一种车载控制器面板模具的制作方法
本技术涉及汽车零部件及塑料模具领域,具体涉及一种车载控制器面板模具。
背景技术:
1、在汽车销售市场上,为了满足不同客户人群的需求,汽车存在不同的配置等级。配置等级的差异导致部分零部件,尤其是汽车内饰零件,在不同汽车配置等级下会存在结构上的区别。
2、目前,对于同一类车型的不同配置等级的汽车中的车载控制器面板,其虽然宽度和长度一致,但是对于更高配的车载控制器面板,将在其表面的纹路或者添加一定的配饰。而制造商生产车载控制器面板时,会使用到一系列的定制模具,其中对于每一种不同的车载控制器面板均配置相应的定制模具。
3、然而,这些车载控制器面板虽然在结构上的差别虽然不大,但是对于每一种车载控制器面板均配套有模具进行生产,既浪费了生产资源,又增加了制造模具的经济成本和时间成本。
技术实现思路
1、基于此,本实用新型的目的是提供一种车载控制器面板模具,旨在解决目前对每一种车载控制器面板均配备定制模具导致浪费生产资源和增加成本的问题。
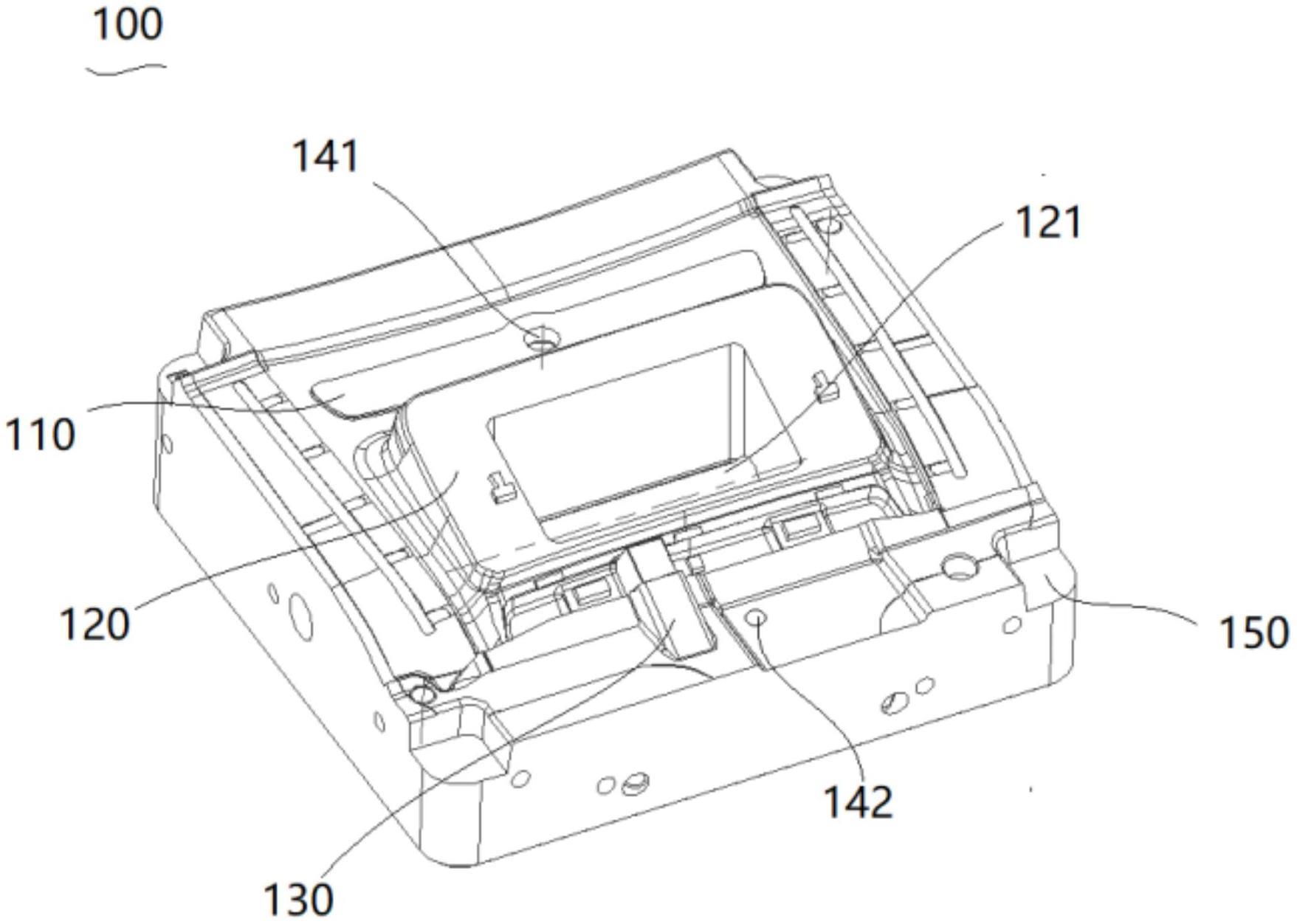
2、为实现上述目的,本实用新型通过如下技术方案来实现:一种车载控制器面板模具,包括第一模具、第二模具和设于所述第一模具和所述第二模具之间的成型块;
3、所述第一模具朝向所述第二模具的一侧延伸出第一延伸部、第二延伸部和第三延伸部,所述第一延伸部和所述第三延伸部分别设于所述第二延伸部的两侧,所述第二模具对应设有与所述第一延伸部配合的第一凹陷部、与所述第二延伸部配合的第二凹陷部和与所述第三延伸部配合的第三凹陷部,所述第二延伸部向内凹陷以设有用于容纳所述成型块的容纳腔,所述成型块通过紧固件固定于所述容纳腔内,所述第一模具和所述第二模具通过延伸部和凹陷部扣合,向所述第一模具和所述第二模具之间注塑以使车载控制器面板在所述成型块之上成型。
4、综上,根据上述的车载控制器面板模具,通过设置第一模具和第二模具,将成型块固定在第一模具和第二模具之间,只需通过跟换不同的成型块,即可生产出不同的车载控制器面板,相比于整套模具,更换成型块大大降低了生产成本,且成型块的制作更加简单便捷。具体为,车载控制器面板模具包括第一模具、第二模具和设于第一模具和第二模具之间的成型块;第一模具朝向第二模具的一侧延伸出第一延伸部、第二延伸部和第三延伸部,第二模具对应设有第一凹陷部、第二凹陷部和第三凹陷部。第二延伸部向内凹陷以设有用于容纳成型块的容纳腔,由于车载控制器面板大小固定,通过更换不同纹路的成型块,即可对应生产出不同的车载控制器面板。而成型块通过紧固件固定在容纳腔内,当第一模具和第二模具通过延伸部和凹陷部扣合后,向第一模具和第二模具之间注塑以使车载控制器面板成型。
5、进一步的,所述容纳腔底部设有连通所述第一模具端面的第一连接孔,所述第一连接孔内周设有螺纹,所述紧固件旋入所述第一连接孔并连接至所述成型块。
6、进一步的,所述成型块靠近所述第一连接孔的一侧设有第二连接孔,所述第二连接孔与所述第一连接孔对齐,以用于所述紧固件将所述第一模具和所述成型块串接。
7、进一步的,所述第一模具远离所述第二模具的一侧还设有注塑孔,所述注塑孔连通所述第一模具两侧端面,所述注塑孔包括第一注塑孔和第二注塑孔,所述第一注塑孔设于所述第一延伸部处,所述第二注塑孔设于所述第三延伸部一侧。
8、进一步的,所述第一模具的边角均朝向远离所述第二模具的一侧凹陷设有定位部,所述第二模具的边角朝向所述第一模具的一侧延伸出定位柱,当所述第一模具和所述第二模具盖合时,所述定位柱一一嵌入所述定位部内,以避免所述第一模具和所述第二模具相对移动。
9、进一步的,所述定位柱的长度与所述定位部的凹陷深度相等,以使所述第一模具和所述第二模具边缘贴合。
10、进一步的,所述第一延伸部、所述第二延伸部和所述第三延伸部的延伸长度均小于所述第一凹陷部、所述第二凹陷部和所述第三凹陷部的凹陷深度,以使所述第一模具和所述第二模具扣合时围合成用于车载控制器面板注塑成型的夹层空间。
11、本实用新型的附加方面与优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种车载控制器面板模具,其特征在于,包括第一模具、第二模具和设于所述第一模具和所述第二模具之间的成型块;
2.根据权利要求1所述的车载控制器面板模具,其特征在于,所述容纳腔底部设有连通所述第一模具端面的第一连接孔,所述第一连接孔的内周设有螺纹,所述紧固件旋入所述第一连接孔并连接至所述成型块。
3.根据权利要求2所述的车载控制器面板模具,其特征在于,所述成型块靠近所述第一连接孔的一侧设有第二连接孔,所述第二连接孔的内周设有螺纹,所述第二连接孔与所述第一连接孔对齐,以用于所述紧固件将所述第一模具和所述成型块串接。
4.根据权利要求3所述的车载控制器面板模具,其特征在于,所述第一模具上还设有注塑孔,所述注塑孔连通所述第一模具的两侧端面,所述注塑孔包括第一注塑孔和第二注塑孔,所述第一注塑孔设于所述第一延伸部处,所述第二注塑孔设于所述第三延伸部一侧。
5.根据权利要求1所述的车载控制器面板模具,其特征在于,所述第一模具的边角均朝向远离所述第二模具的一侧凹陷设有定位部,所述第二模具的边角朝向所述第一模具的一侧延伸出定位柱,当所述第一模具和所述第二模具盖合时,所述定位柱一一嵌入所述定位部内,以避免所述第一模具和所述第二模具相对移动。
6.根据权利要求5所述的车载控制器面板模具,其特征在于,所述定位柱的长度与所述定位部的凹陷深度相等,以使所述第一模具和所述第二模具边缘贴合。
7.根据权利要求1所述的车载控制器面板模具,其特征在于,所述第一延伸部、所述第二延伸部和所述第三延伸部的延伸长度均小于所述第一凹陷部、所述第二凹陷部和所述第三凹陷部的凹陷深度,以使所述第一模具和所述第二模具扣合时围合成用于车载控制器面板注塑成型的夹层空间。
技术总结
本技术公开了一种车载控制器面板模具,包括第一模具、第二模具和设于第一模具和第二模具之间的成型块;第一模具朝向第二模具的一侧延伸出第一延伸部、第二延伸部和第三延伸部,第二模具对应设有第一凹陷部、第二凹陷部和第三凹陷部,第二延伸部向内凹陷以设有用于容纳成型块的容纳腔,成型块通过紧固件固定于容纳腔内,第一模具和第二模具通过延伸部和凹陷部扣合,向第一模具和第二模具之间注塑以使车载控制器面板成型。本技术通过设置第一模具和第二模具,将成型块固定在第一模具和第二模具之间,只需通过跟换不同的成型块,即可生产出不同的车载控制器面板,更换成型块大大降低了生产成本,且成型块的制作更加简单便捷。
技术研发人员:曹吉平,王协庭,刘先影,熊运生,滕淑红,周梦楠
受保护的技术使用者:江西五十铃汽车有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!