一种桶型模具及其组装方法与流程
本发明涉及注塑模具,具体涉及一种桶型模具。
背景技术:
1、注塑件的成型通常需要进行注胶、保压、冷却、顶出等过程。而其中冷却水路的设计一直是注塑模具的核心所在。散热均匀的冷却水路能够避免注塑件产生变形、波纹等残次品。现有技术中,对于模具内部冷却水路的制造,通常以机械钻孔为主,不同的钻孔之间相互交叉形成水流通道。
2、例如,在中国实用新型专利cn215203405u中,便公开了一种能够加速塑料桶冷却成型的模具,包括下模板,所述下模板上设下模,所述下模两侧设立柱,所述立柱上滑动设置上模板,所述上模板下设上模,所述下模中设模腔,所述模腔外螺旋设置下模冷却道,所述下模左侧设冷却道进水口,所述模腔底部水平设置顶板,所述顶板通过连杆连接托板,所述托板位于下模冷却道内,所述下模冷却道顶部竖直滑动设置滑块,所述滑块内设l型流道,所述上模板下方设压块,所述压块对应滑块设置,所述压块连接上模板和上模中的上模冷却道,所述上模板右侧设有冷却道出水口。该实用新型专利中便通过在凸模或者凹模的成型面附件钻孔来制作出冷却水道。
3、然而,上述钻孔形式的冷却水道在一些薄型产品,例如手机壳,中一般具有较好的冷却效果,并且因为薄型产品的形状特性,冷却水道一般不需要钻很多的深孔,多个浅孔配合一个串联各个浅孔的长孔即可实现。而针对油漆桶、水桶、化学用品桶这一类的桶型模具,由于其产品形状的特点,需要钻很多的较深的孔来保证较好的散热效果。
4、因此,针对桶型模具,通过钻孔来制作冷却水道的做法是存在一定的缺陷的:
5、首先,此类细长水路的钻孔工作中,由于钻头需要深入硬质钢材料当中,在这一过程中钻头非常容易发生折断。钻孔工作难度非常高。
6、其次,由于采用钻孔形式来制作散热水路,因此模具内部的水路形状只有横竖两种形式,相互之间的交叉只能采用直角形式,并且为了保证串联钻孔时的贯通性,会产生较多的死角,这些死角容易导致水流产生涡流,进而影响散热效果,从而进一步导致产品整体质量下降。
7、最后,由于水桶模具通常一个产品都是系列化生产的,每个型号都需要开模,而每个模具都需要制作散热水路,导致模具的生产成本上升,进而影响单个水桶产品的成本。
技术实现思路
1、本发明的目的在于克服现有技术中水桶类模具制作成本高、难度大、散热效果不佳的缺陷,进而提供一种能够克服上述缺陷的桶型模具。
2、为了解决上述技术问题,本发明提供的技术方案如下:
3、一种桶型模具,包括:
4、凸模和凹模,所述凸模和凹模适于安装在注塑机上,所述凸模和凹模适于在闭合时中间形成桶型成型腔;
5、冷却组件,安装在凸模内部,所述凸模内开设有桶状腔体,所述桶状腔体适于放置冷却组件;
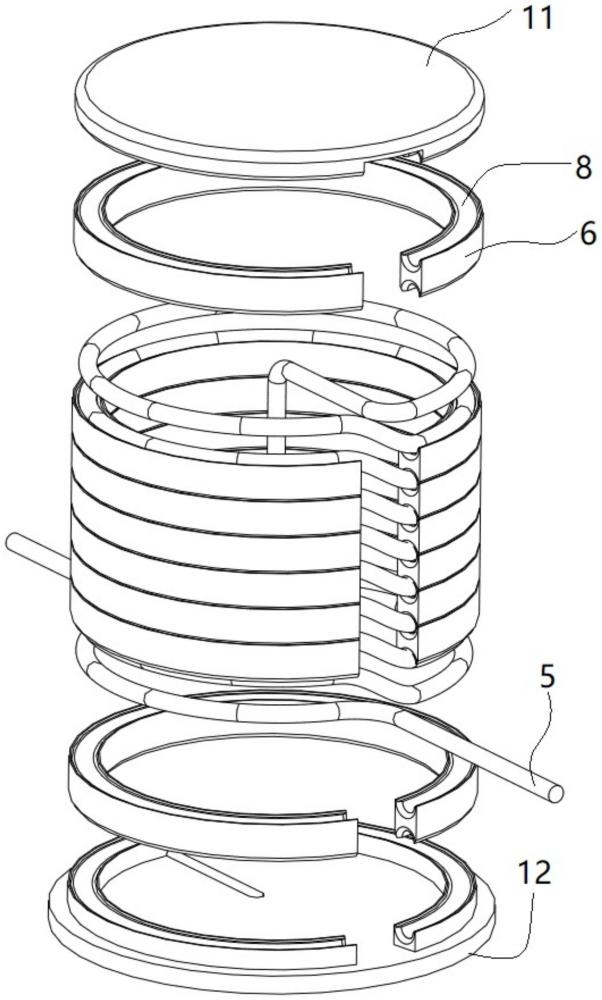
6、所述冷却组件包括:
7、冷却软管,盘绕成螺旋状设置在凸模内部,所述冷却软管两端伸出模具外后与注塑机的冷却液管路连通;
8、定型圈,具有多个,两个相邻的定型圈中间围合成供冷却软管穿过的圆管状通路,所述定型圈设置在螺旋状冷却软管相邻的两个圈之间;
9、多个定型圈叠摞成桶状并防在桶状腔体内,所述定型圈的外壁与桶状腔体的内壁贴合。
10、作为一种可选的技术方案,所述定型圈具有豁口,所述豁口适于使冷却软管的一段自该定型圈下方桥接到该定型圈上方。
11、作为一种可选的技术方案,所述定型圈与凸模的桶状腔体之间涂抹有硅脂;所述冷却软管位于定型圈的豁口处的一段与凹模的桶状腔体之间填充有硅脂。
12、作为一种可选的技术方案,所述定型圈上表面和下表面均具有横截面为半圆形的管槽,相邻两个定型圈的两个半圆形管槽围合成供冷却软管穿过的圆管状通路。
13、作为一种可选的技术方案,定型圈上下表面的半圆形凹槽与定型圈豁口处的端面之间圆滑过渡。
14、作为一种可选的技术方案,两个定型圈接触的端面设置有压紧结构,所述压紧结构包括设置在其中一个定型圈端面上的横截面为锥形的凸沿,所述压紧结构还包括设置爱另一个定型圈端面上的与凸沿相配合的卡槽。
15、作为一种可选的技术方案,所述冷却组件还包括:
16、盖板,设置在所有定型圈的最上层,所述盖板的上表面与桶状腔体的腔底贴合;
17、底板,设置在所有定型圈的最下层,所述盖板的底面与注塑机上的凸模安装面抵接。
18、作为一种可选的技术方案,所述底板通过至少四个压板可拆卸安装在凸模的底座上。
19、作为一种可选的技术方案,还包括:
20、退料杆,贯穿设置在凸模中心,所述退料杆一端伸至凸模外表面并与凸模外表面共同组成桶型零件的成型面,所述退料杆的另一端穿过冷却组件伸至凸模底座的表面并适于在工作时与注塑机上的伸缩杆固定安装在一起。
21、本发明还提供了上述技术方案中桶型模具的组装方法,包括下列步骤:
22、s1,将盖板外表面涂抹硅脂后放置在凸模的桶状腔体底部;
23、s2,根据桶型零件的深度选择合适数目的定型圈;
24、s3,将定型圈外表面涂抹硅脂;
25、s4,将冷却软管自底板处开始盘绕,每盘绕一层放置一个定型圈;
26、s5,所有定型圈放置完之后,利用注胶枪将硅脂填充在定型圈的豁口处,使冷却软管与桶状腔体之间充满硅脂;
27、s6,盖上底板,利用压板将底板压装在凸模底板上,紧固压板时,按照每两个处于对角线上的压板为一组,两两成对的顺序紧固完所有压板。
28、与现有技术相比,本发明的有益效果如下:
29、1、本发明提供的桶型模具中,包括:凸模和凹模,所述凸模和凹模适于安装在注塑机上,所述凸模和凹模适于在闭合时中间形成桶型成型腔;冷却组件,安装在凸模内部,所述凸模内开设有桶状腔体,所述桶状腔体适于放置冷却组件;所述冷却组件包括:冷却软管,盘绕成螺旋状设置在凸模内部,所述冷却软管两端伸出模具外后与注塑机的冷却液管路连通;定型圈,具有多个,两个相邻的定型圈中间围合成供冷却软管穿过的圆管状通路,所述定型圈设置在螺旋状冷却软管相邻的两个圈之间;多个定型圈叠摞成桶状并防在桶状腔体内,所述定型圈的外壁与桶状腔体的内壁贴合。
30、在上述方案具有如下好处:一方面通过将凸模内部采用钻深孔的方式来设置冷却流道,转而采用冷却组件的形式后,能够避免钻孔过程中所发生的的钻头折断风险,整个冷却组件中不需要高难度加工步骤,从而降低了桶型模具的制造难度,简介降低了其制造成本。
31、另一方面,采用冷却软管和定型圈相配合的形式制作冷却组件的做法,能够根据不同深度的桶型零件来组合出不同高度的冷却组件,使得冷却组件具有一定的兼容性。进而可以利用淘汰模具上的冷却组件来安装到另一套模具上,因此,此举一定程度上降低了模具的制造成本。
32、最后,本发明采用冷却软管盘绕成螺旋型的做法来布置冷却液流道,整个软管中不存在死角,因而也就不会产生内部涡流和弱流速区,进而保证整个凸模的散热是均匀的,整个模具的散热效果更好。
33、2、本发明提供的桶型模具中,所述定型圈具有豁口,所述豁口适于使冷却软管的一段自该定型圈下方桥接到该定型圈上方。
34、此举能够保证定型圈能够顺利的安装到螺旋形的冷却软管之间,相较于制作出与冷却软管想付型的螺旋型的定型圈来讲,此举的加工难度明显更低,并且,多个定型圈之间的尺寸可以保持一直,相互堆叠时更加方便。
35、3、本发明提供的桶型模具中,所述定型圈与凸模的桶状腔体之间涂抹有硅脂;所述冷却软管位于定型圈的豁口处的一段与凹模的桶状腔体之间填充有硅脂。
36、硅脂的作用一方面提升定型圈和凸模内表面的传热效率,另一方面,考虑到定型圈存在一定的豁口区域,豁口区域的冷却软管在硅脂的作用下也能更好的与凸模进行热传导。因此此举能够保证整个冷却组件的散热均匀性。
37、4、本发明提供的桶型模具中,定型圈上下表面的半圆形凹槽与定型圈豁口处的端面之间圆滑过渡。此举能够保证定型圈的豁口的断面处不会割伤冷却软管,提升冷却软管使用寿命。
38、5、本发明提供的桶型模具中,两个定型圈接触的端面设置有压紧结构,所述压紧结构包括设置在其中一个定型圈端面上的横截面为锥形的凸沿,所述压紧结构还包括设置爱另一个定型圈端面上的与凸沿相配合的卡槽。
39、利用上述压紧结构,一方面能够保证定型圈在凸模内相互紧密地拼合在一起。更重要的是,为了保证定型圈能够顺利的安装在凸模内部,定型圈与凸模内壁之间需要采用间隙配合,而此时采用锥形的凸沿和卡槽能够使得定型圈在自身弹力作用下进行一定的膨胀,这一微小膨胀能够保证定型圈紧密的贴合在凸模内部,从而保证热传导效率和热传导的均匀性。
40、综上所述,本发明提供的桶型模具能够降低模具的加工制造成本和制造难度,同时还具有散热效果均匀、效率高等优点。
- 还没有人留言评论。精彩留言会获得点赞!