一种注塑机开锁模装置的制作方法
本技术属于注塑机制造,尤其涉及一种注塑机开锁模装置。
背景技术:
1、塑料注射成型机简称注塑机,能够一次成型复杂制品,具有生产效率高、后加工量少、制品表面光洁程度好、废品率低等特点,现已成为塑料机械中最主要且最具有代表性的一种塑料加工设备。注塑机设备包括了伺服、变频、传感、液压传动、冲压、注射成型等各种机械技术,是一种集成度很高的机电一体化设备。目前,注塑机已广泛应用于各个领域,在国民经济中日益显示出极为重要的作用。
2、注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用成型模具制成各种形状的塑料制品的主要成型设备。注塑机的工作步骤一般包括锁模、熔胶、射胶、模具冷却、开模、顶针前进、顶针后退等动作。注塑机加热原材料,对熔融原材料施加高压,使其射出且充满模具型腔,待冷却后,顶出产品,可获得制作完成的产品。注塑机的注塑工艺过程中,塑化和注射是注射成型工艺中最基础的两个动作步骤,塑化后的原材料注射到模具内,原材料在模具内成型并冷却之后,由脱模机构将成型后的产品取出完成整个成型过程。
3、模具的设置一般利用定模结构、动模结构以及锁模结构构成完整的成型装置,定模结构与动模结构紧密连接形成完整的模具,利用锁模结构对模具进行锁紧,使得模具内部的腔体结构完整,原材料注射到模具之后才可得到完整合格的产品。现有技术中,动模结构以及锁模结构对模具进行固定锁紧并使模具形成完整的腔体结构,动模结构以及锁模结构的动作各自设置单独的动力装置驱动,在定模结构与动模结构固定模具的动作与锁模结构对模具锁紧以及松开的动作过程中,动力装置驱动结构对模具进行固定锁紧时,易出现动模结构与锁模结构之间的动作不连贯,各结构的接触位置出现偏差导致模具腔体结构不完整甚至存在缝隙,成型产品出现飞边或者收缩的情况,此时,在成型过程中出现产品成型质量差以及效率低等问题。
技术实现思路
1、本实用新型实施例的目的在于提供一种注塑机开锁模装置,旨在解决现有技术中,动模结构以及锁模结构对模具进行固定锁紧并形成完整的腔体结构,动模结构以及锁模结构的动作各自设置单独的动力装置驱动,在定模结构与动模结构固定模具的动作与锁模结构对模具锁紧以及松开的动作过程中,动力装置驱动结构对模具进行固定锁紧时,易出现动模结构与锁模结构之间的动作不连贯,各结构的接触位置出现偏差导致模具腔体结构不完整甚至存在缝隙,成型产品出现飞边或者收缩的情况,此时,在成型过程中出现产品成型质量差以及效率低等问题。
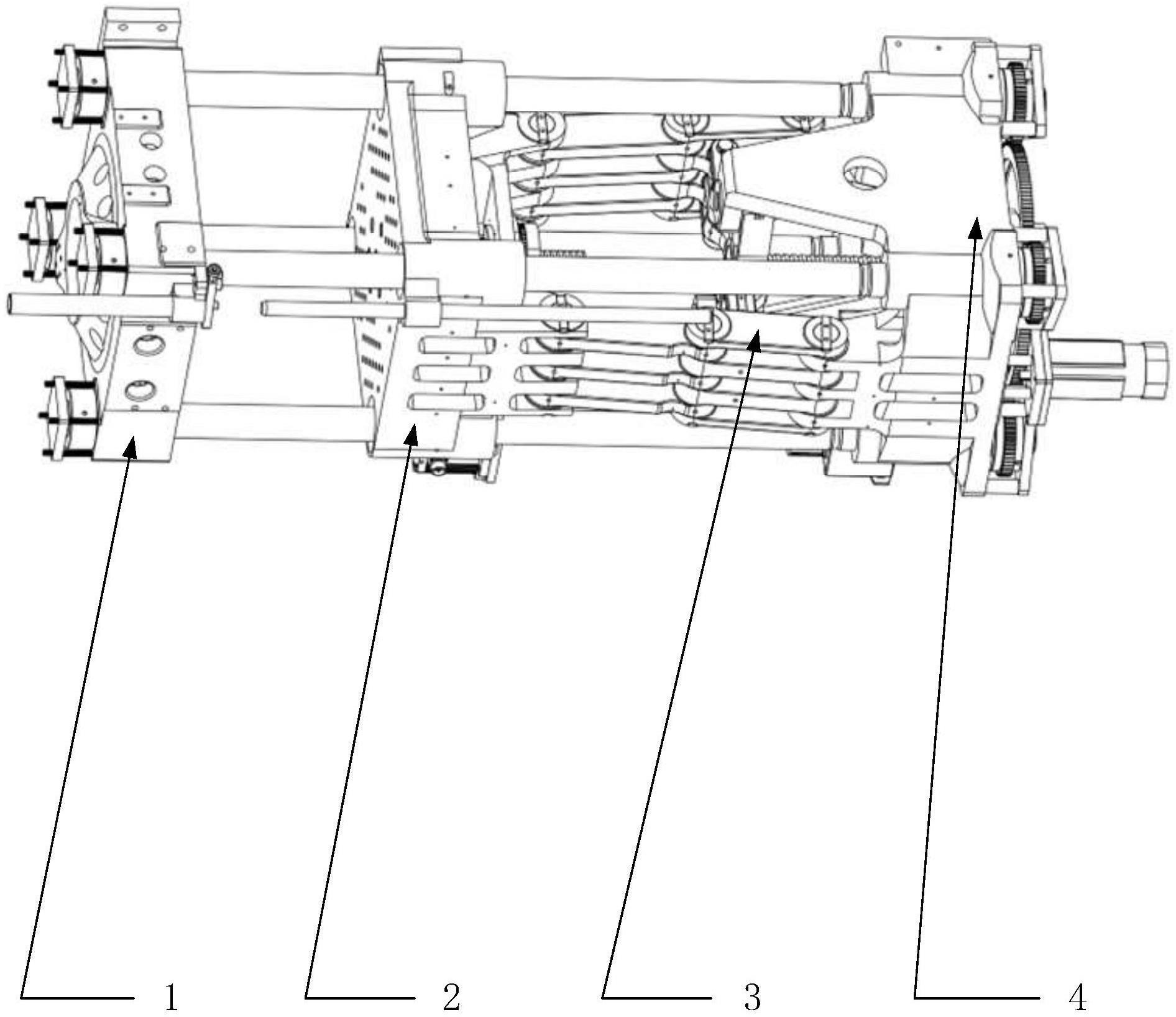
2、本实用新型实施例是这样实现的,一种注塑机开锁模装置,所述注塑机开锁模装置包括定位组件、移动组件、锁模组件以及曲柄组件;
3、所述定位组件用于对模具进行定位,所述定位组件设置第一导杆,所述第一导杆用于固定移动组件以及锁模组件使得定位组件、移动组件以及锁模组件均在相同高度上动作;
4、所述移动组件安装在定位组件上,所述移动组件用于与定位组件配合并固定模具,所述移动组件设置移动座板,所述移动座板用于固定移动组件以及连接曲柄组件;
5、所述锁模组件设置在定位组件上,所述锁模组件用于将定位组件以及移动组件之间的模具锁紧,所述锁模组件设置锁模电机组件以及减速电机组件,所述锁模电机组件用于驱动锁模组件的运动并为锁紧移动组件的动作提供动力,所述减速电机组件用于控制锁模组件锁紧移动组件的动力以及速度;
6、所述曲柄组件设置在移动组件以及锁模组件之间,所述曲柄组件用于调节锁模组件的运动行程以及使移动组件与锁模组件的动作连贯。
7、优选地,所述定位组件包括定位座板、机械开关以及第一导杆;
8、所述定位座板用于安装机械开关以及第一导杆,所述定位座板设置若干个安装位;
9、所述机械开关设置在定位座板上,所述机械开关用于检测移动组件的位置;
10、所述第一导杆设置在定位座板上,所述第一导杆设置若干组,所述第一导杆用于连接定位组件、移动组件以及锁模组件。
11、优选地,所述移动组件包括移动座板、调节杆、顶出电机组件以及顶出丝杆;
12、所述移动座板安装在定位组件上,所述移动座板用于固定调节杆、顶出电机组件、顶出丝杆以及曲柄组件,所述移动座板设置若干个安装位;
13、所述调节杆设置在移动座板上,所述调节杆用于限定移动组件的运动行程;
14、所述顶出电机组件安装在移动座板上,所述顶出电机组件用于固定顶出丝杆并为顶出丝杆的运动提供动力;
15、所述顶出丝杆安装在移动座板上,所述顶出丝杆用于将成型后产品顶出模具。
16、优选地,所述顶出电机组件包括顶出电机、齿轮组件以及固定板组件;
17、所述顶出电机安装在移动座板上,所述顶出电机设置安装板固定在顶出电机输出端上,所述安装板设置有若干个安装孔;
18、所述齿轮组件设置在顶出电机以及移动座板上,所述齿轮组件用于将顶出电机的动力传动到顶出丝杆上,所述齿轮组件包括第一主动轮、第一从动轮、张紧轮、第一传动轮以及第一皮带,所述第一主动轮设置与顶出电机连接,第一从动轮、张紧轮以及第一传动轮安装在移动座板上,所述第一皮带与第一主动轮、第一从动轮、张紧轮以及第一传动轮设置为紧密连接,所述第一传动轮设置一端安装丝杆;
19、所述固定板组件设置在移动座板上,所述固定板组件用于连接顶出电机组件以及移动座板,所述固定板组件包括轴承套、法兰盘以及固定杆,所述法兰盘设置若干个安装孔用于安装固定杆,所述轴承套设置在法兰盘一侧并固定在移动座板上,所述固定杆设置若干组,所示固定杆一端设置在移动座板上、另一端设置在法兰盘上。
20、优选地,所述锁模组件包括锁模底板、锁模电机组件、锁模丝杆以及减速电机组件;
21、所述锁模底板安装在定位组件上,所述锁模底板用于固定锁模电机组件、锁模丝杆、减速电机组件以及曲柄组件,所述锁模底板设置若干个安装位;
22、所述锁模电机组件设置在锁模底板上,所述锁模电机组件用于固定锁模丝杆并为锁模丝杆的运动提供动力;
23、所述锁模丝杆设置在锁模电机组件上,所述锁模丝杆用于限定锁模组件以及移动组件的运动行程;
24、所述减速电机组件设置在锁模底板上,所述减速电机组件用于控制锁模丝杆的运动速度以及运动方向。
25、优选地,所述锁模电机组件包括锁模电机、第二主动轮、第二从动轮以及第二皮带,所述锁模电机设置电机支架并安装在锁模底板上,所述第二主动轮设置在锁模电机输出端上,所述第二从动轮设置在锁模底板上并与锁模丝杆设置传动连接,所述第二皮带一端设置在第二主动轮上、另一端设置在第二从动轮上。
26、优选地,所述减速电机组件包括减速电机、大齿轮以及若干个小齿轮,所述减速电机、大齿轮以及小齿轮设置在锁模底板上,所述大齿轮与小齿轮设置为外啮合连接。
27、优选地,所述曲柄组件包括固定杆、连接杆以及连接块,所述曲柄组件设置两组,所述固定杆、连接杆以及连接块设置若干组,所述固定杆设置为第一固定杆以及第二固定杆,所述第一固定杆一端设置在移动组件上、另一端设置在第二固定杆上,所述连接杆一端设置在第二固定杆、另一端安装在锁模组件,所述连接块一端设置在第二固定杆上、另一端设置在锁模组件上。
28、本实用新型实施例提供的一种注塑机开锁模装置,本实用新型设置了顶出电机组件以及锁模电机组件,利用电机提供动力控制移动组件以及锁模组件对模具的固定并锁紧,设置了第一导杆,用于安装移动组件以及锁模组件并使移动组件以及锁模组件位于相同高度上,在对模具进行固定锁紧时保持结构动作的平稳性使得模具内腔体结构完整避免模具形成缝隙,设置了机械开关以及调节杆,使得定位组件以及移动组件在固定模具时保持稳定,设置了曲柄组件,曲柄组件用于调节锁模组件的运动行程,设置了减速电机组件,可调整锁模组件运动过程中对模具锁紧的速度以及时长,此时使注塑机锁模的生产动作更连贯,模具腔体结构完整解决了产品成型质量差以及生产效率低的问题。
- 还没有人留言评论。精彩留言会获得点赞!