一种载带生产用注塑冷缺一体化设备的制作方法
本技术涉及注塑冷却,具体为一种载带生产用注塑冷缺一体化设备。
背景技术:
1、在载带产品的生产过程中,会使用到注塑模具,其是一种生产塑胶制品的工具,可将塑胶产品模合成所需产品形状结构,由于注塑模具在生产过程中一直保持较高的温度,需要对其进行降温冷却处理;
2、而正常的生产线在注塑过程较快,导致在进行降温冷却过程中,冷却所需花费的时间较端,使得载带与模具之间进行脱模的过程中容易存在粘连的情况,且更多的生产线注塑与冷却是分开进行的,转运过程会降低生产效率。
3、公开了一种载带生产用注塑机构,解决了现有技术中塑料颗粒排出量过大可能堆积在加热箱内,堆积的塑料颗粒内部难以加热,导致加热速度缓慢的问题。一种载带生产用注塑机构,包括壳体,壳体的内部设有加热箱,加热箱的顶部设有储料箱,储料箱的侧面开设有进料口,进料口的内壁设有导轨,储料箱的内部穿设有转轴,壳体的外侧设有与转轴一端固定连接的第一锥齿轮。本实用新型通过电机提供动力,第一锥齿轮与第二锥齿轮传动带动转轴,转轴带动捣杆和转盘转动,堆积的塑料颗粒经过捣杆搅动后由转盘底部的出料管均匀的排出,使塑料颗粒均匀受热,保证了塑料颗粒加热的速度; 如专利公告号cn211518304 u
4、上述专利在使用时仍存在一些问题,该注塑设备在注塑完成后需要进行独立的进行冷却,使得生产效率大大下降,所以现在需要一种载带生产用注塑冷缺一体化设备。
技术实现思路
1、本实用新型的目的在于提供一种载带生产用注塑冷缺一体化设备,通过设置制冷器和导温架来对软性注塑模具进行快速降温,完成对注塑材料的冷却,以解决上述背景技术中提出的问题。
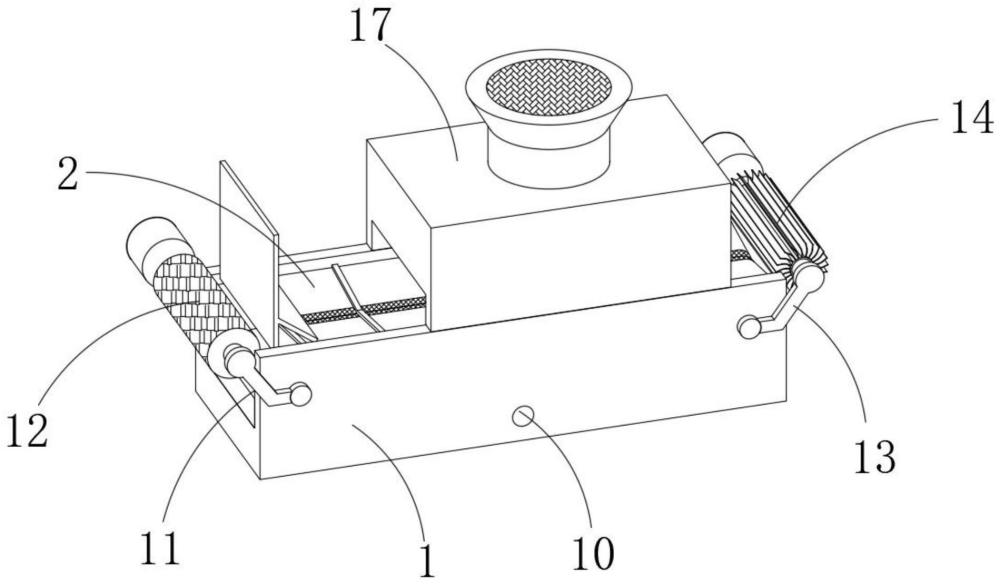
2、为实现上述目的,本实用新型提供如下技术方案:一种载带生产用注塑冷缺一体化设备,包括工作台,所述工作台上部左侧卡接安装限位架,所述工作台上部位于限位架右侧卡接安装有制冷器,所述制冷器内部卡接安装有导温架,所述工作台左右侧对称转动安装有导向杆,所述工作台内部左右贯穿开设有限位槽,所述限位槽内部左右对称转动设置有两组工作滚轴,两组所述导向杆和工作滚轴外弧面联动设置有输送带,所述输送带外侧贴合安装有软性注塑模具。
3、优选的,所述限位槽内部下表面中心开设有卡槽,所述卡槽内部插有插板,所述插板上部设置有毛刷。
4、优选的,所述工作台左右侧对称固定安装有定位架,所述导向杆与定位架转动连接,所述限位槽内部对应各组工作滚轴位置有电机,所述电机输出端与工作滚轴键连接安装,所述输送带下表面贴合限位架和导温架内壁滑动安装。
5、优选的,所述软性注塑模具内部等距设置有若干组注塑口,所述工作台上表面左侧固定安装有第一支撑架,所述第一支撑架中部卡接安装有注塑头,所述注塑头输出端对应注塑口位置设置。
6、优选的,所述工作台上部位于第一支撑架右侧固定安装有第二支撑架,所述第二支撑架中部设置有电动推杆,所述电动推杆伸缩末端贴合安装有压板,所述压板与软性注塑模具宽度相同。
7、优选的,所述工作台上部对应制冷器位置贴合卡接安装有风箱,所述风箱输出端粘黏有滤网,所述工作台右侧位于导向杆下方活动设置有收集箱。
8、与现有技术相比,本实用新型的有益效果是:
9、1、通过设置的限位架对转动的输送带和软性注塑模具进行限位,通过第一支撑架使注塑头输出端对应软性注塑模具稳定输出,在注塑完成后工作滚轴控制输送带和软性注塑模具继续转动至压板下部,通过压板对软性注塑模具进行压平后通过工作滚轴控制输送带和软性注塑模具继续转动,通过制冷器和导温架完成对注塑材料的快速冷却。
10、2、制冷器持续工作使导温架一直保持较低温度,注塑压平完成后的软性注塑模具进入导温架内部后,会因为不断的注料、压平间断性在导温架内部停止,来提升冷却时间,完成对注塑材料的快速冷却,并通过风箱工作来将注塑材料的热气快速抽出,使制冷器和导温架持续保持低温工作。
11、3、通过设置的导向杆来完成对输送带和软性注塑模具的导向作业,使得冷却完成后的注塑材料从注塑口内部脱离,软性注塑模具通过工作滚轴的持续工作使软性注塑模具进入导温架内部接触毛刷完成对注塑口的清扫,提升装置整体注塑效率。
技术特征:
1.一种载带生产用注塑冷缺一体化设备,其特征在于:包括工作台(1),所述工作台(1)上部左侧卡接安装限位架(2),所述工作台(1)上部位于限位架(2)右侧卡接安装有制冷器(3),所述制冷器(3)内部卡接安装有导温架(4),所述工作台(1)左右侧对称转动安装有导向杆(8),所述工作台(1)内部左右贯穿开设有限位槽(5),所述限位槽(5)内部左右对称转动设置有两组工作滚轴(9),两组所述导向杆(8)和工作滚轴(9)外弧面联动设置有输送带(10),所述输送带(10)外侧贴合安装有软性注塑模具(11)。
2.根据权利要求1所述的一种载带生产用注塑冷缺一体化设备,其特征在于:所述限位槽(5)内部下表面中心开设有卡槽(6),所述卡槽(6)内部插有插板(13),所述插板(13)上部设置有毛刷(14)。
3.根据权利要求2所述的一种载带生产用注塑冷缺一体化设备,其特征在于:所述工作台(1)左右侧对称固定安装有定位架(7),所述导向杆(8)与定位架(7)转动连接,所述限位槽(5)内部对应各组工作滚轴(9)位置有电机,所述电机输出端与工作滚轴(9)键连接安装,所述输送带(10)下表面贴合限位架(2)和导温架(4)内壁滑动安装。
4.根据权利要求3所述的一种载带生产用注塑冷缺一体化设备,其特征在于:所述软性注塑模具(11)内部等距设置有若干组注塑口(12),所述工作台(1)上表面左侧固定安装有第一支撑架(15),所述第一支撑架(15)中部卡接安装有注塑头(16),所述注塑头(16)输出端对应注塑口(12)位置设置。
5.根据权利要求4所述的一种载带生产用注塑冷缺一体化设备,其特征在于:所述工作台(1)上部位于第一支撑架(15)右侧固定安装有第二支撑架(17),所述第二支撑架(17)中部设置有电动推杆(18),所述电动推杆(18)伸缩末端贴合安装有压板(19),所述压板(19)与软性注塑模具(11)宽度相同。
6.根据权利要求5所述的一种载带生产用注塑冷缺一体化设备,其特征在于:所述工作台(1)上部对应制冷器(3)位置贴合卡接安装有风箱(20),所述风箱(20)输出端粘黏有滤网(21),所述工作台(1)右侧位于导向杆(8)下方活动设置有收集箱(22)。
技术总结
本技术公开了一种载带生产用注塑冷缺一体化设备,包括工作台,所述工作台上部左侧卡接安装限位架,所述工作台上部位于限位架右侧卡接安装有制冷器,所述制冷器内部卡接安装有导温架,所述工作台左右侧对称转动安装有导向杆,所述工作台内部左右贯穿开设有限位槽,所述限位槽内部左右对称转动设置有两组工作滚轴,两组所述导向杆和工作滚轴外弧面联动设置有输送带,所述输送带外侧贴合安装有软性注塑模具。通过设置的制冷器持续工作使导温架一直保持较低温度,注塑压平完成后的软性注塑模具进入导温架内部后,会因为不断的注料、压平间断性在导温架内部停止,来提升冷却时间,完成对注塑材料的快速冷却。
技术研发人员:陈达贤,黄加州,陈任东
受保护的技术使用者:厦门贤载电子科技有限公司
技术研发日:20230629
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!