一种预热拉伸辊结构的制作方法
本技术涉及拉伸辊结构,尤其是涉及一种预热拉伸辊结构。
背景技术:
1、目前,预热镀铬镜面辊为圆柱形的零件,分驱动和从动辊,其中镜面辊指光面的无缝钢管。镜面辊主要用来对物体表面进行轧光处理,镜面辊可以应用于印染行业的纯棉、涤棉、丝织品、化纤、麻、毛纺及其混纺物的轧光加工;皮革行业的人造革等的轧光加工;塑胶行业的pvc、aba、pp、pt、pc等各种塑料的轧光加工;造纸行业的各种纸张的表面轧光加工;冶金行业的各种有色金属的轧光加工。决定镜面辊的主要因素是表面的铬涂层。在生产过程中拉伸膜非常容易在镜面辊上滑动或粘连导致生产停线及产品质量不合格。
技术实现思路
1、本实用新型的目的是提供一种预热拉伸辊结构,解决通过提高并控制辊面粗糙度,可以解决膜在辊面滑动或粘连的生产难题。
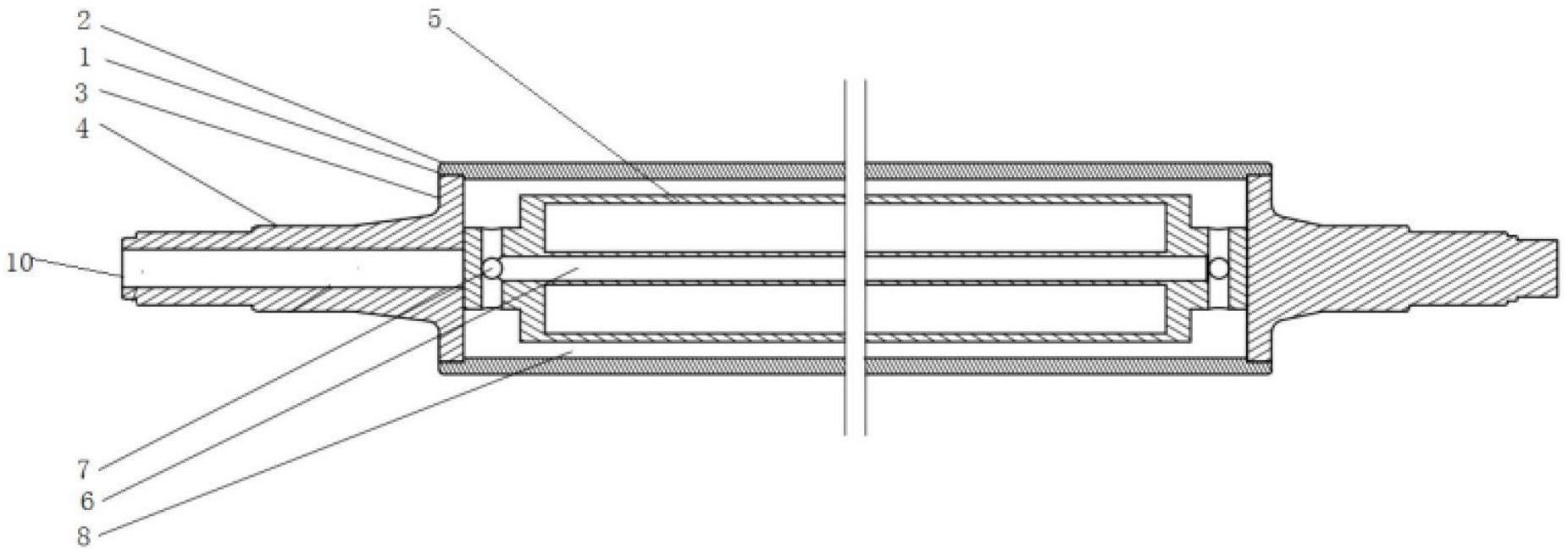
2、本实用新型解决其技术问题所采用的技术方案是:一种预热拉伸辊结构,包括基辊结构、设在基辊结构两端的闷头结构以及设在基辊结构中的内流道结构,所述的基辊结构包括基辊体、设在基辊体外部的激光雕刻涂层,所述的闷头结构包括设在进水口的闷头体以及辊轴体,闷头体的进水口与内流道结构连接,所述的内流道结构包括内置流道体、设在内置流道体中的流道管体、设在流道管体与内置流道体之间的回水口。
3、所述的内置流道体与基辊体之间间隔设置流道槽。
4、所述的激光雕刻涂层的涂层厚度为160~180μm之间,激光雕刻涂层硬度>1500hv,激光雕刻涂层的粗糙度为ra0.9±0.1/ra1.4±0.1之间。
5、所述的基辊体与激光雕刻涂层之间设置加强层,所述的加强层为钢管内层。
6、本实用新型的有益效果:通过提高并控制辊面粗糙度,可以解决膜在辊面滑动或粘连的生产难题,并且设置的内流道结构以及加强层使得传导至导热板表面以完成对镜面辊表面的散热操作,便于调节温控稳定,使用效果好的优点。
7、以下将结合附图和实施例,对本实用新型进行较为详细的说明。
技术特征:
1.一种预热拉伸辊结构,包括基辊结构、设在基辊结构两端的闷头结构以及设在基辊结构中的内流道结构,其特征在于:所述的基辊结构包括基辊体、设在基辊体外部的激光雕刻涂层,所述的闷头结构包括设在进水口的闷头体以及辊轴体,闷头体的进水口与内流道结构连接,所述的内流道结构包括内置流道体、设在内置流道体中的流道管体、设在流道管体与内置流道体之间的回水口。
2.如权利要求1所述的预热拉伸辊结构,其特征在于:所述的内置流道体与基辊体之间间隔设置流道槽。
3.如权利要求1所述的预热拉伸辊结构,其特征在于:所述的激光雕刻涂层的涂层厚度为160~180μm之间,激光雕刻涂层硬度>1500hv,激光雕刻涂层的粗糙度为ra0.9±0.1/ra1.4±0.1之间。
4.如权利要求3所述的预热拉伸辊结构,其特征在于:所述的基辊体与激光雕刻涂层之间设置加强层,所述的加强层为钢管内层。
技术总结
本技术是一种预热拉伸辊结构,包括基辊结构、设在基辊结构两端的闷头结构以及设在基辊结构中的内流道结构,所述的基辊结构包括基辊体、设在基辊体外部的激光雕刻涂层,所述的闷头结构包括设在进水口的闷头体以及辊轴体,闷头体的进水口与内流道结构连接,所述的内流道结构包括内置流道体、设在内置流道体中的流道管体、设在流道管体与内置流道体之间的回水口。通过提高并控制辊面粗糙度,可以解决膜在辊面滑动或粘连的生产难题,并且设置的内流道结构以及加强层使得传导至导热板表面以完成对镜面辊表面的散热操作,便于调节温控稳定,使用效果好的优点。
技术研发人员:严翼,方杰,沈嘉璐
受保护的技术使用者:芜湖村田激光技术有限公司
技术研发日:20230303
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!