一种增加风冷贴黑膜外水切挤出装置的制作方法
本技术涉及外水切产品加工,特别涉及一种增加风冷贴黑膜外水切挤出装置。
背景技术:
1、外水切产品一般是由骨架钢带2、tpv1(或(pvc等)、绒带(或植绒)复合挤出,再经过后处理(精切长度、冲切端部)等工序制成。含黑膜的外水切模具结构是在原有挤出模具基础上增加黑膜带导入结构,黑膜3由板状经过挤出模变化到产品形状,如图1所示。
2、然而在实际的复合挤出过程中,由于黑膜带在2000c时能够与tpv粘合牢固,黑膜在2000c时成软化状态,动态挤出过程中强度很低,经常出现黑膜被拉断及粘接不牢固现象。
技术实现思路
1、为了解决上述技术问题,本实用新型公开了一种增加风冷贴黑膜外水切挤出装置。
2、具体技术方案如下:
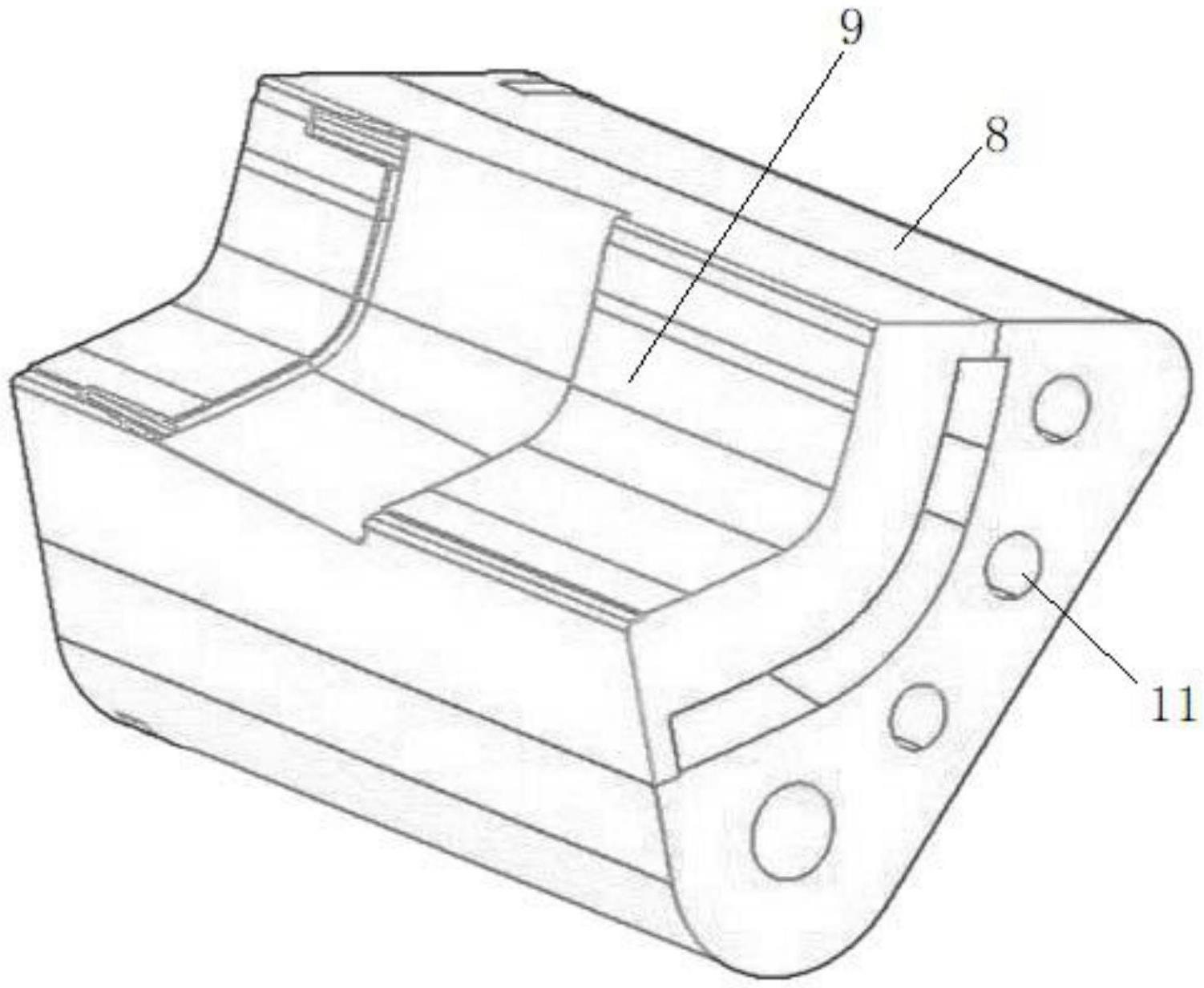
3、一种增加风冷贴黑膜外水切挤出装置,安装于含黑膜的外水切模具上,在含黑膜的外水切模具的基础上增加黑膜导入结构,所述黑膜导入结构包括外侧的风冷结构和内侧的黑膜流道,风冷结构开设连接槽a,黑膜流道开设连接槽b,连接槽a和连接槽b配合后由连接块楔连接;风冷结构开设内部通道,两端口分别为风入口和风出口,黑膜流道上开设流槽,两端口分别为黑膜入口和黑膜出口;黑膜入口宽,黑膜出口窄,且黑膜入口与黑膜的挤出方向偏一定角度。
4、所述黑膜入口与黑膜的挤出方向偏5°。
5、所述黑膜入口的宽度为4.04mm,黑膜出口的宽度为0.28mm,黑膜出口的宽度与黑膜的厚度的间隙0.08mm。
6、所述风入口定量加风冷却。
7、所述黑膜的厚度为0.2mm,宽度为26mm。
8、所述黑膜导入结构外侧安装冷却导向。
9、所述挤出模具的底板和过渡板之间通过定位销定位。
10、与现有技术相比,本实用新型具有如下有益技术效果:
11、本实用新型在挤出模具的基础上增加黑膜导入结构,在与tpv复合前对黑膜加风进行冷却处理,黑膜挤出过程中不拉断及粘接牢固。黑膜导入结构满足在挤出模入口到出口过程中不受阻力的要求,接触距离满足粘接牢固的要求,不拉断,满足挤出要求。
技术特征:
1.一种增加风冷贴黑膜外水切挤出装置,安装于含黑膜的外水切模具上,其特征在于:在含黑膜的外水切模具的基础上增加黑膜导入结构,所述黑膜导入结构包括外侧的风冷结构和内侧的黑膜流道,风冷结构开设连接槽a,黑膜流道开设连接槽b,连接槽a和连接槽b配合后由连接块楔连接;风冷结构开设内部通道,两端口分别为风入口和风出口,黑膜流道上开设流槽,两端口分别为黑膜入口和黑膜出口;黑膜入口宽,黑膜出口窄,且黑膜入口与黑膜的挤出方向偏一定角度。
2.根据权利要求1所述的增加风冷贴黑膜外水切挤出装置,其特征在于:所述黑膜入口与黑膜的挤出方向偏5°。
3.根据权利要求1所述的增加风冷贴黑膜外水切挤出装置,其特征在于:所述黑膜入口的宽度为4.04mm,黑膜出口的宽度为0.28mm,黑膜出口的宽度与黑膜的厚度的间隙0.08mm。
4.根据权利要求1所述的增加风冷贴黑膜外水切挤出装置,其特征在于:所述风入口定量加风冷却。
5.根据权利要求1所述的增加风冷贴黑膜外水切挤出装置,其特征在于:所述黑膜的厚度为0.2mm,宽度为26mm。
6.根据权利要求1所述的增加风冷贴黑膜外水切挤出装置,其特征在于:所述黑膜导入结构外侧安装冷却导向。
技术总结
本技术涉及外水切产品加工技术领域,特别涉及一种增加风冷贴黑膜外水切挤出装置。在含黑膜的外水切模具的基础上增加黑膜导入结构,黑膜导入结构包括外侧的风冷结构和内侧的黑膜流道,风冷结构开设内部通道,两端口分别为风入口和风出口,黑膜流道上开设流槽,两端口分别为黑膜入口和黑膜出口;黑膜入口宽,黑膜出口窄,且黑膜入口与黑膜的挤出方向偏一定角度。本技术在挤出模具的基础上增加黑膜导入结构,在与TPV复合前对黑膜加风进行冷却处理。黑膜导入结构满足在挤出模入口到出口过程中不受阻力的要求,接触距离满足粘接牢固的要求,不拉断,满足挤出要求。
技术研发人员:于波,杨丹青,李艳红,姜巍
受保护的技术使用者:沈阳金晨汽车技术开发有限公司
技术研发日:20230107
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!