一种发泡通用工装的制作方法
本技术涉及发泡设备,尤其涉及一种发泡通用工装。
背景技术:
1、现有电热水器的外壳是一种保温材料,这种保温材料的成型需要放在一个发泡桶里发泡膨胀。
2、发泡桶上有桶盖,桶盖上有注射口用于注射发泡材料,在注射的时候需要将桶盖压住,否则材料膨胀会将盖子顶开,这个膨胀的时间大约为六分钟。
3、如图1所示的现有方案是用过在桶盖上设置一个匹配的磨盘,然后通过驱动压盘上方的气动工装下压顶住磨盘,然后开始注料,注料完成后将磨盘拆除。此种压紧方式需安装、拆除磨盘,存在效率低的问题;此外,对应一个桶盖需一个适配的磨盘,多个发泡桶则需要多个适配的磨盘,制作成本较高。
技术实现思路
1、为了解决上述问题,本实用新型的目的在于提供一种发泡通用工装,通过将压盘与气动工装集成为一体式,无需分离,减少装配过程中安装、拆除磨盘工序,提高生产效率,并降低压盘的制作成本。
2、为了实现上述的目的,本实用新型采用了以下的技术方案:
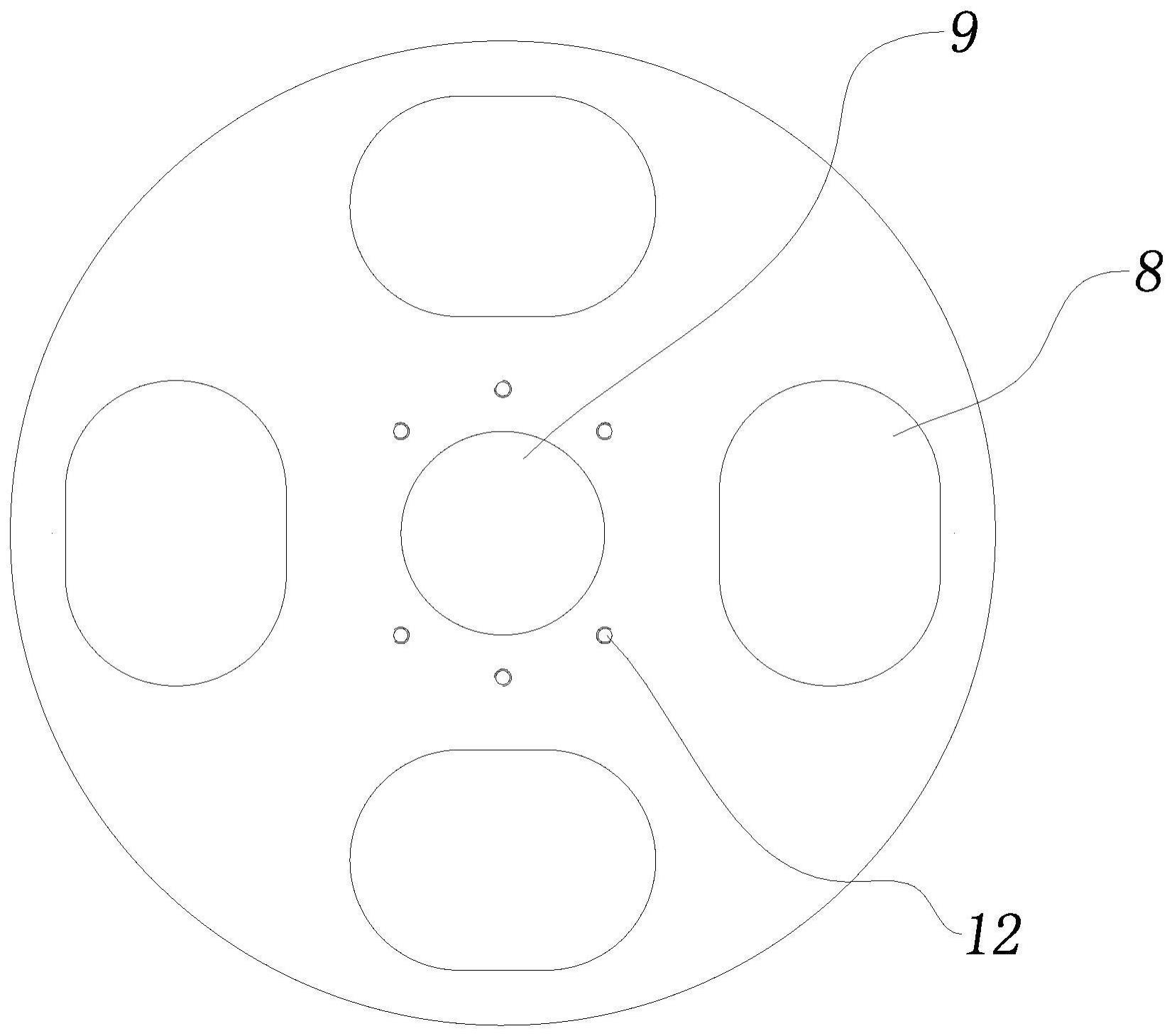
3、一种发泡通用工装,包括气动工装和压盘,压盘的下方设有发泡桶,发泡桶上设有桶盖,桶盖上设有注射口;其特征在于:所述气动工装包括输出端,输出端上设有安装端板,安装端板上向下成型有连接柱,所述连接柱的下方连接设有安装盘,所述安装盘的下端与压盘固定连接;所述压盘呈片状,所述压盘上开设有至少一个与注射口相对应的进料孔。
4、上述技术方案中,将现有磨盘改成片状的圆形压盘,无需适配,可用于压紧多数尺寸跟该压盘差不多或者比它小的桶盖,现有磨盘的材质是铝材,一般要准备四五十套,压盘的设置可大大减少材料成本。进一步地,将气动工装的输出端通过安装盘与压盘固定连接,气动工装的输出端的升降就可实现对桶盖的松开与压紧的过程,省去了原有磨盘的安装与拆卸过程,有效提高了生产效率。此外,压盘的成型可减少磨盘的样本堆积,提高现场5s空间的利用率。
5、作为优选,所述进料孔径向分布有多个,多个进料孔径向规则设置。该技术方案中,径向分布的多个进料孔可进一步减少材料成本,同时便于选择进料孔与注射口对应,提高工作效率。具体地,进料孔规则分布有四个。
6、作为优选,所述进料孔为腰型孔。该技术方案中,腰型孔的样式可进一步将孔型最大,便于注射发泡材料的同时,更进一步减少材料的使用成本。
7、作为优选,所述压盘的中部开设有中心孔。该技术方案中,中心孔的开设可进一步减少材料的使用成本。
8、作为优选,所述压盘的上端边缘周向形成有斜切面。该技术方案中,斜切面的设置是为了在工作人员扶住压盘上时防止划伤。
9、作为优选,所述压盘的底面对应压盘的形状粘贴设有光面胶皮。该技术方案中,光面胶皮的设置是为了防止金属材料间的压紧磨损,同时加大两者间的摩擦使压盘压紧在桶盖上。
10、作为优选,所述压盘的厚度为8cm,光面胶皮的厚度为3cm。该技术方案中,限定了压盘和光面胶皮的尺寸,使得两者的厚度设置更为合理耐用。
11、作为优选,所述压盘由铝材制成。
12、作为优选,所述压盘上于进料孔与中心孔之间径向设有多个第一螺栓孔,所述安装盘上对应设有多个第二螺栓孔,所述第一螺栓孔与第二螺栓孔穿入螺栓将安装盘与压盘固定连接。该技术方案中,多个第一螺栓孔与第二螺栓孔可有效将安装盘与压盘固定在一起,具体地,第一螺栓孔左右分别对称设置3个,且分布在同一圆周上。
13、作为优选,所述连接柱的内侧下部夹装设有轴承,所述安装盘的上端中部向上延伸设有连接轴,连接轴穿设于轴承上,所述连接轴的上端成型有安装支架,安装支架的下端抵接于轴承上端。该技术方案中,轴承的设置是为了便于压盘的转动,在气动工装向下移动时,工作人员可扶住压盘调节合适的进料孔与注射口对应,提高效率。
技术特征:
1.一种发泡通用工装,包括气动工装(1)和压盘(2),压盘(2)的下方设有发泡桶(3),发泡桶(3)上设有桶盖,桶盖上设有注射口;其特征在于:所述气动工装包括输出端,输出端上设有安装端板(5),安装端板(5)上向下成型有连接柱(6),所述连接柱(6)的下方连接设有安装盘(7),所述安装盘(7)的下端与压盘(2)固定连接;所述压盘(2)呈片状,所述压盘(2)上开设有至少一个与注射口相对应的进料孔(8)。
2.根据权利要求1所述的一种发泡通用工装,其特征在于:所述进料孔(8)径向分布有多个,多个进料孔(8)径向规则设置。
3.根据权利要求2所述的一种发泡通用工装,其特征在于:所述进料孔(8)为腰型孔。
4.根据权利要求3所述的一种发泡通用工装,其特征在于:所述压盘(2)的中部开设有中心孔(9)。
5.根据权利要求4所述的一种发泡通用工装,其特征在于:所述压盘(2)的上端边缘周向形成有斜切面(10)。
6.根据权利要求5所述的一种发泡通用工装,其特征在于:所述压盘(2)的底面对应压盘(2)的形状粘贴设有光面胶皮(11)。
7.根据权利要求6所述的一种发泡通用工装,其特征在于:所述压盘(2)的厚度为8cm,光面胶皮(11)的厚度为3cm。
8.根据权利要求6所述的一种发泡通用工装,其特征在于:所述压盘(2)由铝材制成。
9.根据权利要求5所述的一种发泡通用工装,其特征在于:所述压盘(2)上于进料孔(8)与中心孔(9)之间径向设有多个第一螺栓孔(12),所述安装盘(7)上对应设有多个第二螺栓孔(16),所述第一螺栓孔(12)与第二螺栓孔(16)穿入螺栓将安装盘(7)与压盘(2)固定连接。
10.根据权利要求1所述的一种发泡通用工装,其特征在于:所述连接柱(6)的内侧下部夹装设有轴承(13),所述安装盘(7)的上端中部向上延伸设有连接轴(14),连接轴(14)穿设于轴承(13)上,所述连接轴(14)的上端成型有安装支架(15),安装支架(15)的下端抵接于轴承(13)上端。
技术总结
本技术涉及一种发泡通用工装,包括气动工装和压盘,压盘的下方设有发泡桶,发泡桶上设有桶盖,桶盖上设有注射口;所述气动工装包括输出端,输出端上设有安装端板,安装端板上向下成型有连接柱,所述连接柱的下方连接设有安装盘,安装盘的下端与压盘固定连接;压盘呈片状,所述压盘上开设有至少一个与注射口相对应的进料孔。上述方案中,将现有磨盘改成片状的圆形压盘,无需适配,大大减少材料成本。进一步地,将气动工装的输出端通过安装盘与压盘固定连接,气动工装的输出端的升降就可实现对桶盖的松开与压紧的过程,省去了原有磨盘的安装与拆卸过程,有效提高了生产效率。此外,压盘的成型可减少磨盘的样本堆积,提高现场5s空间的利用率。
技术研发人员:吴先立,向久贤,梅洪斌,杨跃贞
受保护的技术使用者:浙江中广电器集团股份有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!