一种缠绕丝嘴装置的制作方法
本技术属于复合材料制造的工艺装备设计与制造,具体涉及一种树脂基纤维增强复合材料缠绕成形工艺的一种缠绕丝嘴装置。
背景技术:
1、纤维缠绕是树脂基纤维增强复合材料制造的一种广泛应用的成型工艺,在缠绕过程中,增强纤维都要通过丝嘴导引,然后按设定的线型有规律地缠绕到芯模表面上。丝嘴的导引状态包括纱线排布和导引方向,丝嘴的导引状态直接影响纤维纱线在芯模表面上的线型设计,从而影响增强纤维缠绕成型的复合材料产品的力学性能。普通缠绕机设备上配置的丝嘴是固定的,无论纱线缠绕角多大,丝嘴的导引状态也是固定不变的,特别是多纱纵向小角度和环向大角度在同一缠绕程序中交替缠绕,这种固定不变的导引状态很难满足高质量缠绕的要求。
技术实现思路
1、(一)实用新型目的
2、本实用新型的目的是:提供一种缠绕丝嘴装置,利用多股纤维纱线的张力对丝嘴形成的力矩,根据缠绕角的大小,使丝嘴自动转动一个对应的角度,使每股纤维纱线沿芯模表面保持相同的切向缠绕角方向,这种实时动态的导引纱线状态满足多纱纵向小角度和环向大角度在同一缠绕程序中交替缠绕的要求,提高了缠绕工艺的技术水平,有效保证了复合材料产品的质量。
3、(二)技术方案
4、为了解决上述技术问题,本实用新型提供一种缠绕丝嘴装置,包括两个丝嘴、一个支撑套、两个端盖、一个轴承、一个支座、一个挡套和若干个螺栓、螺钉等。所述的一个轴承布置在一个支座和一个支撑套之间,所述的两个端盖布置在支座轴承孔的两端并用螺栓固定压紧轴承,所述的一个挡套用螺钉固定在支撑套的另一端,所述的两个丝嘴用螺栓分别固定在支撑套一端的端面上和另一端挡套的端面上,所述的两个丝嘴在两个端面径向位置方向一致。所述的支撑套装配在轴承上要求转动灵活。所述的支撑套和挡套外表面上各设有隔胶槽,隔胶槽有效防止端面流淌的胶液直接进入轴承固化而使支撑套转动失效。所述的丝嘴包括一个丝嘴座和若干个小直径圆柱状梳齿,所述的梳齿由丝嘴座中心位置向两端等间隔对称布置。所述的两个丝嘴后端丝嘴引入纤维纱线,前端丝嘴引出纤维纱线并缠绕在芯模表面上。
5、(三)有益效果
6、上述技术方案所提供的缠绕丝嘴装置,由于采用了安装在支撑套两端的丝嘴可以绕轴承自由灵活转动的结构,当纤维纱线依次穿过前后两个丝嘴时,利用多股纤维纱线的缠绕张力对丝嘴形成的力矩,根据缠绕角的大小,使丝嘴自动转动一个对应的角度,使依次排列在梳齿间的每股纤维纱线沿芯模表面保持相同的切向缠绕角方向,这种实时动态的导引纱线状态满足多纱纵向小角度和环向大角度在同一缠绕程序中交替缠绕的要求,提高了缠绕工艺的技术水平,有效保证了复合材料产品的质量。
技术特征:
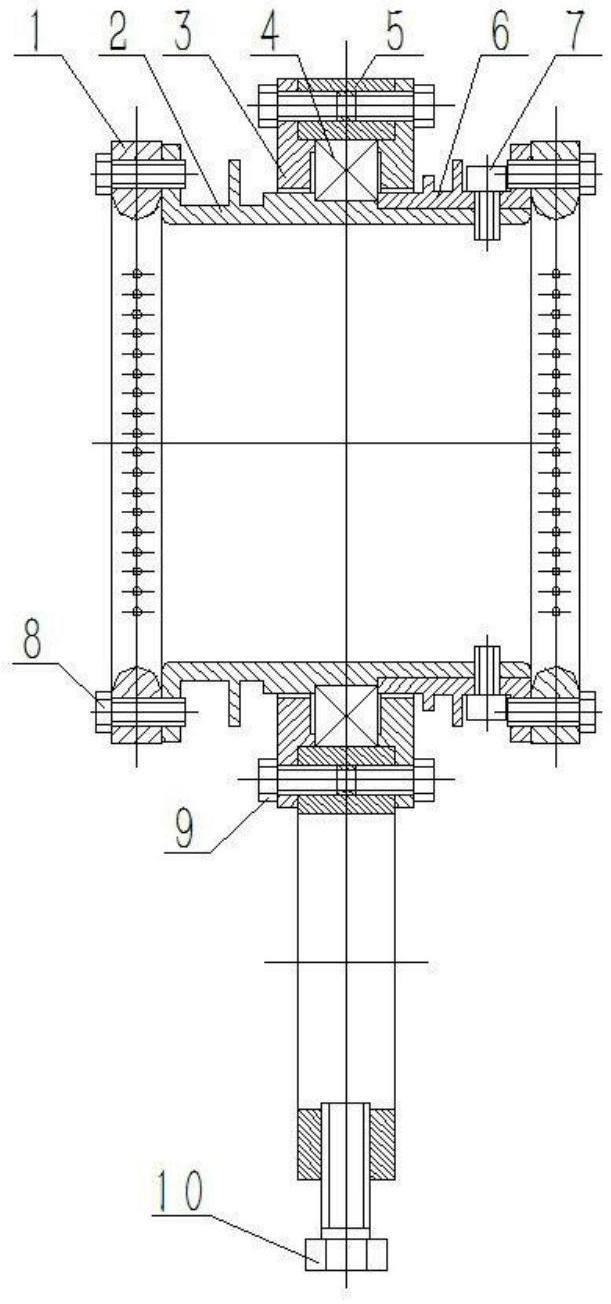
1.一种缠绕丝嘴装置,其特征在于,包括:两个丝嘴(1)、一个支撑套(2)、两个端盖(3)、一个深沟球轴承(4)、一个支座(5)、一个挡套(6);所述的深沟球轴承(4)布置在支座(5)和支撑套(2)之间;所述的两个端盖(3)布置在支座(5)的轴承孔两端,并通过螺栓固定,压紧深沟球轴承(4)的外圈;所述的挡套(6)用两个内六角螺钉固定在支撑套(2)的另一端;所述的两个丝嘴(1)用螺栓分别固定在支撑套(2)一端的端面上和另一端挡套(6)的端面上,所述的两个丝嘴(1)在两个端面径向位置方向一致;所述的支撑套(2)装配在深沟球轴承(4)上转动灵活;所述的支撑套(2)和挡套(6)外表面上各设有隔胶槽,隔胶槽防止端面流淌的胶液直接进入深沟球轴承(4)固化;所述的两个丝嘴(1)中的后端丝嘴引入纤维纱线,前端丝嘴引出纤维纱线并缠绕在芯模表面上。
2.如权利要求1所述的缠绕丝嘴装置,其特征在于,每个所述的丝嘴(1)包括一个丝嘴座(11)和多个小直径圆柱状梳齿(12),所述的梳齿(12)由丝嘴座(11)中心位置向两端等间隔对称布置。
3.如权利要求2所述的缠绕丝嘴装置,其特征在于,所述的丝嘴座(11)为长条形板块,中心位置设有长腰形孔(13),两端位置各设有一通孔(14),用于螺栓固定连接。
4.如权利要求3所述的缠绕丝嘴装置,其特征在于,所述的长腰形孔(13)两端面棱边环向一周倒成圆角。
5.如权利要求2所述的缠绕丝嘴装置,其特征在于,所述小直径圆柱状梳齿(12)有十八个。
6.如权利要求3所述的缠绕丝嘴装置,其特征在于,所述的支撑套(2)上设有两个端面螺纹孔(15)、两个隔胶槽、两个轴肩和两个径向螺纹孔(20),所述的两个端面螺纹孔(15)和两个径向螺纹孔(20)在同一个平面内;所述的支撑套(2)内孔两端面棱边倒成圆角;所述的两个端面螺纹孔(15)固定连接一个丝嘴(1);所述的隔胶槽防止端面流淌的胶液直接进入深沟球轴承(4)固化;其中一个轴肩用于装配在深沟球轴承(4)的内圈上,另一个轴肩用于装配挡套(6),所述的两个径向螺纹孔(20)用于固定连接挡套(6)。
7.如权利要求6所述的缠绕丝嘴装置,其特征在于,所述的端盖(3)上设有四个通孔(21)和一个沉孔(22),所述的沉孔(22)避开深沟球轴承(4)的内圈,防止深沟球轴承(4)的内外圈同时被压紧;所述的四个通孔(21)用于固定连接在支座(5)的轴承孔两端面上,压紧深沟球轴承(4)的外圈。
8.如权利要求7所述的缠绕丝嘴装置,其特征在于,所述的支座(5)设有四个螺纹通孔(23)、一个轴承孔(24)、一个安装孔(25)和一个螺纹孔(26);所述的四个螺纹通孔(23)分别用于固定连接两个端盖(3);所述的轴承孔(24)用于安装深沟球轴承(4)的外圈;所述的安装孔(25)用于把支座(5)安装在浸胶出纱装置出口端的支撑轴上;所述的螺纹孔(26)用于安装螺栓,用螺栓把支座(5)锁紧固定在浸胶出纱装置出口端的支撑轴上。
9.如权利要求8所述的缠绕丝嘴装置,其特征在于,所述的挡套(6)设有两个隔胶槽、两个径向通孔(29)和两个端面螺纹孔(30);所述的两个隔胶槽防止端面流淌的胶液直接进入深沟球轴承(4)固化;所述的两个径向通孔(29)定位并固定连接挡套(6);所述的两个端面螺纹孔(30)固定连接另一个丝嘴(1)。
10.如权利要求9所述的缠绕丝嘴装置,其特征在于,所述的两个径向通孔(29)和两个端面螺纹孔(30)在同一个平面内。
技术总结
本技术公开了一种缠绕丝嘴装置,包括:支撑套、深沟球轴承、支座、挡套、两个丝嘴、两个端盖;深沟球轴承布置在支座和支撑套之间;两个端盖布置在支座的轴承孔两端,压紧深沟球轴承的外圈;挡套固定在支撑套的另一端;两个丝嘴分别固定在支撑套一端的端面上和另一端挡套的端面上,两个丝嘴在两个端面径向位置方向一致;支撑套装配在深沟球轴承上转动灵活;支撑套和挡套外表面上各设有隔胶槽,隔胶槽防止端面流淌的胶液直接进入深沟球轴承固化;两个丝嘴中的后端丝嘴引入纤维纱线,前端丝嘴引出纤维纱线并缠绕在芯模表面上。本技术提高了缠绕工艺的技术水平,有效保证了复合材料产品的质量。
技术研发人员:方灶旺,杨文超,李斌,李汉生,刘梦凡,张永刚,闫柱,杨阳,韩旭
受保护的技术使用者:江西长江化工有限责任公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!