用于锥形橡胶弹簧成型模具的清胶结构的制作方法
本技术涉及注塑成型模具,尤其是一种用于锥形橡胶弹簧成型模具的清胶结构。
背景技术:
1、在锥形橡胶弹簧成型过程中,通常会设置用于溢胶、排气、排出杂质的逃胶孔,随着锥形橡胶弹簧的注胶成型,逃胶孔中进胶形成残胶,在成型脱模后,还需要将逃胶孔中的残胶进行清理,以进行下一次的产品成型。
2、现有技术中,通常手工利用锥子从逃胶孔中掏出残胶,来进行清胶的,操作比较麻烦,效率不高;并且,在行车吊起模芯、产品后就由人工来对剩余模具中进行清胶操作,上方的行车吊装对正下方操作的人员存在安全隐患。
技术实现思路
1、本申请人针对上述现有生产技术中的缺点,提供一种结构合理的用于锥形橡胶弹簧成型模具的清胶结构,从而实现快速清胶,操作简便、快速,效率高,清胶效果好,并且助力于提升人员安全性。
2、本实用新型所采用的技术方案如下:
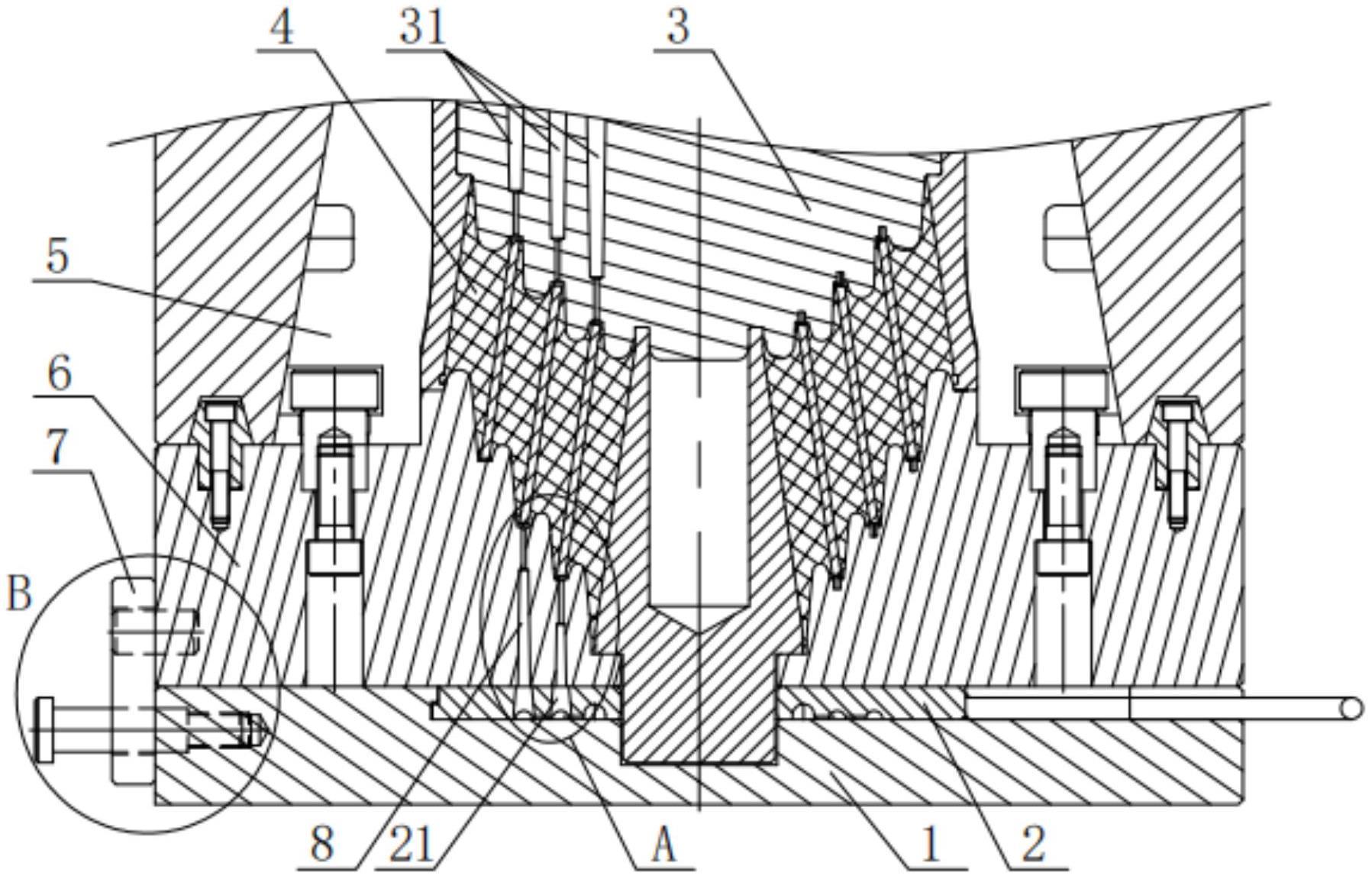
3、一种用于锥形橡胶弹簧成型模具的清胶结构,所述成型模具包括成型腔体,成型腔体由周向的两瓣模、上方的模芯、下方的托模共同构成,所述托模下方配装有底模,底模顶面嵌装有拉板;所述托模内开设有多个逃胶孔,拉板上开设有与逃胶孔一一对应的倒扣孔,逃胶孔将上方成型腔体与下方倒扣孔衔接贯通;所述拉板底面开设有将各个倒扣孔连通的衔接通道;还包括锁止结构,锁止结构将托模和底模贴合锁止或是解锁。
4、作为上述技术方案的进一步改进:
5、所述逃胶孔包括有上部与成型腔体连通的小孔部,小孔部底端衔接有上小下大呈锥形的锥孔部;所述锥孔部的小端孔径大于小孔部的孔径尺寸。
6、所述锁止结构沿着底模、托模侧面间隔设置有多组,单组锁止结构包括侧向垂直锁装于底模侧面的限位销,位于底模侧面外部的限位销上套装有拉块,位于底模上方的拉块上固定插装有插销,插销朝向托模布设,插销插装至托模侧面对应的插孔中;所述限位销外端头侧向延伸形成限制拉块脱离的头部。
7、所述倒扣孔为上小下大的锥形结构。
8、所述衔接通道为同心布设的两个以上环形槽,倒扣孔底端贯穿环形槽,相邻环形槽之间经由径向槽连通。
9、所述底模顶面下凹形成供拉板嵌装的容纳空间,容纳空间向着底模一侧侧面延伸有凹槽,拉板侧面延伸有与凹槽嵌装相配的拉杆部。
10、所述容纳空间在拉杆部长度方向上的尺寸大于拉板的尺寸,位于容纳空间内的拉板沿着拉杆部的长度方向相对于底模水平移动。
11、所述容纳空间上孔口处沿着周向间隔向内延伸形成凸翅,背离拉杆部的拉板顶面边缘处下凹形成台阶;嵌装于容纳空间内的拉板处于注胶过程时,凸翅卡装位于台阶处构成限位,拉板相对于底模水平移动进入清胶过程时,台阶脱离凸翅的限位。
12、所述容纳空间中心处向下延伸形成凹孔,成型时,产品中的金属件底端部伸至凹孔中,所述拉板上开设有与凹孔相对应、供金属件底端向下穿过的通孔;所述拉板相对于底模水平移动后,通孔与凹孔上下错开,金属件底端抵接于拉板顶面。
13、所述拉杆部外端头垂直延伸形成有手把。
14、本实用新型的有益效果如下:
15、本实用新型结构紧凑、合理,操作方便,成型过程中,多余的胶经由逃胶孔向下流至拉板的倒扣孔中,脱模过程中,解锁锁止结构,相互贴合的底模和托模相互分离,拉板随底模移动而经倒扣孔将逃胶孔中的胶拉出,再将拉板从底模上取下来清理胶料,实现快速清胶,操作简便、快速,效率高,清胶效果好,并且,对于拉板的独立清胶并不需要位于行车吊装的正下方,从而有效助力于提升人员安全性;
16、本实用新型还包括如下优点:
17、锁止结构锁止时保证托模与底模的相对固定贴合以注胶,而在解锁时则方便于实现脱模过程中托模与底模之间的相对移动远离,以将托模逃胶孔中的残胶拉出,从而有效助力于实现快速清胶;
18、逃胶孔整体设置为上小下大的结构,形成形状一致呈上小下大结构的残胶,方便于下方拉板经倒扣孔向下可靠拉除逃胶孔中的残胶;
19、衔接通道的设置有效保证了倒扣孔中残胶与拉板之间的连接度,方便于经由拉板的移动,来拉除上方逃胶孔中的残胶;衔接通道的设置还将各个倒扣孔有效连通为一个整体,使得残胶构成一个相对的整体,方便于一次性、快速地将残胶从拉板上清除;
20、将清除残胶的拉板重新放置于底模的容纳空间中,并使得拉板通孔与底模凹孔相互错开,从而在底模与上方托模相互靠近时,产品底端将抵接于拉板顶面,使得产品受到向上的力而从托模内向上脱出,实现快速、自动脱模。
技术特征:
1.一种用于锥形橡胶弹簧成型模具的清胶结构,所述成型模具包括成型腔体,成型腔体由周向的两瓣模(5)、上方的模芯(3)、下方的托模(6)共同构成,其特征在于:所述托模(6)下方配装有底模(1),底模(1)顶面嵌装有拉板(2);所述托模(6)内开设有多个逃胶孔(8),拉板(2)上开设有与逃胶孔(8)一一对应的倒扣孔(21),逃胶孔(8)将上方成型腔体与下方倒扣孔(21)衔接贯通;所述拉板(2)底面开设有将各个倒扣孔(21)连通的衔接通道(22);还包括锁止结构,锁止结构将托模(6)和底模(1)贴合锁止或是解锁。
2.如权利要求1所述的用于锥形橡胶弹簧成型模具的清胶结构,其特征在于:所述逃胶孔(8)包括有上部与成型腔体连通的小孔部(81),小孔部(81)底端衔接有上小下大呈锥形的锥孔部(82);所述锥孔部(82)的小端孔径大于小孔部(81)的孔径尺寸。
3.如权利要求1所述的用于锥形橡胶弹簧成型模具的清胶结构,其特征在于:所述锁止结构沿着底模(1)、托模(6)侧面间隔设置有多组,单组锁止结构包括侧向垂直锁装于底模(1)侧面的限位销(72),位于底模(1)侧面外部的限位销(72)上套装有拉块(7),位于底模(1)上方的拉块(7)上固定插装有插销(71),插销(71)朝向托模(6)布设,插销(71)插装至托模(6)侧面对应的插孔中;所述限位销(72)外端头侧向延伸形成限制拉块(7)脱离的头部。
4.如权利要求1所述的用于锥形橡胶弹簧成型模具的清胶结构,其特征在于:所述倒扣孔(21)为上小下大的锥形结构。
5.如权利要求1所述的用于锥形橡胶弹簧成型模具的清胶结构,其特征在于:所述衔接通道(22)为同心布设的两个以上环形槽,倒扣孔(21)底端贯穿环形槽,相邻环形槽之间经由径向槽(23)连通。
6.如权利要求1所述的用于锥形橡胶弹簧成型模具的清胶结构,其特征在于:所述底模(1)顶面下凹形成供拉板(2)嵌装的容纳空间(11),容纳空间(11)向着底模(1)一侧侧面延伸有凹槽(14),拉板(2)侧面延伸有与凹槽(14)嵌装相配的拉杆部(24)。
7.如权利要求6所述的用于锥形橡胶弹簧成型模具的清胶结构,其特征在于:所述容纳空间(11)在拉杆部(24)长度方向上的尺寸大于拉板(2)的尺寸,位于容纳空间(11)内的拉板(2)沿着拉杆部(24)的长度方向相对于底模(1)水平移动。
8.如权利要求7所述的用于锥形橡胶弹簧成型模具的清胶结构,其特征在于:所述容纳空间(11)上孔口处沿着周向间隔向内延伸形成凸翅(12),背离拉杆部(24)的拉板(2)顶面边缘处下凹形成台阶(26);嵌装于容纳空间(11)内的拉板(2)处于注胶过程时,凸翅(12)卡装位于台阶(26)处构成限位,拉板(2)相对于底模(1)水平移动进入清胶过程时,台阶(26)脱离凸翅(12)的限位。
9.如权利要求7所述的用于锥形橡胶弹簧成型模具的清胶结构,其特征在于:所述容纳空间(11)中心处向下延伸形成凹孔(13),成型时,产品(4)中的金属件底端部伸至凹孔(13)中,所述拉板(2)上开设有与凹孔(13)相对应、供金属件底端向下穿过的通孔(25);所述拉板(2)相对于底模(1)水平移动后,通孔(25)与凹孔(13)上下错开,金属件底端抵接于拉板(2)顶面。
10.如权利要求6所述的用于锥形橡胶弹簧成型模具的清胶结构,其特征在于:所述拉杆部(24)外端头垂直延伸形成有手把。
技术总结
本技术涉及用于锥形橡胶弹簧成型模具的清胶结构,成型模具包括由周向的两瓣模、上方的模芯、下方的托模共同构成的成型腔体,托模下方配装有底模,底模顶面嵌装有拉板;托模内开设有多个逃胶孔,拉板上开设有与逃胶孔一一对应的倒扣孔,逃胶孔将上方成型腔体与下方倒扣孔衔接贯通;拉板底面开设有将各个倒扣孔连通的衔接通道;还包括锁止结构,锁止结构将托模和底模贴合锁止或是解锁;成型过程中,多余的胶经由逃胶孔向下流至拉板的倒扣孔中,脱模过程中,解锁锁止结构,相互贴合的底模和托模相互分离,拉板随底模移动而经倒扣孔将逃胶孔中的胶拉出,再将拉板从底模上取下来清理胶料,实现快速清胶,操作简便、快速,效率高,清胶效果好。
技术研发人员:周晓光,艾琦,黄橙,刘涛,李晓武
受保护的技术使用者:博戈橡胶塑料(无锡)有限公司
技术研发日:20230420
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!