一种汽车内饰板成型装置的制作方法
本技术属于汽车内饰板生产加工,具体涉及一种汽车内饰板成型装置。
背景技术:
1、汽车内饰板,在汽车内起到装饰作用的物品,在汽车车门、车顶等地方都比较常用,既可以美化车内空间,对车内车身还具有一定的保护作用,汽车内饰板在生产时,需要将其进行挤压成型,而在内饰板挤压成型前表面会有些许凸起,为此在挤压成型前进行初步挤压使其平整,在进行初步挤压和挤压成型过程需要来回拿放汽车内饰板,导致些许时间浪费,使得汽车内饰板挤压成型效率降低,为此提出一种汽车内饰板成型装置。
技术实现思路
1、本实用新型的目的在于提供一种汽车内饰板成型装置,以解决在进行初步挤压和挤压成型过程需要来回拿放汽车内饰板,导致些许时间浪费,汽车内饰板挤压成型效率降低的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车内饰板成型装置,包括工作台,所述工作台的顶部连接有l型连接板,所述连接板底部与工作台顶部之间连接有四个竖向杆,四个所述竖向杆位于工作台四角,四个所述竖向杆之间共同滑动套接有一个一号压板,所述一号压板的两侧开设有滑槽,且一号压板呈矩形,所述一号压板的底部开设有开口,所述一号压板内部设置有二号压板,所述二号压板的两侧连接有滑板,所述二号压板两侧通过滑板和滑槽与一号压板之间滑动连接,且二号压板四角也滑动套接在四个竖向杆上;
3、一号压板和二号压板在四个竖向杆的限位下只能进行上下移动,且二号压板在上下移动范围为滑槽长度范围。
4、进一步的,所述二号压板的底部连接有凸起,所述凸起穿过一号压板底部的开口;
5、控制一号压板和二号压板下移,一号压板底部和二号压板上凸起底部对汽车内饰板进行第一次挤压。
6、进一步的,所述连接板的顶部安装有一号气缸,所述一号气缸的推动轴穿过连接板并与一号压板的顶部相连接,所述一号压板与二号压板之间连接有四个弹性件,四个弹性件分别套接在四个竖向杆上;
7、启动一号气缸,一号气缸的推动轴推动一号压板,一号压板下降,一号压板抵触弹性件下降,二号压板在弹性件的恢复力下降,从而控制一号压板和二号压板下移。
8、进一步的,所述工作台的顶部开设有凹槽,且工作台的内部开设有空腔,所述空腔位于凹槽的正下方,所述空腔的内部安装有二号气缸,所述二号气缸的推动轴竖向朝上穿插在凹槽内,并与三号压板的底部相连接,所述三号压板的高度值与凹槽的高度值相同,可使得三号压板顶部与工作台顶部平齐,所述三号压板与二号压板的长度值和宽度值均相同,且三号压板位于二号压板的正下方;
9、在一号压板和二号压板下压后,启动二号气缸,二号气缸的推动轴推动三号压板上移,一号压板在一号气缸的作用下无法上移,三号压板推动二号压板上移,使得二号压板再次挤压四个弹性件,让三号压板从一号压板底部的开口向上穿出,在二号压板的抵触下进行二次挤压,从而完成汽车内饰板挤压成型。
10、与现有技术相比,本实用新型的有益效果是:
11、该汽车内饰板成型装置,控制一号压板和二号压板下移,一号压板底部和二号压板上凸起底部对汽车内饰板进行第一次挤压,随后控制三号压板上移,三号压板推动二号压板上移,让三号压板从一号压板底部的开口向上穿出,使得汽车内饰板形状发生改变,无需来回拿放汽车内饰板,缩短了汽车内饰板加工时间,提高了汽车内饰板挤压成型的加工效率。
技术特征:
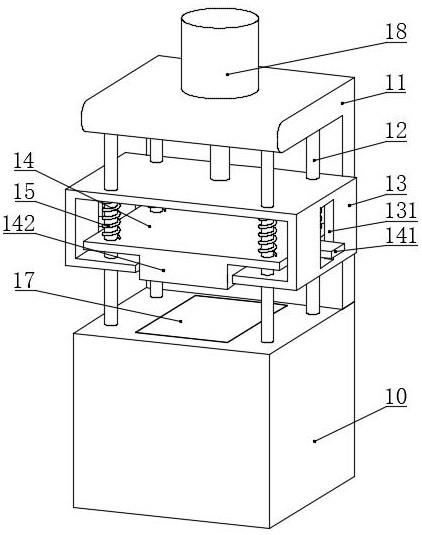
1.一种汽车内饰板成型装置,包括工作台(10),所述工作台(10)的顶部连接有连接板(11),所述连接板(11)呈l型,其特征在于:所述连接板(11)与工作台(10)之间竖向连接有竖向杆(12),所述竖向杆(12)可上下移动设置有一号压板(13)和二号压板(14),所述二号压板(14)设置在一号压板(13)内部,所述一号压板(13)和二号压板(14)之间设置有弹性件(15),所述一号压板(13)的底部开设有开口(132),所述二号压板(14)的底部连接有凸起(142),所述工作台(10)上可上下移动设置有三号压板(17)。
2.根据权利要求1所述的一种汽车内饰板成型装置,其特征在于:所述三号压板(17)位于二号压板(14)的正下方,且所述三号压板(17)和二号压板(14)长宽相同。
3.根据权利要求1所述的一种汽车内饰板成型装置,其特征在于:所述二号压板(14)上凸起(142)穿过一号压板(13)开口(132)。
4.根据权利要求1所述的一种汽车内饰板成型装置,其特征在于:所述弹性件(15)的两端分别设置在一号压板(13)内腔底部和二号压板(14)的顶部。
5.根据权利要求1所述的一种汽车内饰板成型装置,其特征在于:所述弹性件(15)套接在竖向杆(12)上。
6.根据权利要求1所述的一种汽车内饰板成型装置,其特征在于:所述一号压板(13)的两侧开设有滑槽(131)。
7.根据权利要求6所述的一种汽车内饰板成型装置,其特征在于:所述二号压板(14)的两侧连接有滑板(141),所述二号压板(14)的两侧与一号压板(13)的两侧滑动设置。
8.根据权利要求1所述的一种汽车内饰板成型装置,其特征在于:所述工作台(10)的内部开设有空腔(102),所述空腔(102)的顶部安装有二号气缸(16),所述二号气缸(16)的推动轴与三号压板(17)相连接。
9.根据权利要求8所述的一种汽车内饰板成型装置,其特征在于:所述工作台(10)的顶部开设有凹槽(101),所述凹槽(101)位于空腔(102)上方,所述三号压板(17)设置在凹槽(101)内。
10.根据权利要求1所述的一种汽车内饰板成型装置,其特征在于:所述连接板(11)的顶部安装有一号气缸(18),所述气缸(18)的推动轴与一号压板(13)的顶部相连接。
技术总结
本技术公开了一种汽车内饰板成型装置,属于汽车内饰板生产加工领域,包括工作台,所述工作台的顶部连接有连接板,所述连接板与工作台之间竖向连接有竖向杆,所述竖向杆可上下移动设置有一号压板和二号压板,所述二号压板设置在一号压板内部,所述一号压板和二号压板之间设置有弹性件,所述一号压板的底部开设有开口,控制一号压板和二号压板下移,一号压板底部和二号压板上凸起底部对汽车内饰板进行第一次挤压,随后控制三号压板上移,三号压板推动二号压板上移,让三号压板从一号压板底部的开口向上穿出,完成汽车内饰板挤压成型,无需来回拿放汽车内饰板,汽车内饰板缩短加工时间,提高了汽车内饰板挤压成型的加工效率。
技术研发人员:王庆,宋志辉
受保护的技术使用者:南京佩尔哲汽车内饰系统有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!