碳纤维短行程压机上滑块快速锁定电气控制系统及方法与流程
本发明属于碳纤维压机,具体涉及一种碳纤维短行程压机上滑块快速锁定电气控制系统及方法。
背景技术:
1、随着航空航天、汽车零部件轻量化和强度要求的不断提高,越来越多的质量轻、强度高、耐腐蚀、耐磨损、耐高温的碳纤维复合材料零部件被推向市场,迅速成为金属制件的理想替代品。
2、碳纤维复合材料制件在模压过程中,成型时间短,对压机的工作速度和加压时间有很高的要求。传统的三梁四柱压机存在建压行程长,油液压缩量大的问题,一定程度上加长了模压过程中的加压时间。碳纤维短行程压机不同于传统压机的机械结构,采用了无上粱结构,加压油缸下置,使建压油缸行程变短,油缸数量减少,油液压缩量降低,整个加压时间可以在0.5s之内完成。碳纤维短行程压机的机械机构和自身特性十分适合碳纤维复合材料的生产工艺,被越来越多的生产厂家所采用,市场占有量逐年增加。
3、碳纤维短行程压机上滑块的下行及上行速度极快,整个运动过程中要求加速快、减速快、定位准、锁定精确,对整个电气控制系统有极高要求。碳纤维短行程压机上滑块在高速运动中的快速锁定成为了影响碳纤维短行程压机平稳运行的制约因素,所以碳纤维短行程压机上滑块的快速锁定控制在整个电气控制系统中显得尤为重要。
技术实现思路
1、本发明的目的在于满足实际需求,提供一种碳纤维短行程压机上滑块快速锁定电气控制系统及方法,能够快速、精准、平稳地实现对上滑块进行锁定。
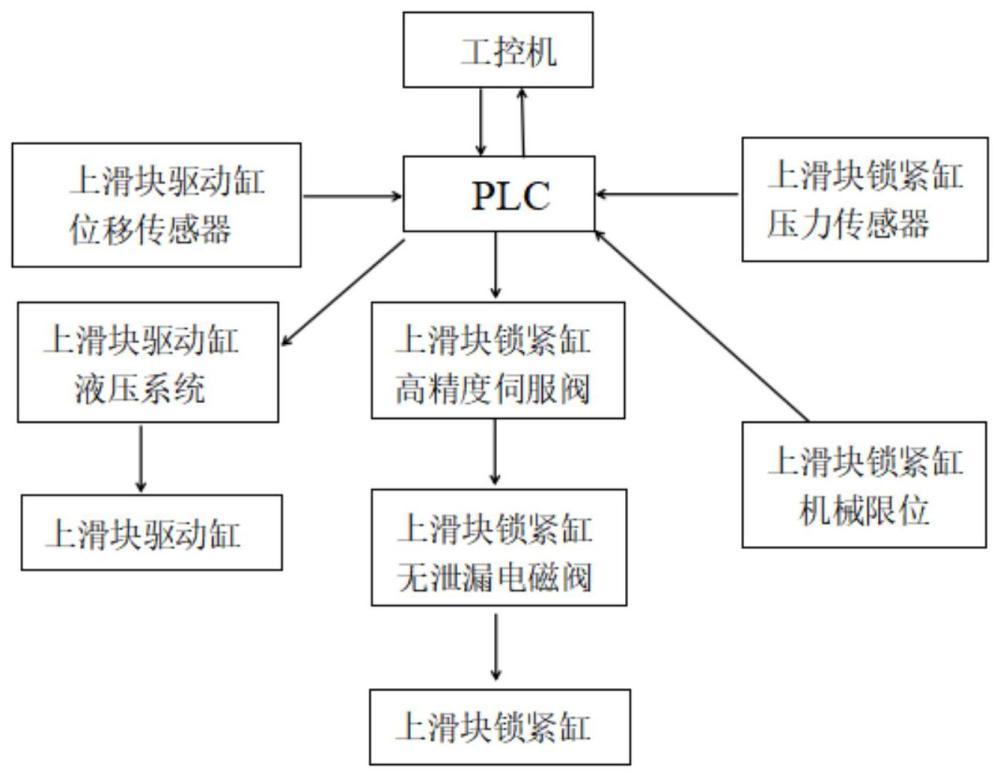
2、为实现上述技术目的,本发明的第一目的是提供一种碳纤维短行程压机上滑块快速锁定电气控制系统,包括:
3、上滑块驱动缸位移传感器,用于检测上滑块四角的实时位移数据;
4、上滑块驱动缸液压系统,用于调控上滑块驱动缸的顶出和退回的运动过程;
5、上滑块驱动缸,用于驱动上滑块下行和上行;
6、上滑块锁紧缸压力传感器,用于检测上滑块锁紧缸的锁紧压力;
7、上滑块锁紧缸机械限位,用于锁紧缸前进和后退的行程保护检测;
8、上滑块锁紧缸高精度伺服阀,用于精确控制锁紧缸的油液流量;
9、上滑块锁紧缸无泄漏电磁阀,用于维持上滑块锁紧缸的压力平衡;
10、上滑块锁紧缸,用于驱动上滑块固定锁紧块的前进和后退;
11、plc,用于接收上滑块驱动缸位移传感器和上滑块锁紧缸压力传感器的采集数据,通过对采集数据的分析处理,控制上滑块驱动缸液压系统、上滑块驱动缸、上滑块锁紧缸机械限位、上滑块锁紧缸高精度伺服阀、上滑块锁紧缸无泄漏电磁阀和上滑块锁紧缸的动作,调节上滑块的锁紧位置和快速锁定;
12、工控机,用于显示碳纤维短行程压机上滑块的位置、速度和压力数值,并同时进行系统的参数设定;其中:
13、所述plc分别与工控机进行数据交互。
14、优选地,所述分析处理具体包括:
15、plc采集上滑块驱动缸位移传感器的实时位移数据,同时运用差值算法对上滑块四角差值进行计算,检测上滑块的四角偏差,进行上滑块平行度的实时调节;
16、plc在控制上滑块快速下行过程中,利用多重线性公式对滑块的速度进行计算,从而对上滑块的下行速度进行准确控制;
17、plc采集上滑块锁紧缸压力传感器的实时数值,实现对上滑块锁紧缸压力不间断监控,同时通过上滑块锁紧缸压力的数值变化去调节锁紧缸液压系统的流量输出,避免上滑块锁紧缸的压力超调与缺失,保证上滑块锁紧缸的锁定压力的精确控制;
18、plc采集上滑块锁紧缸机械限位的实时信号,检测上滑块锁紧缸是否到达指定的锁紧位置,同时对上滑块锁紧缸的行程进行保护;
19、plc通过对上滑块驱动缸位移传感器数据的实时位移数据,判断上滑块到达预定的锁紧位置,控制上滑块锁紧缸对上滑块进行快速锁定;plc实时调节上滑块锁紧缸高精度伺服阀的开口值,对上滑块锁紧缸的驱动流量进行精确控制,从而对上滑块锁紧缸推动固定块的速度进行调整和锁定,同时利用上滑块锁紧缸无泄漏电磁阀,对上滑块锁紧缸的锁紧压力给定进行调节,维持锁紧压力恒定,保持锁紧压力平衡,从而保证锁紧位置和锁紧精度;
20、工控机在碳纤维短行程压机上滑块快速锁定的过程中实现上滑块的位置、速度和压力实时显示,同时将上滑块快速运动、快速锁定过程中plc控制所需要的必要设定参数传输到plc中。
21、优选地,所述差值算法是对滑块四角的实时位移数据进行两两比较,用高值和低值进行求差运算,通过计算得到的6组差值,将6组差值和允许偏差值再次进行比较,如果6组差值中的任意一组大于允许偏差值,则将偏差过大的结果输出到plc,plc根据差值算法的计算结果,发送指令到上滑块驱动缸液压系统,不断对上滑块的平行度进行精确调整;直至6组差值均在允许偏差值内。
22、优选地,所述多重线性公式是在直线公式y=kx+b的基础上进行重复调用和优化,精准的计算出上滑块在不同的速度,液压系统所需的不同供油量;其中:y表示上滑块驱动系统的输出油量,k表示上滑块在不同速度下的补偿系数,x表示上滑块的设定速度,b表示上滑块开始运动时驱动系统输出的初始油量。
23、本发明的第二目的是提供一种碳纤维短行程压机上滑块快速锁定电气控制方法,包括:
24、s1、碳纤维短行程压机的上滑块处于初始状态,plc采集上滑块四角的实时位移数据,检测上滑块处于初始位置后,发送上滑块锁紧缸解锁的指令,控制上滑块锁紧缸高精度伺服阀的开口值并导通上滑块锁紧缸无泄漏电磁阀,使上滑块锁紧缸退回到锁紧缸的退回限位,完成短行程压机上滑块的解锁;
25、s2、plc通过控制上滑块驱动缸液压系统,利用多重线性公式对上滑块的运行速度进行计算,驱动上滑块快速下行;
26、s3、当碳纤维短行程压机的上滑块接近设定的锁紧位置时,plc通过位置与速度的线性计算,发送指令给上滑块驱动缸液压系统,控制上滑块进行柔性减速,使上滑块平稳准确的到达设定的锁紧位置;
27、s4、当碳纤维短行程压机的上滑块到达设定的锁紧位置时,plc调节上滑块锁紧缸高精度伺服阀的开口,并同时导通上滑块锁紧缸无泄漏电磁阀,提供上滑块锁紧缸快速锁定所需的油液流量,通过上滑块锁紧缸推动固定块咬合锁紧立柱,并使上滑块锁紧缸顶出到锁紧缸的顶出限位,完成快速锁定;
28、s5、碳纤维短行程压机的上滑块锁紧缸在快速锁定的过程中,plc采集上滑块锁紧缸压力传感器的实时反馈数值,通过插补算法,对上滑块锁紧缸的锁定压力进行精确调节,保持上滑块锁紧力的恒定;
29、s6、碳纤维短行程压机压制过程结束后,plc发送锁紧缸解锁的指令,控制上滑块锁紧缸高精度伺服阀的开口值并导通锁紧缸无泄漏电磁阀,使上滑块锁紧缸退回到锁紧缸的退回限位,完成短行程压机上滑块的解锁,plc发送指令给上滑块驱动缸液压系统,驱动缸驱动上滑块快速上行回到上滑块初始位置;
30、s7、plc再次控制上滑块锁紧缸完成上滑块的快速锁定,整个循环结束。
31、优选地:在s2和s3中进行上滑块平行度的实时调节;具体为:plc采集上滑块驱动缸位移传感器的实时位移数据,同时运用差值算法对上滑块四角差值进行计算,检测上滑块的四角偏差,在上滑块快速下行以及柔性减速的过程中进行上滑块平行度的实时调节;所述差值算法是对滑块四角的实时位移数据进行两两比较,用高值和低值进行求差运算,通过计算得到的6组差值,将6组差值和允许偏差值再次进行比较,如果6组差值中的任意一组大于允许偏差值,则将偏差过大的结果输出到plc,plc根据差值算法的计算结果,发送指令到上滑块驱动缸液压系统,不断对上滑块的平行度进行精确调整;直至6组差值均在允许偏差值内。
32、优选地:所述多重线性公式是在直线公式y=kx+b的基础上进行重复调用和优化,精准的计算出上滑块在不同的速度,液压系统所需的不同供油量;其中:y表示,k表示,x表示,b表示。
33、与现有技术相比,本技术具有的优点和积极效果是:
34、本发明解决了短行程压机高速运动定位不准,锁定不够快,锁定力不可控等一系列存在于碳纤维短行程压机上滑块锁定控制的难题。通过利用多重线性公式对上滑块的运行速度进行计算,从而发送指令对上滑块驱动缸液压系统进行精确控制,可使短行程压机上滑块的最大运行速度达到800mm/s以上,工作速度达到80mm/s以上,整个下行和上行过程能够控制在3s以内。通过控制系统对上滑块锁紧缸高精度伺服阀开口精确调节,并同时导通上滑块锁紧缸无泄漏电磁阀,提供上滑块锁紧缸快速锁定所需的油液流量,完成锁紧缸的快速锁定。同时系统通过对上滑块锁紧缸压力的实时采集,运用插补算法进行实时计算,对上滑块锁紧缸的锁紧力进行精确控制,保持上滑块锁紧缸锁紧力的恒定控制。碳纤维短行程压机上滑块快速锁定电气控制系统的成功发明,极大改善了碳纤维短行程压机上滑块的运行状态,节约了上滑块上行和下行过程中的运行时间,锁定系统可以迅速、准确的完成锁定,同时可对锁紧缸锁定力实时调控,精确控制。有效的提升了碳纤维短行程压机的生产效率、降低了生产成本及能耗、有效的提高了产品的质量及良品率。
- 还没有人留言评论。精彩留言会获得点赞!