磁性圈和密封圈一体式成型模具的制作方法
本技术涉及汽车零部件生产加工设备领域,具体涉及磁性圈和密封圈一体式成型模具。
背景技术:
1、现有一种汽车零件由骨架、磁性圈和密封圈组成的,主要的生产加工方式是通过将磁性橡胶、密封圈用橡胶和骨架置于模具内进行硫化成型,使磁性橡胶和密封圈橡胶分别与骨架的不同部位结合在一起。
2、针对骨架零件与密封圈的成型,现有公开号为cn109465990a的一种改进型外露骨架密封圈模具,包括下模、中模、上模、注塞、弹性件和下模镶件;中模设在下模的外侧,下模镶件设在下模的内侧,上模设在中模顶面上,下模、中模、上模和下模镶件形成单模腔;注塞位于上模上方并通过上模和下模镶件定位,弹性件设在注塞和上模之间并用于传递注塞对上模的压力。
3、上述改进型外露骨架密封圈模具通过上模和注塞之间设有弹性件,在对注塞实施向下的压力时,由于弹性件的弹力可以根据实际情况进行分配压在上模上不同位置处的压力,进而调整单模腔的形状,使单模腔的外壁与骨架紧贴,避免产品不溢胶或缺料。
4、但现有的改进型外露骨架密封圈模具无法满足在避免不产生窜胶的情况下进行两种橡胶料的硫化,且完成加工后无法自动进行下料,生产效率较低。
技术实现思路
1、本实用新型的目的是:提供一种磁性圈和密封圈一体式成型模具,能够在模具内同时进行两种橡胶料的硫化成型,且设置通过上浮动镶件、下浮动镶件和碟簧的配合使用,在合模进行成型加工时,能够避免产生溢胶和窜胶,提高产品加工质量。
2、为了实现上述目的,本实用新型提供如下的技术方案:一种磁性圈和密封圈一体式成型模具,其特征在于:包括上模板、下模板和卸料组件,所述上模板和下模板上分别固定连接有上座板和下座板,所述上座板上设置有上浮动镶件和上型芯,所述上浮动镶件与上座板滑动连接,所述下座板上设置有下浮动镶件和下型芯,所述下浮动镶件与下座板滑动连接,所述上浮动镶件与上座板之间和下浮动镶件与下座板之间均设置有碟簧,所述下型芯上开有第一胶料成型槽,所述下浮动镶件上开有第二胶料成型槽,且下浮动镶件上设置阻隔凸块,所述上浮动镶件设置有骨架压紧凸起,所述卸料组件包括升降气缸、连接臂、旋转气缸和吸头。
3、进一步的,所述上型芯与上座板固定连接,所述下型芯与下座板固定连接,所述上浮动镶件与上型芯滑动连接,所述下浮动镶件与下型芯滑动连接。
4、进一步的,所述所述第一胶料成型槽和第二胶料成型槽分别位于阻隔凸块的两侧,所述骨架压紧凸起与第一胶料成型槽和阻隔凸块相对设置。
5、进一步的,所述升降气缸与旋转气缸的旋转台固定连接,所述连接臂与升降气缸的活塞杆固定连接,所述吸头与连接臂固定连接
6、本实用新型的有益效果为:能够在模具内同时进行两种橡胶料的硫化成型,且设置通过上浮动镶件、下浮动镶件和碟簧的配合使用,在合模进行成型加工时,能够避免产生溢胶和窜胶,提高产品加工质量。
技术特征:
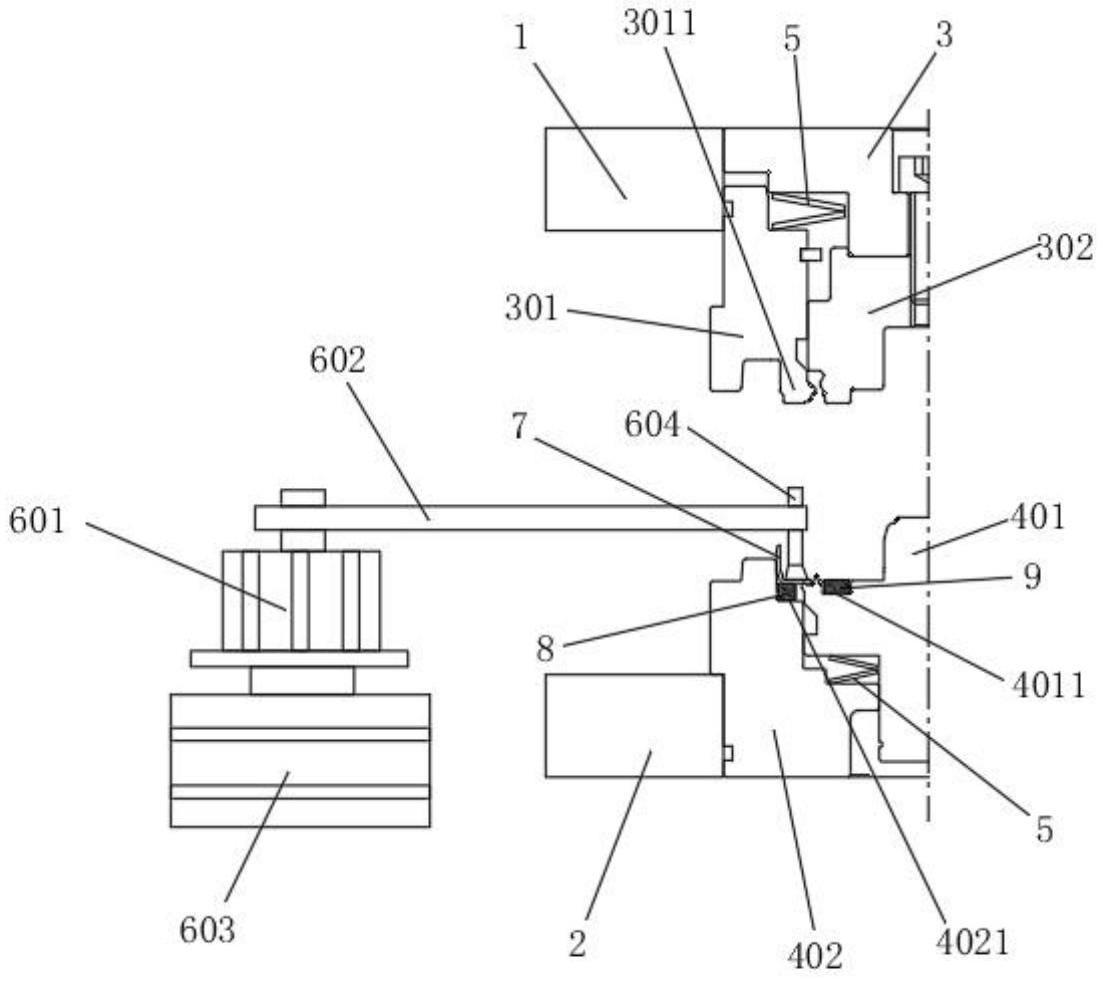
1.一种磁性圈和密封圈一体式成型模具,其特征在于:包括上模板(1)、下模板(2)和卸料组件,所述上模板(1)和下模板(2)上分别固定连接有上座板(3)和下座板(4),所述上座板(3)上设置有上浮动镶件(301)和上型芯(302),所述上浮动镶件(301)与上座板(3)滑动连接,所述下座板(4)上设置有下浮动镶件(401)和下型芯(402),所述下浮动镶件(401)与下座板(4)滑动连接,所述上浮动镶件(301)与上座板(3)之间和下浮动镶件(401)与下座板(4)之间均设置有碟簧(5),所述下型芯(402)上开有第一胶料成型槽(4021),所述下浮动镶件(401)上开有第二胶料成型槽(4011),且下浮动镶件(401)上设置阻隔凸块(4012),所述上浮动镶件(301)设置有骨架压紧凸起(3011),所述卸料组件包括升降气缸(601)、连接臂(602)、旋转气缸(603)和吸头(604)。
2.根据权利要求1所述的磁性圈和密封圈一体式成型模具,其特征在于:所述上型芯(302)与上座板(3)固定连接,所述下型芯(402)与下座板(4)固定连接,所述上浮动镶件(301)与上型芯(302)滑动连接,所述下浮动镶件(401)与下型芯(402)滑动连接。
3.根据权利要求1所述的磁性圈和密封圈一体式成型模具,其特征在于:所述第一胶料成型槽(4021)和第二胶料成型槽(4011)分别位于阻隔凸块(4012)的两侧,所述骨架压紧凸起(3011)与第一胶料成型槽(4021)和阻隔凸块(4012)相对设置。
4.根据权利要求1所述的磁性圈和密封圈一体式成型模具,其特征在于:所述升降气缸(601)与旋转气缸(603)的旋转台固定连接,所述连接臂(602)与升降气缸(601)的活塞杆固定连接,所述吸头(604)与连接臂(602)固定连接。
技术总结
本技术涉及一种磁性圈和密封圈一体式成型模具,其特征在于:包括上模板、下模板和卸料组件,上模板和下模板上分别固定连接有上座板和下座板,上座板上设置有上浮动镶件和上型芯,上浮动镶件与上座板滑动连接,下座板上设置有下浮动镶件和下型芯,上浮动镶件与上座板之间和下浮动镶件与下座板之间均设置有碟簧,下型芯上开有第一胶料成型槽,下浮动镶件上开有第二胶料成型槽,且下浮动镶件上设置阻隔凸块,上浮动镶件设置有骨架压紧凸起,卸料组件包括升降气缸、连接臂、旋转气缸和吸头。本技术的有益效果为:能够在模具内同时进行两种橡胶料的硫化成型,能够避免产生溢胶和窜胶,提高产品加工质量。
技术研发人员:孙辉,柳晓龙,刘恒鑫
受保护的技术使用者:英铭汽车零部件(江苏)有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!