一种送料载具的制作方法
本技术属于鼻氧管自动组装,涉及一种送料载具。
背景技术:
1、在鼻氧管组装过程中,软管被上料机构上料到整平机构中整平排列码放,在整平过后,上料机构会将整平后的软管放置到能承载软管的载具上依次移送至各个流水线工位处,对应工位的工装会对软管端部进行组装。
2、其中在安装束管器的工位和安装三通接头的工位处都需要将载具上的两根相邻的软管用特殊夹具使其相互弯曲靠近,达到相互紧挨的状态,然后再对两根软管端部进行夹持,在束管器被移送过来后能直接对准紧挨的两根软管使得软管插入到束管器内完成组装,在组装鼻氧管三通接头的过程也比较类似,也需要使得两根软管达到相互紧挨的状态,再进行安装鼻氧管三通接头。上述这样的安装方式由于每次组装时都需要对软管的位置状态进行调节,使得整体加工过程中步骤增多且需要设置独立机构来对软管的位置进行调节,使得整个产线的机构变多,既不利于生产,也会增加成本。
技术实现思路
1、本实用新型的目的是针对现有技术存在的上述问题,提出了一种送料载具。它所解决的是现有的送料载具上物料软管的排布状态不利于生产的技术问题。
2、本实用新型的目的可通过下列技术方案来实现:
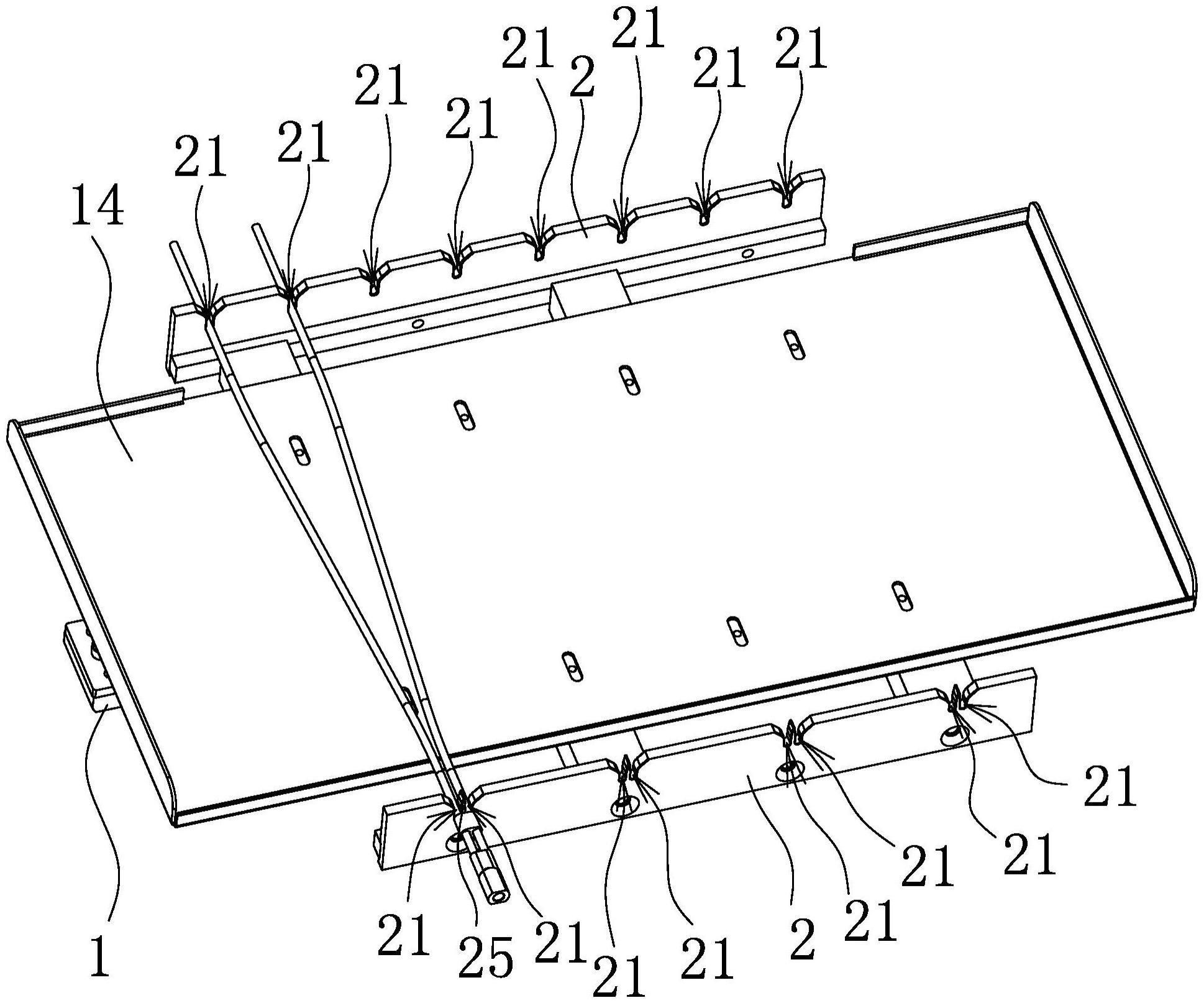
3、一种送料载具,包括底座,所述底座相对的两端上均连接有凸块且两个凸块相互平行设置,两个凸块沿其长度方向上均开设有若干在槽宽方向上仅能排布单根物料软管的卡位槽且卡位槽在凸块宽度方向上贯穿凸块,其中一个凸块上的卡位槽两两一组且同一组的两个卡位槽相互贴近布置。
4、本技术的送料载具的底座连接在传输轨道上能随着传输轨道传输至各个加工工位处对载具上的软管进行组装配件。
5、本技术在底座上设置有两个凸块,两个凸块相对且相互平行设置,凸块具有一定长度且沿其长度方向上开设有若干卡位槽,卡位槽的宽度大致与物料软管适配,单个卡位槽并排只能容纳单根软管,由于卡位槽沿凸块的宽度方向上贯穿凸块,所以物料软管的两端能分别卡在两个凸块上的两个卡位槽内,进一步的,其中一个凸块上的卡位槽两两一组且相互贴近设置使得相邻的两根软管卡在同一组卡位槽内后两根软管的端部靠的比较近,在安装束管器和鼻氧管三通接头时,两根软管之间的大致位置状态能与束管器和鼻氧管三通接头上的双孔正对,那么只需要传输到相应工位后,被工位上的夹具稍微夹持稳固后即可直接被插入到束管器或三通接头的孔位内,通过本送料载具传输的物料软管极大的方便了各个工位的组装,十分利于生产。
6、其中一个凸块上的卡位槽两两一组且同一组的两个卡位槽相互贴近布置,贴近布置的意思是两个卡位槽相互靠的很近,这样两根物料软管的端部能适应性的卡入两个卡位槽内进行定位适配后续束管器直接套装在两根软管的端部上。
7、在上述的一种送料载具中,所述卡位槽靠近槽口处的槽宽度逐渐增大,以呈广口状设置。
8、本技术所有的卡位槽的槽口位置处均呈现广口状设置,这样设计便于物料软管卡入卡位槽内,起到导向作用,使得上料到本送料载具更加方便。
9、在上述的一种送料载具中,所述卡位槽的槽底为与物料软管外周适配的弧形面,所述卡位槽的两侧槽壁竖直设置且在两侧槽壁靠近槽口位置处连接有导向斜面一和导向斜面二,所述导向斜面一和导向斜面二之间的间距越靠近槽口处越大。
10、本技术的卡位槽的槽口呈广口状设置其具体结构为设置了导向斜面一和导向斜面二,导向斜面一和导向斜面二相互之间朝向背离方向倾斜使得卡位槽的靠近槽口处的宽度逐渐增大,方便了上料时物料软管的卡入,同时也更加方便后续各个工位加工时候对于物料软管的移动。卡位槽的槽底为弧形面,弧形面与物料软管的外周适配,能更好的对物料软管进行限位,使得在移送运输过程中稳定性更好。
11、在上述的一种送料载具中,所述导向斜面一和导向斜面二均具有弧度。
12、导向斜面一和导向斜面二为弧形的结构,这样使得物料软管沿着导向斜面一或导向斜面二移动时更加顺畅,方便配合后续加工。
13、在上述的一种送料载具中,上述同一组的两个卡位槽之间具有将二者分隔开的间隔部,所述间隔部的宽度大致与束管器上的两个孔位之间的间距相同以使束管器所在一端的两根软管能分别对应卡入同一组的两个卡位槽内。
14、其中一个凸块上的卡位槽两两一组且同组的卡位槽相互贴近,同一组的两个卡位槽之间通过间隔部隔开相互独立,间隔部的厚度很小使得两个卡位槽之间很近,最后两根物料软管卡入同组的两个卡位槽内后两根软管的端部之间的间距很小,两根软管的间距排布基本大致能与束管器上的两个孔位的间距相同即间隔部的厚度大致与束管器上两个孔位之间的壁厚接近,在后期加工时直接夹持束管器对应插入两根软管端部上即可,十分方便后期组装加工。
15、在上述的一种送料载具中,两个所述的凸块之间的间距可调。
16、本技术的两个凸块之间的间距可以调节,两个凸块上都具有卡位槽可以分别卡住软管的两端,通过调节凸块之间的间距可以去适配各种长度的软管,让软管两端卡在两个凸块上的卡位槽内后可以大致保持伸直状态,避免相互纠缠,在提高适应性的同时方便后续工位加工。
17、在上述的一种送料载具中,所述底座上沿其宽度方向上连接有支撑块一和支撑块二,所述支撑块一和支撑块二分别伸出于底座宽度方向上的两侧部外,所述支撑块一和支撑块二的伸出长度可调,两个凸块分别固定在支撑块一和支撑块二的伸出端部上。
18、本技术的两个凸块通过支撑块一和支撑块二连接在底座上,这样设计节约成本且能方便的对两个凸块之间的位置进行调节。
19、在上述的一种送料载具中,所述支撑块一沿其长度方向上开设有行程槽一,所述支撑块一通过螺栓穿过行程槽一与底座螺纹连接锁紧固定,通过松开螺栓使得螺栓沿行程槽一移动调节支撑块一的伸出长度并且在锁紧后固定在底座上,所述支撑块二沿其长度方向上开设有行程槽二,所述支撑块二上沿其长度方向上开设有行程槽二,所述支撑块二通过螺栓穿过行程槽二与底座螺纹连接锁紧固定,且通过松开螺栓使得螺栓沿行程槽二移动调节支撑块二的伸出长度并且在锁紧后固定在底座上。
20、本技术的支撑块一和支撑块二上分别开设有行程槽一和行程槽二,行程槽一和行程槽二均沿上述二者的长度方向开设,这样通过螺栓穿过行程槽一和行程槽二能将支撑块一和支撑块二与底座之间进行锁紧固定,需要调节位置适应软管长度时适当松开螺栓通过沿对应的行程槽一或行程槽二移动调节伸出长度后再进行锁紧即可,这样设计十分方便调节,使得整体的适应性得到提升。
21、在上述的一种送料载具中,所述底座的上端面上开设有定位槽一和定位槽二,所述支撑块一位于定位槽一内且与定位槽一的两侧壁形成抵挡,所述支撑块二位于定位槽二内且与定位槽二的两侧槽壁形成抵挡。
22、本技术的底座上开设有定位槽一和定位槽二,支撑块一和支撑块二能分别对应卡入定位槽一和定位槽二内,且支撑块一的两侧部能与定位槽一的两侧槽壁形成抵挡,支撑块二的两侧槽壁能与定位槽二的两侧槽壁形成抵挡,在保证精准安装的同时使得其上的用于锁紧的螺栓受力被分摊,使得整体的结构强度更高。
23、在上述的一种送料载具中,所述底座的底部上沿其长度方向上并排排布有若干间隔均匀的滚轮,所述滚轮的转动轴线与所述底座的底面垂直;所述底座顶部位于两个凸块之间固定有盘体。
24、本技术的底座上设置有用于与轨道连接的滚轮,本技术的滚轮的转动轴线与底座底面垂直,底座水平放置的时候滚轮的转动轴线是竖直设置,适配嵌入式滚动的输送轨道,这样设计使得整体送料载具的移送更加稳定,使得后期各个工位处对接也更加稳定,进一步方便了装配。
25、物料软管的两端卡装在两个凸块的卡位槽内,那么其中部处于自由状态可以放置在盘体上,便于稳定运输。
26、与现有技术相比,本产品的优点在于:
27、本送料载具上的两个凸块上的每个卡位槽的宽度大致与物料软管适配,软管的两端分别卡入两个凸块上的卡位槽进行移送传输,进一步的其中一个凸块上的卡位槽两两一组且相互贴近设置使得相邻的两根软管卡在同一组卡位槽内后两根软管的端部靠的比较近,方便输送到相应工位后直接进行想要的组装,极大的方便了各个工位的组装,十分利于生产。
- 还没有人留言评论。精彩留言会获得点赞!