息,并触发补料控制阀关闭指令,能够在小储料罐中的原料补满时关闭补料管路的阀门,停止补料,从而实现了补料操作的自动化;
42、2、通过采用上述技术方案,通过物料加工指令触发加工控制阀启动指令,能够在物料搅拌结束时自动将物料输送到加工环节,并给搅拌机的压力传感器设定一个最低压力值作为搅拌压力,当搅拌机内的搅拌压力数据达到该搅拌压力时,表示搅拌机内的物料已经输送完成,并生成加工控制阀关闭指令,从而进一步实现自动控制管路阀门启闭的功能,达到自动供料的效果;
43、3、通过采用上述技术方案,通过获取生产配方的物料类型及其对应的物料重量数据,能够将物料重量数据设置为称重压力基准值,并在设置完成后触发上料控制阀开启指令,开始输送物料,在称重压力数据达到这个基准值时,表示物料的重量已经达到生产配方数据上的重量值,则生成上料控制阀关闭指令,即可停止物料的输入,从而达到物料的自动输送以及称重,减少了人为干预,能够降低人工成本提高工作效率。
- 还没有人留言评论。精彩留言会获得点赞!