塑胶件卡扣成型组件的制作方法
本技术涉及模具领域,尤其是塑胶件卡扣成型组件。
背景技术:
1、近些年来,随着模具技术的飞速发展,塑料模具在成型零件时的精度越来越高,模具生产的零件质量越来越好。部分圆形塑胶件在其内侧设置有卡扣,现有的模具结构很难简单快速的成型出圆形塑胶件在其内的卡扣结构。有鉴于此,研发出一种塑胶件卡扣成型组件。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。
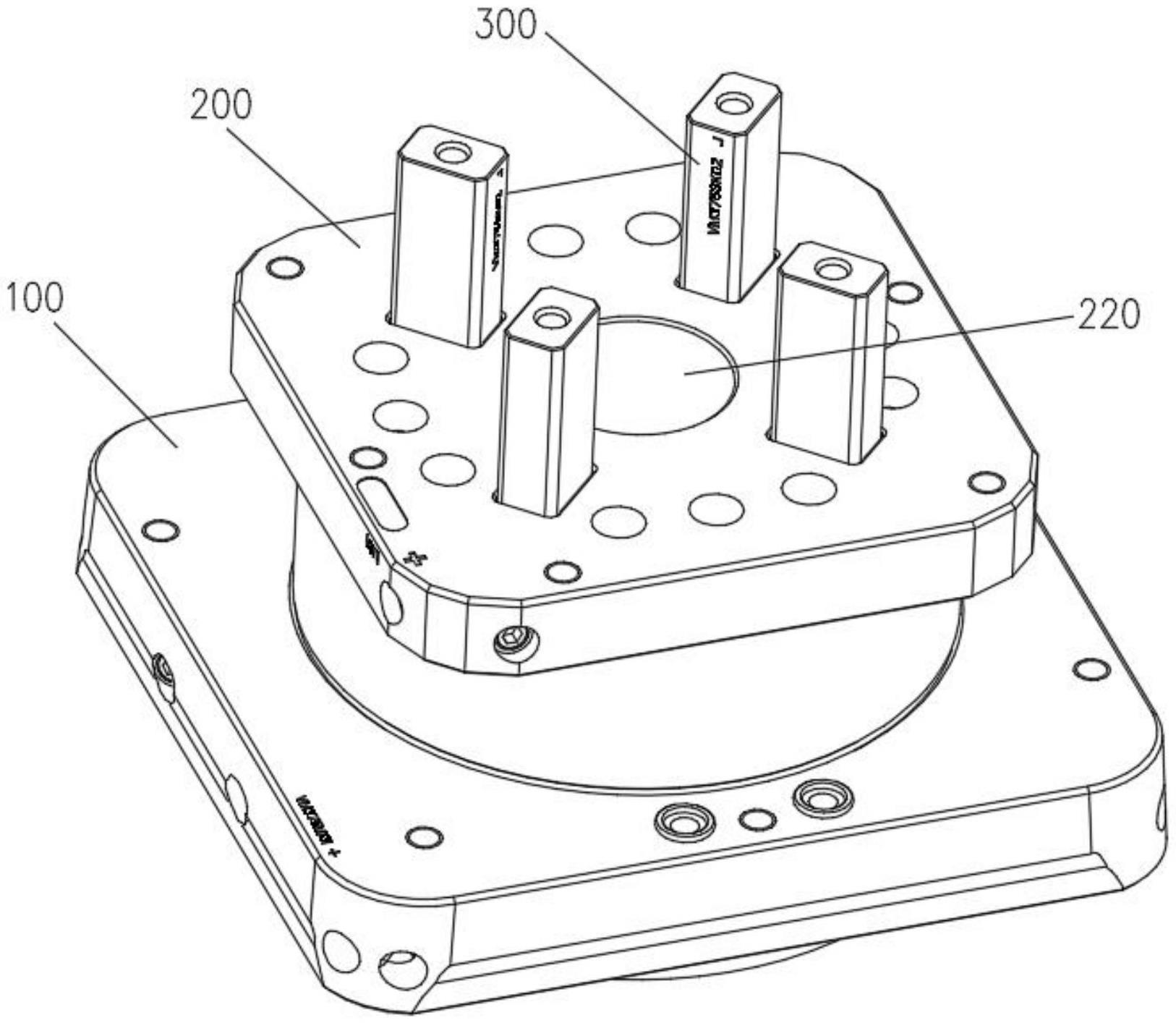
2、本实用新型提供了塑胶件卡扣成型组件,包括第一成型件、第二成型件和卡扣成型组件;所述第一成型件上设置有圆环形成型部,所述第一成型件的中间设置有通孔,所述第二成型件的底部穿过所述通孔,所述第二成型件上设置有第一容置空间,所述卡扣成型组件位于所述第一容置空间内,所述卡扣成型组件包括卡扣成型件和驱动杆,所述驱动杆上端与模具的顶板连接,所述驱动杆动作时可带动所述卡扣成型件脱离塑胶件。
3、根据本实用新型的一些实施例,所述卡扣成型件上设置有卡扣成型部,模具合模后,所述卡扣成型部抵接所述圆环形成型部的内壁。
4、根据本实用新型的一些实施例,所述卡扣成型件上设置有滑动槽,所述驱动杆上设置有与所述滑动槽匹配的滑动凸起。
5、根据本实用新型的一些实施例,所述第二成型件上设置有定位块,所述定位块上设置有定位孔,所述驱动杆的底端插入所述定位孔内。
6、根据本实用新型的一些实施例,所述卡扣成型件包括第一部分和第二部分,所述第一部分和第二部分通过螺栓固定连接。
7、根据本实用新型的一些实施例,所述第一部分上设置有连接槽,所述第二部分上设置有与连接槽相匹配的连接凸起。
8、根据本实用新型的一些实施例,所述第二成型件上设置有容纳进胶组件的第二容置空间。
9、本实用新型至少具有如下技术效果:
10、1.本实用新型实施例的塑胶件卡扣成型组件,本实用新型通过第一成型件和第二成型件参与成型出塑胶件局部的圆环形状,通过卡扣成型组件可以成型出卡扣,当顶板与前模组件脱离时,顶板会带动驱动杆动作,驱动杆动作时,会带动卡扣成型件脱离塑胶件,从而成型出塑胶件上的卡扣,整个脱模过程简单,可以快速成型出塑胶件上的卡扣结构。
11、2.本实用新型实施例的塑胶件卡扣成型组件,第二成型件上设置有定位块,定位块上设置有定位孔,驱动杆的底端插入定位孔内。定位块是为了模具合模时定位驱动杆的位置保证合模后卡扣成型组件的位置精度。
技术特征:
1.塑胶件卡扣成型组件,其特征在于:包括第一成型件(100)、第二成型件(200)和卡扣成型组件(300);所述第一成型件(100)上设置有圆环形成型部(110),所述第一成型件(100)的中间设置有通孔(120),所述第二成型件(200)的底部穿过所述通孔(120),所述第二成型件(200)上设置有第一容置空间(210),所述卡扣成型组件(300)位于所述第一容置空间(210)内,所述卡扣成型组件(300)包括卡扣成型件(310)和驱动杆(320),所述驱动杆(320)上端与模具的顶板连接,所述驱动杆(320)动作时可带动所述卡扣成型件(310)脱离塑胶件。
2.根据权利要求1所述的塑胶件卡扣成型组件,其特征在于:所述卡扣成型件(310)上设置有卡扣成型部(311),模具合模后,所述卡扣成型部(311)抵接所述圆环形成型部(110)的内壁。
3.根据权利要求2所述的塑胶件卡扣成型组件,其特征在于:所述卡扣成型件(310)上设置有滑动槽(312),所述驱动杆(320)上设置有与所述滑动槽(312)匹配的滑动凸起(321)。
4.根据权利要求3所述的塑胶件卡扣成型组件,其特征在于:所述第二成型件(200)上设置有定位块(400),所述定位块(400)上设置有定位孔(410),所述驱动杆(320)的底端插入所述定位孔(410)内。
5.根据权利要求4所述的塑胶件卡扣成型组件,其特征在于:所述卡扣成型件(310)包括第一部分(313)和第二部分(314),所述第一部分(313)和第二部分(314)通过螺栓固定连接。
6.根据权利要求5所述的塑胶件卡扣成型组件,其特征在于:所述第一部分(313)上设置有连接槽(3131),所述第二部分(314)上设置有与连接槽(3131)相匹配的连接凸起(3141)。
7.根据权利要求1所述的塑胶件卡扣成型组件,其特征在于:所述第二成型件(200)上设置有容纳进胶组件的第二容置空间(220)。
技术总结
本技术提供了塑胶件卡扣成型组件,包括第一成型件、第二成型件和卡扣成型组件;第一成型件上设置有圆环形成型部,第一成型件的中间设置有通孔,第二成型件的底部穿过通孔,第二成型件上设置有第一容置空间,卡扣成型组件位于第一容置空间内,卡扣成型组件包括卡扣成型件和驱动杆,驱动杆上端与模具的顶板连接,驱动杆动作时可带动卡扣成型件脱离塑胶件。本技术具有脱模过程简单,可以快速成型出塑胶件上的卡扣结构等优点。
技术研发人员:吴宏青,吕初维
受保护的技术使用者:安徽宝峰精密智造有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!