连续硫化压机的制作方法
本技术涉及输送带硫化,特别涉及一种能够实现在硫化工艺中对输送带进行连续加压加热的新型硫化压机结构,尤其是连续硫化压机。
背景技术:
1、橡胶硫化是输送带生产过程的一道重要工序,也是输送带加工中重要的物理化学过程。输送带硫化工艺中,压力、硫化温度和硫化时间称硫化的三个要素,硫化过程中对橡胶材料施加压力的目的是:使胶料在模腔内流动,充满沟槽或花纹,防止出现气泡或缺胶现象,提高胶料的致密性,增强胶料与布层或金属的附着强度。输送带硫化处理工艺有助于提高胶料的物理机械性能如拉伸性能、耐磨、抗屈挠、耐老化等。
2、作为输送带生产加工过程中的重要工序,目前在进行输送带的硫化处理的过程中也存在着一些常用的硫化设备。
3、例如,在专利申请号为cn201120371291.7中就公开了一种较为传统的输送带硫化机用硫化板,其主要结构包括所述的输送带硫化机用硫化板是由依次叠放在一起的冷却板、加热垫和保温板一体构成,其中冷却板与输送带相接触;所述的加热垫加热垫采用硅酮橡胶制成,其内设有柔性可弯曲的加热元件,厚度为3mm;所述的冷却板为扁平长方体形状,其内形成有水道,并且水道的进出口位于其侧面。
4、由上述的硫化板结构可以看出,利用其在进行输送带的硫化时主要是操作人员可在叠放在一起的输送带两端部上、下表面上各放置一块硫化板,并且将其上的冷却板与输送带相接触,从而可以节省输送带接头时间,并能够从根本上防止“过硫”现象的发生,可以看出这种硫化板加压硫化的方式还是采用的传统的分段加压的方式,这种分段加压的方式在实际硫化的过程中连续性较差,而且加压衔接部位会可能存在质量问题,同时间断加压硫化也造成了整个硫化效率较低的问题。
5、另外,再例如,在专利申请号为cn202020379218.3的专利文献中也公开了一种输送带硫化机用夹板、夹持结构、加热板及输送带硫化机,其主要结构包括底板,盖板,盖板与所述底板相配合,所述盖板与所述底板扣合,内部形成容纳空间;所述底板和所述盖板均为碳纤维材质。从该专利记载的内容也可以看出,硫化机工作时也是采用的夹板按压式的结构,同样存在硫化效率低,不同工步硫化挪移时造成衔接部位的输送带硫化质量不一致的问题。
6、为此,本实用新型针对现有的硫化压机中存在的问题进行了优化改进,特此提出了一种能够实现在硫化工艺中对输送带进行连续加压加热的新型硫化压机结构,用以更好地解决现有技术中存在的问题。
技术实现思路
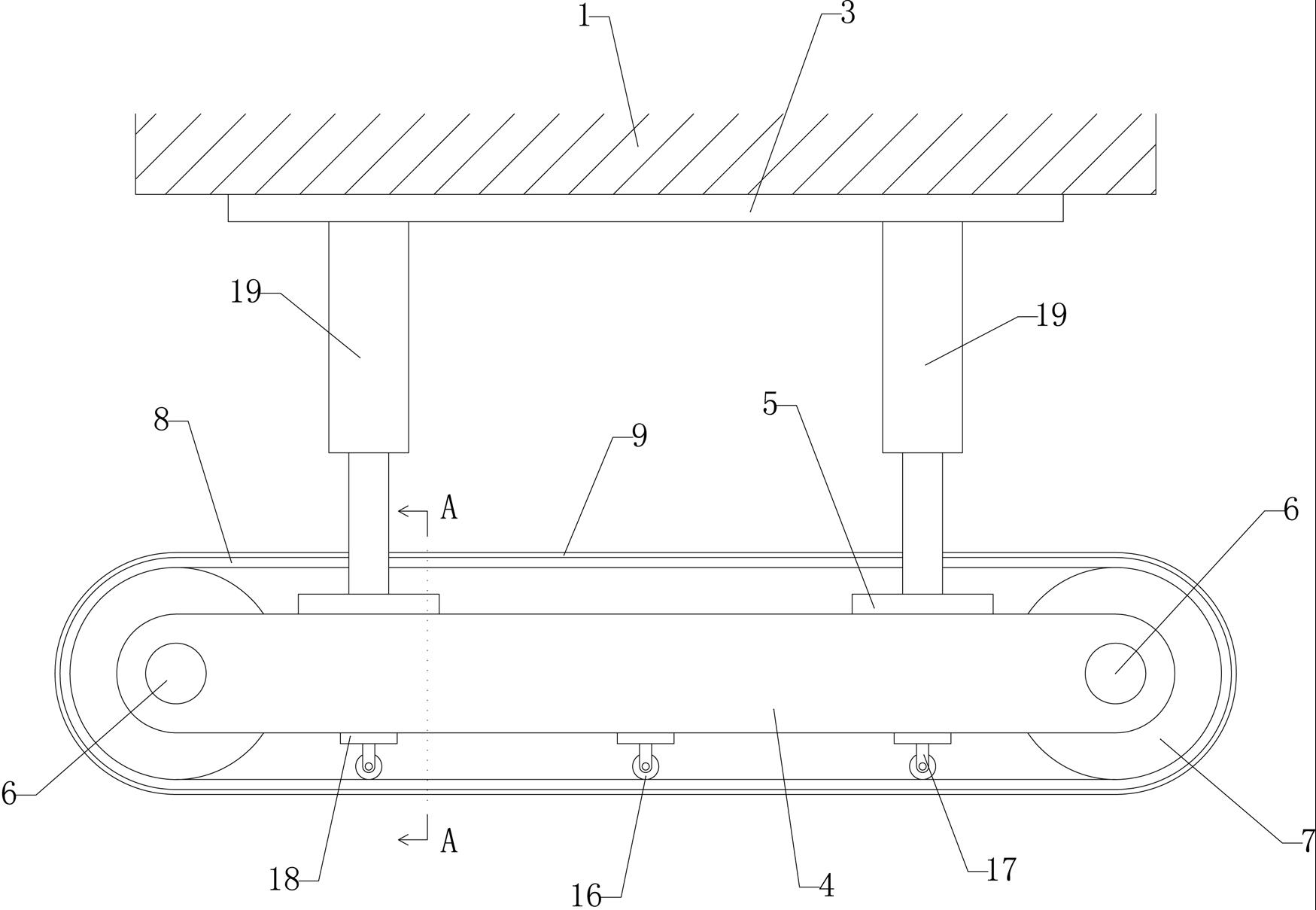
1、本实用新型为解决上述技术问题之一,所采用的技术方案是:连续硫化压机,包括加压机构,所述加压机构的顶部固定在车间内的航吊上并跟随航吊沿硫化输送带移动方向往复运动,在所述加压机构的底部安装有一上部连续转动加热硫化机构,所述上部连续转动加热硫化机构的用于实现对其下方硫化工位处的待硫化的输送带进行高温辊压,所述上部连续转动加热硫化机构的底部与输送状态下的待硫化的输送带的上表面保持抵紧,在所述上部连续转动加热硫化机构的下部沿其长度方向间隔安装有若干个中部承托件,各所述中部承托件用于实现对所述上部连续转动加热硫化机构的底部中段的导向与抵压。
2、在上述任一方案中优选的是,所述加压机构包括两竖直设置的同步油缸组,两所述同步油缸组在工作时处于同步升降的运动状态,在两所述同步油缸组的缸筒的顶部固定安装有一吊挂连接座,所述吊挂连接座的顶部固定安装在车间内的航吊上并跟随航吊实现平移,各所述同步油缸组的底部均连接在所述上部连续转动加热硫化机构的对应端的顶部。
3、在上述任一方案中优选的是,所述上部连续转动加热硫化机构包括固两平行间隔设置的支撑侧板,两所述支撑侧板均位于硫化工位处的所述待硫化的输送带的上方外侧,两所述支撑侧板的顶部两侧分别固定焊接有一宽度连接平座,各所述宽度连接平座的顶部分别与对应位置上方的所述同步油缸组的各活塞杆的底部固连,在两所述支撑侧板之间的安装空间的前部和后部分别设置有一中心转动轴,所述中心转动轴的两端均活动插装在对应位置处的所述支撑侧板端部的安装孔内,在安装空间内的各所述中心转动轴的外侧壁上分别固定有一齿形辊,两所述齿形辊之间配合安装有一齿形传动带,在齿形传动带的外侧壁上配合安装有高温硫化压合件,所述高温硫化压合件的底部抵压在其下方的待硫化的输送带的上表面上。
4、在上述任一方案中优选的是,所述同步油缸组由两个沿待硫化的输送带的宽度方向间隔设置的立式加压油缸组成,各所述立式加压油缸的活塞杆的底部均固定安装在对应下方的所述宽度连接平座的底部,两所述立式加压油缸在工作时处于同步同向升降状态。
5、在上述任一方案中优选的是,齿形传动带采用耐高温传动皮带,其具备耐高温、寿命长等特点。
6、在上述任一方案中优选的是,所述高温硫化压合件包括固定在所述耐高温传动皮带的外侧壁上的不锈钢输送带,所述不锈钢输送带的宽度大于所述耐高温传动皮带的宽度,在不锈钢输送带的上层带的内外两侧分别对称设置有第一微调升降电缸、第二微调升降电缸,在所述第一微调升降电缸的活塞杆的顶部固定安装有正极耐高温绝缘座,在所述正极耐高温绝缘座上固定安装有一正极加热铜块,在所述第二微调升降电缸的活塞杆的顶部固定安装有负极耐高温绝缘座,在所述负极耐高温绝缘座上固定安装有一负极加热铜块,正极加热铜块、负极加热铜块均通过导线与外部的带有温控器的加热电源相连接。
7、在上述任一方案中优选的是,当所述正极加热铜块、所述负极加热铜块与其顶部的所述不锈钢输送带的上层带的底部相抵接时实现对整个不锈钢输送带的电加热处理,当检测到不锈钢输送带的温度达到硫化所需温度时启动加压机构实现所述不锈钢输送带对待硫化的输送带的抵压并使得连续硫化压机跟随航吊慢速移动。
8、在上述任一方案中优选的是,所述中部承托件包括设置在所述耐高温传动皮带的下层皮带上方的支撑辊,所述支撑辊的内外两端均活动插装在对应位置处的安装定位立座的转孔内,各所述安装定位立座的顶部均固定安装在一下部水平连接座的底部,所述下部水平连接座的两端顶部均固定安装在对应位置处的所述支撑侧板的底部。
9、在上述任一方案中优选的是,在所述不锈钢输送带的外表面上设置有耐高温防滑涂层。
10、在上述任一方案中优选的是,在硫化工位处的待硫化的输送带的下方还设置有下部连续转动加热硫化机构,下部连续转动加热硫化机构与所述上部连续转动加热硫化机构相对称设置并配合实现对待硫化的输送带的上表面与下表面的加热硫化。
11、与现有技术相比,本实用新型的有益效果如下:
12、1、本连续硫化压机利用设置在车间的硫化工位上方的航吊实现沿硫化方向往复移动,能够很好的保持与待硫化输送带上表面的长时间抵压接触,有效地保证硫化加热处理的效果,提高硫化质量。
13、2、本实用新型中的连续硫化压机采用加压机构的升降来带动其下方的上部连续转动加热硫化机构按照需要实现升降,从而可以有效地控制上部连续转动加热硫化机构底部对待硫化的输送带上表面的抵压压力,合理控制硫化压力。
14、3、其中,设计的高温硫化压合件可以在与待硫化的输送带抵压接触的状态下跟随航吊实现移动,从而可以保证高温硫化压合件上的整个不锈钢输送带实现被动运转并保持不锈钢输送带的下层带始终与待硫化的输送带上表面高温接触。
15、4、本技术中涉及的升降式的正极加热铜块、负极加热铜块可以有效地根据需要控制对整条不锈钢输送带进行整体加热,并通过自动或者人员手动测温来控制加热时间,有效保证硫化时所需的温度。
16、5、由于不锈钢输送带是固定在耐高温传动皮带的外围,而采用的耐高温传动皮带的耐热温度远大于硫化所需的温度,因此可以保证耐高温传动皮带的正常运转,使用时安全性较高。
- 还没有人留言评论。精彩留言会获得点赞!