一种模具的制作方法
本技术涉及速度传感器加工装置,特别涉及一种模具。
背景技术:
1、速度传感器是用来测量汽车车轮转速的传感器,汽车的动态控制系统(vdc)、电子稳定程序(esp)、防抱死制动系统(abs)和自动变速器的控制系统等都需要获取轮速信息。如图1所示,速度传感器1包括传感器本体11、端子12和元件13,其中传感器本体11和元件13分别连接于端子12的两端。在速度传感器1的生产过程中,其核心工序为传感器本体11的成型,即,将装配在一起的端子12和元件13放入模具内,随后利用注塑的方式在端12子的端部成型一定形状的传感器本体11,再经过程序写入,将速度传感器1通过连接器安装在汽车上。
2、现有的用于加工传感器本体的加工模具包括模具本体和设于模具本体内的定位块,模具本体和定位块是一体的,定位块内设有容纳腔,容纳腔内设有模芯,容纳腔和模芯用于成型传感器本体。当需要加工传感器本体时,人工手动将端子的端部插入容纳腔内,随后向容纳腔内注入材料,以使材料在容纳腔和模芯的共同作用下成型为传感器本体。这种人工安装端子的方式不仅效率低下,而且操作者在操作时还容易造成端子变形,影响产品质量。此外,当对容纳腔进行清洁时,需要将整套模具拆下,费时费力。
技术实现思路
1、本实用新型的目的在于解决目前加工传感器本体时生产效率低、产品质量差和浪费人力的问题。本实用新型提供了一种模具,可提高生产效率、防止端子变形、节约人力。
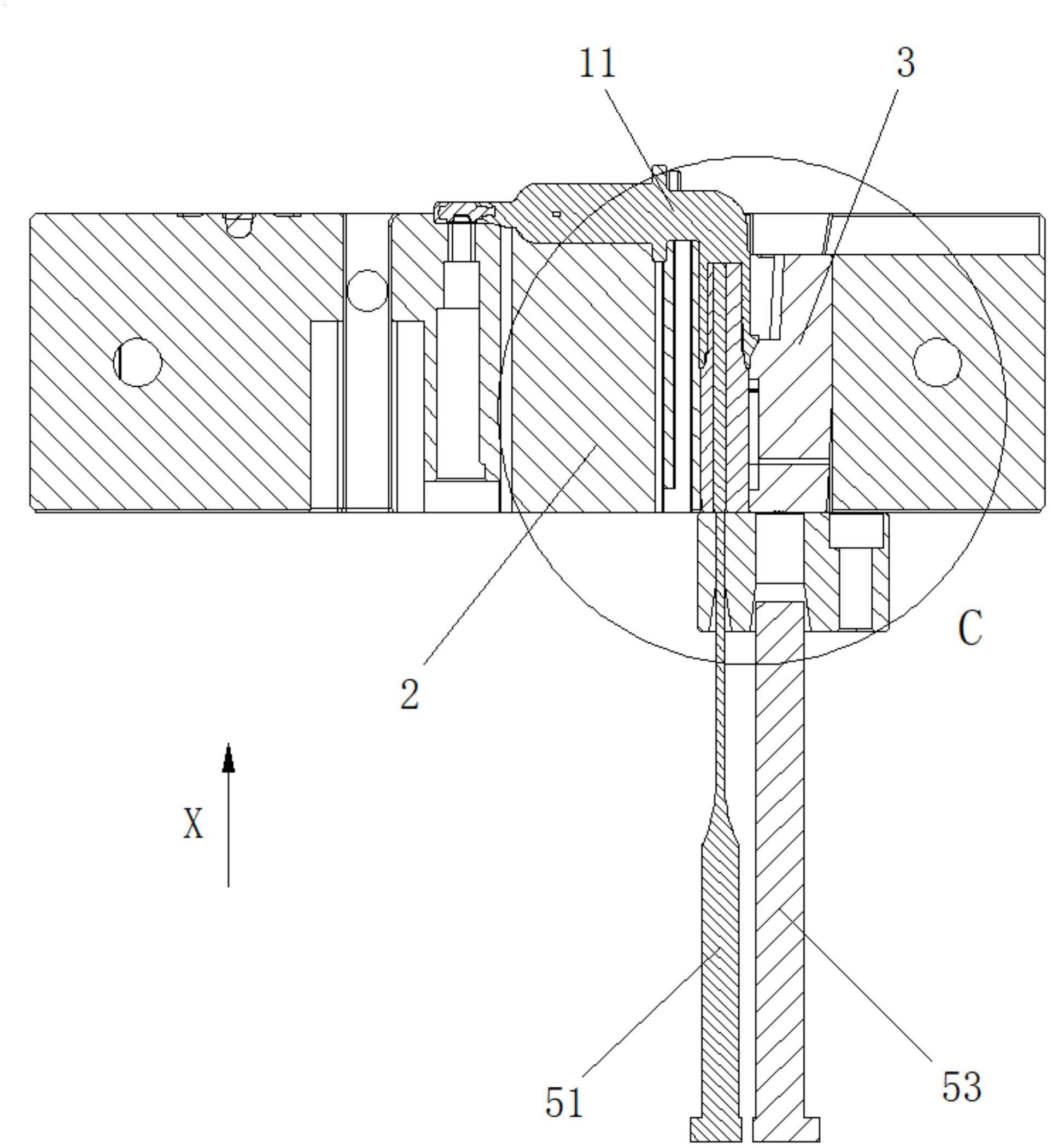
2、为解决上述技术问题,发明人探索发现,通过将定位块与模具本体设置为可拆卸连接的形式,可将定位块从模具本体上取下,从而能够将定位块单独输送至上游工序中,利用自动化设备将端子与定位块进行预装配(即提前将端子的端部插入定位块内),如图2所示,再将装配后的定位块与模具本体相连,这样就可以避免因人工安装端子所述导致的生产效率低以及端子容易变形的问题。此外,当需要对容纳腔进行清洁时,还可将定位块单独拆下进行清洁,节省人力。
3、本实用新型的实施方式提供了一种模具,用于加工速度传感器的传感器本体,其特征在于,包括:
4、模具本体,其上设有第一安装孔,第一安装孔贯穿模具本体的上表面和下表面;
5、定位块,可拆卸的设于第一安装孔内,定位块上设有容纳腔,容纳腔内设有模芯,容纳腔和模芯用于成型传感器本体;
6、顶出机构,设于模具本体的下方,顶出机构能够在第一位置和第三位置之间往复移动;当顶出机构运行至第一位置时,顶出机构位于第一安装孔外部;当顶出机构运行至第三位置时,顶出机构至少部分进入第一安装孔内,以将定位块从第一安装孔内顶出。
7、可选地,顶出机构包括:
8、连接座,设于模具本体的下方;
9、定位块顶杆,沿竖直方向延伸,定位块顶杆的底端与连接座相连,当顶出机构运行至第一位置时,定位块顶杆的上端位于第一安装孔外部;当顶出机构运行至第三位置时,定位块顶杆的上端伸入第一安装孔内,以将定位块从第一安装孔内顶出。
10、可选地,还包括锁定机构,锁定机构设于模具本体上,锁定机构能够在锁定状态与解锁状态之间切换,当锁定机构处于锁定状态时,锁定机构对定位块进行锁定,以使定位块固定于第一安装孔内;当锁定机构处于解锁状态时,锁定机构对定位块解除锁定,以使定位块能够相对于第一安装孔上下移动。
11、可选地,定位块的侧壁上设有定位槽,第一安装孔的侧壁上设有第二安装孔,第二安装孔的延伸方向与第一安装孔的延伸方向相垂直,且定位槽与第二安装孔相对设置,锁定机构为弹簧销,弹簧销设于第二安装孔内,弹簧销包括:
12、固定部,设于第二安装孔内,固定部靠近第二安装孔的底部所在的一侧设置;
13、移动部,至少部分设于第二安装孔内,移动部靠近定位槽所在的一侧设置,移动部能够相对于固定部沿弹簧销的延伸方向移动;移动部上靠近定位槽的一端为移动端,当移动端从第二安装孔中弹出时,锁定机构处于锁定状态,移动端能够插入定位槽内;当移动端回缩至第二安装孔内时,移动端移出至定位槽的外部,锁定机构处于解锁状态。
14、可选地,模具本体上还设有让位孔,让位孔贯穿模具本体的上表面和下表面,让位孔与第二安装孔相连通,移动部上设有第一斜面,第一斜面与移动端的端面之间的间距由上至下逐渐增大,顶出机构还包括:
15、解锁杆,沿竖直方向延伸,解锁杆的底端与连接座相连,解锁杆的上端设有第二斜面,第二斜面与第一斜面的倾斜方向及倾斜角度一致,解锁杆的上端面的高度高于定位块顶杆的上端面;
16、顶出机构由第一位置向第三位置运行时会经过第二位置,当顶出机构运行至第一位置时,定位块顶杆位于第一安装孔外部,第二斜面与第一斜面相分离;当顶出机构运行至第二位置时,定位块顶杆位于第一安装孔外部,第二斜面与第一斜面相接触,移动端回缩至第二安装孔内;当顶出机构由第二位置向第三位置运行时,定位块顶杆的上端伸入第一安装孔内,以将定位块从第一安装孔内顶出。
17、可选地,移动部上设有方孔,方孔沿竖直方向贯穿移动部,第一斜面设于方孔的内壁上。
18、可选地,模芯内设有沿竖直方向延伸的第三安装孔,第三安装孔贯穿模芯的上表面和下表面,第三安装孔内设有顶出杆,顶出杆能够沿竖直方向在第三安装孔内滑动;
19、顶出机构还包括传感器顶杆,传感器顶杆沿竖直方向延伸,传感器顶杆的底端与连接座相连,传感器顶杆的上端面的高度高于定位块顶杆的上端面;当顶出机构运行至第一位置时,传感器顶杆的上端位于第三安装孔外部,且传感器顶杆的上端面与顶出杆的底部相接触;当顶出机构由第一位置向第二位置运行时,传感器顶杆的上端伸入第三安装孔内,以带动顶出杆向上运行,使传感器本体从容纳腔内顶出。
20、可选地,顶出机构运行至第一位置时,传感器顶杆的上端面与定位块的底面相齐平。
21、可选地,模具本体的下方设有导向块,导向块的上表面分别与定位块的底面和模芯的底面相接触,导向块上设有沿竖直方向贯穿导向块的第一导向孔和第二导向孔,第一导向孔与第三安装孔相连通,第二导向孔与第一安装孔相连通,当顶出机构运行至第一位置时,传感器顶杆的上端位于第一导向孔内,定位块顶杆的上端位于第二导向孔内,解锁杆的上端位于让位孔内。
22、可选地,还包括驱动机构,驱动机构的驱动端与顶出机构相连,驱动机构用于带动顶出机构在第一位置与第三位置之间往复运行。
23、相比于现有技术本实用新型具有以下有益效果:
24、本实用新型通过将定位块可拆卸的设置于模具本体内,并利用顶出机构将定位块从第一安装孔中顶出,可将定位块从模具本体上取下,从而能够实现将定位块单独输送至上游工序中,利用自动化设备提前将端子的端部提前插入定位块内,避免因人工安装端子所导致的生产效率低以及端子容易变形的问题。此外,当需要对容纳腔进行清洁时,还可将定位块单独拆下进行清洁,节省人力。
技术特征:
1.一种模具,用于加工速度传感器的传感器本体,其特征在于,包括:
2.如权利要求1所述的模具,其特征在于,所述顶出机构包括:
3.如权利要求2所述的模具,其特征在于,还包括锁定机构,所述锁定机构设于所述模具本体上,所述锁定机构能够在锁定状态与解锁状态之间切换,当所述锁定机构处于所述锁定状态时,所述锁定机构对所述定位块进行锁定,以使所述定位块固定于所述第一安装孔内;当所述锁定机构处于所述解锁状态时,所述锁定机构对所述定位块解除锁定,以使所述定位块能够相对于所述第一安装孔上下移动。
4.如权利要求3所述的模具,其特征在于,所述定位块的侧壁上设有定位槽,所述第一安装孔的侧壁上设有第二安装孔,所述第二安装孔的延伸方向与所述第一安装孔的延伸方向相垂直,且所述定位槽与所述第二安装孔相对设置,所述锁定机构为弹簧销,所述弹簧销设于所述第二安装孔内,所述弹簧销包括:
5.如权利要求4所述的模具,其特征在于,所述模具本体上还设有让位孔,所述让位孔贯穿所述模具本体的上表面和下表面,所述让位孔与所述第二安装孔相连通,所述移动部上设有第一斜面,所述第一斜面与所述移动端的端面之间的间距由上至下逐渐增大,所述顶出机构还包括:
6.如权利要求5所述的模具,其特征在于,所述移动部上设有方孔,所述方孔沿竖直方向贯穿所述移动部,所述第一斜面设于所述方孔的内壁上。
7.如权利要求5所述的模具,其特征在于,所述模芯内设有沿竖直方向延伸的第三安装孔,所述第三安装孔贯穿所述模芯的上表面和下表面,所述第三安装孔内设有顶出杆,所述顶出杆能够沿竖直方向在所述第三安装孔内滑动;
8.如权利要求7所述的模具,其特征在于,所述顶出机构运行至所述第一位置时,所述传感器顶杆的上端面与所述定位块的底面相齐平。
9.如权利要求7所述的模具,其特征在于,所述模具本体的下方设有导向块,所述导向块的上表面分别与所述定位块的底面和所述模芯的底面相接触,所述导向块上设有沿竖直方向贯穿所述导向块的第一导向孔和第二导向孔,所述第一导向孔与所述第三安装孔相连通,所述第二导向孔与所述第一安装孔相连通,当所述顶出机构运行至所述第一位置时,所述传感器顶杆的上端位于所述第一导向孔内,所述定位块顶杆的上端位于所述第二导向孔内,所述解锁杆的上端位于所述让位孔内。
10.如权利要求1至9任一项所述的模具,其特征在于,还包括驱动机构,所述驱动机构的驱动端与所述顶出机构相连,所述驱动机构用于带动所述顶出机构在所述第一位置与所述第三位置之间往复运行。
技术总结
本技术公开了一种模具,用于加工速度传感器的传感器本体,该模具包括:模具本体,其上设有第一安装孔,第一安装孔贯穿模具本体的上表面和下表面;定位块,可拆卸的设于第一安装孔内,定位块上设有容纳腔,容纳腔内设有模芯,容纳腔和模芯用于成型传感器本体;顶出机构,设于模具本体的下方,顶出机构能够在第一位置和第三位置之间往复移动;当顶出机构运行至第一位置时,顶出机构位于第一安装孔外部;当顶出机构运行至第三位置时,顶出机构至少部分进入第一安装孔内,以将定位块从第一安装孔内顶出。本技术可自动将定位块从模具本体上取下,从而提高生产效率、防止端子变形、节约人力。
技术研发人员:王学文,何沁笑
受保护的技术使用者:大陆汽车电子(连云港)有限公司
技术研发日:20230222
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!