一种PVC-PVDC复合膜生产设备及生产工艺的制作方法
本技术涉及复合膜的领域,尤其是涉及一种pvc-pvdc复合膜生产设备及生产工艺。
背景技术:
1、pvc膜具有优良的透明性和光泽度,也具有较好的防水性和耐候性,pvdc膜具有优良的阻隔性能和阻湿性能,因此,pvc-pvdc复合膜具有出色的透明性、防水性、耐候性和阻隔阻湿性,适用于包装膜的使用。
2、目前,pvc-pvdc复合膜大多采用干式复合工艺制成,使用复合膜生产设备在pvc基材上涂布一层溶剂型粘接剂,pvc基材经过烘道除去溶剂型粘接剂内的溶剂并使粘接剂干燥,pvc基材输送出烘道后,在热压状态下与pvdc基材粘合成pvc-pvdc复合膜。
3、烘道内干燥温度过低会使粘接剂内溶剂挥发不彻底;干燥温度过高会使粘接剂内产生气泡,或使粘接剂表面结膜,妨碍溶剂蒸发;同时,干燥风速过高或过低也会影响到粘接剂的干燥程度。因此,烘道前、中、后三个区段内的温度和风速大小起到了粘接剂干燥的决定性因素,若粘接剂干燥不够充分,则会使得粘接剂的粘接性降低,进而影响复合膜基材之间的粘接效果。
4、然而目前复合膜生产设备中,热风装置将热风送入烘道内,通过对热风装置的调节,能够对烘道内的温度和风速进行调节,但是烘道内的温度和风速为统一调节,不同区段内的温度和风速难以单独进行调节,从而会影响到粘接剂的干燥效果,进而影响复合膜基材之间的粘接效果。
技术实现思路
1、为了提高粘接剂的干燥效果,本技术提供一种pvc-pvdc复合膜生产设备及生产工艺。
2、第一方面,本技术提供的一种pvc-pvdc复合膜生产设备采用如下的技术方案:
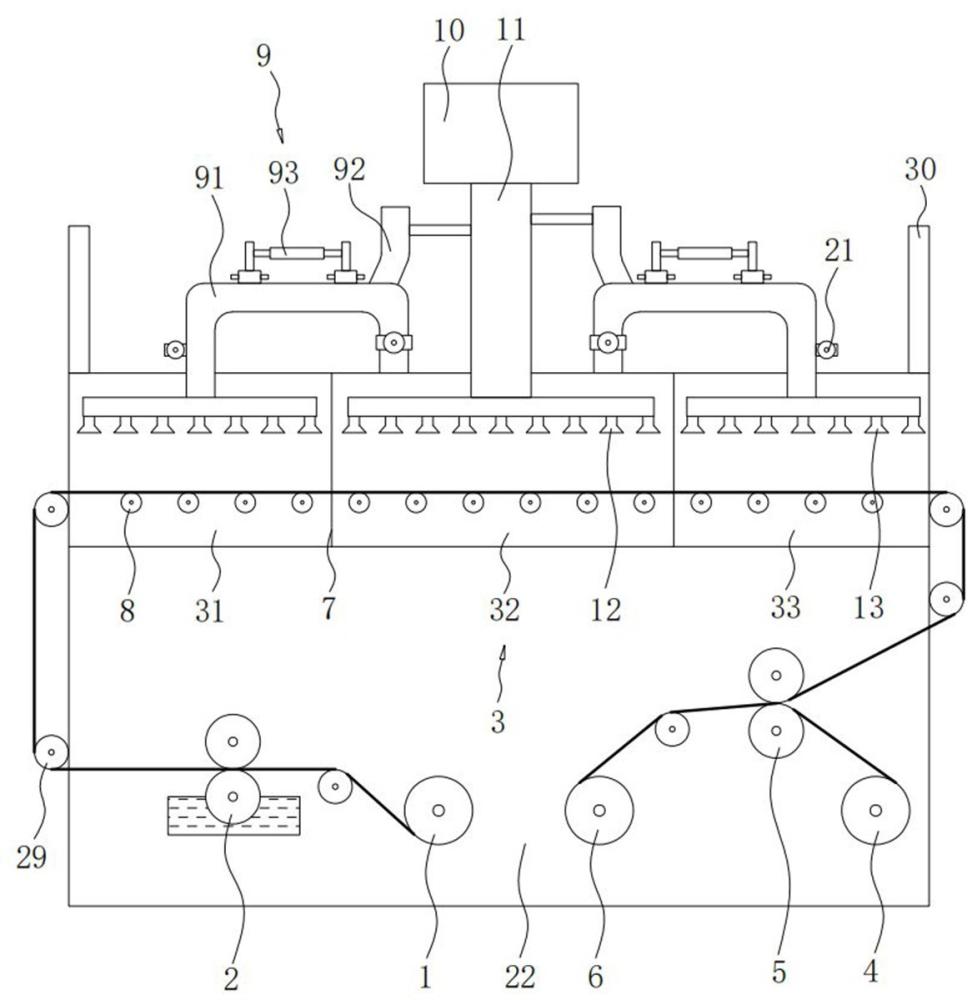
3、一种pvc-pvdc复合膜生产设备,包括机架,所述机架上设置有第一放卷机构、涂胶机构、烘道、第二放卷机构、复合机构以及收卷机构,所述烘道内设置有两个隔板,两个所述隔板将烘道的前段分隔为预热区、中段分隔为加热区、后段分隔为冷却区,所述烘道内设置有多个用于输送基材的输送辊;所述烘道位于加热区上方设置有热风输送件,所述热风输送件的输出端设置有与烘道加热区连接的送风管,所述烘道位于加热区内设置有多个与送风管连接的第一出风嘴;所述烘道位于加热区上设置有两个气体分流机构,两个所述气体分流机构分别连接烘道的预热区和冷却区,所述加热区内的气体经过两个气体分流机构分别进入预热区和冷却区,所述烘道位于预热区和冷却区内均设置有多个与气体分流机构连接的第二出风嘴,所述气体分流机构用于对气体的温度及流速进行调控,且所述烘道加热区内为高等风速和高等温度、预热区内为中等风速和中等温度、冷却区内为低等风速和低等温度。
4、通过采用上述技术方案,第一放卷机构输送pvc基材,涂胶机构将粘接剂涂布在pvc基材上,pvc基材进入烘道并对粘接剂进行干燥,第二放卷机构输送pvdc基材,复合机构将pvdc基材与烘道内干燥后的pvc基材压合成pvc-pvdc复合膜,收卷机构再对复合膜进行收卷,即可完成复合膜的生产。烘道内沿pvc基材的传输方向依次为预热区、加热区和冷却区,预热区能够逐渐加热粘接剂和pvc基材,使其达到适当的温度,为后续干燥阶段做准备,加热区能够快速蒸发粘接剂内的水分和溶剂并使粘接剂干燥,冷却区用于逐渐降低粘接剂和pvc基材的温度,以减少因过快冷却导致粘接剂和pvc基材出现问题的情况。热风输送件先通过送风管和第一出风嘴将高温高流速的气体输送至加热区内,气体再通过两个气体分流机构和第二出风嘴进入预热区和冷却区内,且气体分流机构能够对气体的温度和流速进行调控,使得烘道不同区段内的气体温度和风速可以单独进行调节,从而不会影响粘接剂的干燥效果,使得pvc-pvdc复合膜基材之间的粘接效果更佳。
5、优选的,所述气体分流机构包括分流管、温度调控组件和风速调控组件,两个所述分流管的一端均连接烘道的加热区,两个所述分流管的另一端分别连接烘道的预热区和冷却区,所述温度调控组件设置在分流管上并用于对分流管内的气体温度进行调节,所述风速调控设置在分流管内并用于对分流管内的气体流速进行调节。
6、通过采用上述技术方案,烘道加热区内的气体通过两个分流管分别进入预热区和冷却区内,温度调控组件和风速调控组件对分流管内气体的温度和流速进行调控,从而使得烘道加热区、预热区和冷却区内的气体温度和风速可以单独进行调节。
7、优选的,所述温度调控组件包括第一扇叶、进风管、第二扇叶、传动带和截止阀,所述第一扇叶同轴转动设置在送风管内,所述进风管的一端连通分流管,另一端连通外界,所述第二扇叶同轴转动设置在进风管内,所述传动带套设在第一扇叶和第二扇叶的转轴上并穿过送风管和进风管,所述截止阀设置在分流管内,且所述截止阀位于进风管的上游。
8、通过采用上述技术方案,气体在送风管内流动时带动第一扇叶进行转动,第一扇叶通过传动带带动第二扇叶在进风管内进行转动,第二扇叶转动并将外界冷空气从进风管输送至分流管内,外界冷空气与分流管内的热气混合,从而能够对气体进行降温。使用截止阀对分流管内高温气体的流量进行调节,由于热风输送件的送风流量始终保持恒定,因此进风管的进风流量始终保持恒定,对分流管内热气的通过流量进行调控,从而能够对混合后的气体温度进行调控,使得预热区和冷却区内气体的温度可自由调节。
9、优选的,所述风速调控组件包括螺旋叶、挡块和夹紧组件,所述螺旋叶同轴转动设置在分流管内并位于进风管的下游,两个所述挡块分别设置在螺旋叶转轴的两端,所述夹紧组件设置在分流管上,且所述夹紧组件用于对挡块进行夹紧。
10、通过采用上述技术方案,混合后的气体冲击在螺旋叶上,螺旋叶发生转动,混合气体经过螺旋叶时螺旋流动,从而能够使低温气体与高温气体混合的更加均匀。使用夹紧组件对挡块进行夹紧,挡块被夹紧后通过转轴作用于螺旋叶,使得螺旋叶的转动速度减慢,进而能够降低气体的流速,并且通过对挡块夹紧程度的调节,能够对螺旋叶的转动速度进行调节,使得预热区和冷却区内气体的流速可自由调节。
11、优选的,所述夹紧组件包括旋转握把、两个螺纹杆、滑杆和夹块,所述分流管上沿自身轴向间隔开设有两个第一滑槽,两个所述滑杆分别滑动设置在两个第一滑槽内并位于两个挡块相互远离的一侧,所述夹块设置在滑杆位于分流管内的端部并抵接挡块,所述螺纹杆设置在滑杆位于分流管外的端部,两个所述螺纹杆的螺旋方向相反,且所述旋转握把的两端分别螺纹套设在两个螺纹杆的端部。
12、通过采用上述技术方案,当需要对气体流量进行调节时,转动旋转握把,旋转握把通过两个螺旋杆带动两个滑杆在第一滑槽内移动,两个滑杆带动两个夹块朝靠近或远离挡块方向同步移动,当夹块朝靠近挡块方向移动时,夹块与挡块之间的摩擦力增加,螺旋叶的转速降低,气体的流速降低;当夹块朝远离挡块方向移动时,夹块与挡块之间的摩擦力减小,螺旋叶的转速升高,气体的流速升高。
13、优选的,所述分流管位于第一滑槽上设置有滑动座,所述滑动座内开设有与第一滑槽连通的第二滑槽,所述滑动座内沿滑杆移动方向贯穿开设有与第二滑槽连通的密封限位穿孔,所述滑杆相对两侧壁上均固定设置有密封限位穿杆,两个所述密封限位穿杆均沿滑杆移动方向滑动设置在密封限位穿孔内,且两个所述密封限位穿杆对第二滑槽进行封堵。
14、通过采用上述技术方案,在移动滑杆对螺旋叶的转速进行调节时,滑杆在分流管的第一滑槽和滑动座的第二滑槽内滑动,滑杆带动两个密封限位穿杆在密封限位穿孔内滑动,且两个密封限位穿杆在滑动过程中始终对第二滑槽进行封堵,从而使得分流管内的热气不会从第一滑槽喷出,进而使得工作人员转动旋转握把时不会被热气烫伤。
15、优选的,所述滑杆位于分流管内的端部并位于靠近挡块的侧壁上设置有弹性件,所述夹块设置在弹性件上,所述夹块靠近滑杆的侧壁上设置有限位杆,所述限位杆沿夹块移动方向相适配滑动设置在滑杆内。
16、通过采用上述技术方案,滑杆通过弹性件带动夹块抵紧挡块,随着滑杆不断朝靠近挡块方向移动,弹性件不断被挤压,弹性件的弹性势能不断增大,弹性件的弹性势能作用于夹块,使得夹块与挡块之间的摩擦力不断增加,进而能够对螺旋叶的转速进行调节。如此设置,滑杆通过弹性件作用于夹块,使得夹块抵紧挡块,增加了滑杆的可调节行程,从而使得风速调控组件的调控更加精准,同时,限位杆为夹块进行限位,使得夹块不易发生偏斜。
17、优选的,所述分流管上设置有排气阀,所述排气阀位于螺旋叶的下游。
18、通过采用上述技术方案,通过排气阀排出分流管内的部分气体,从而便于满足冷却区内要求的低等风速以及预热区内要求的中等风速。
19、第二方面,本技术提供的一种pvc-pvdc复合膜生产工艺采用如下的技术方案:
20、一种pvc-pvdc复合膜生产工艺,采用上述一种pvc-pvdc复合膜生产设备,包括以下生产步骤:s1:第一放卷机构输送出pvc基材;s2:涂胶机构在pvc基材上涂布粘接剂;s3:pvc基材输送至烘道内,烘道对粘接剂进行干燥;s4:第二放卷机构输送出pvdc基材;s5:复合机构将pvc基材和pvdc基材压合成pvc-pvdc复合膜;s6:收卷机构对pvc-pvdc复合膜进行收卷。
21、通过采用上述技术方案,第一放卷机构输送pvc基材,涂胶机构将粘接剂涂布在pvc基材上,pvc基材进入烘道并对粘接剂进行干燥,第二放卷机构输送pvdc基材,复合机构将pvdc基材与烘道内干燥后的pvc基材压合成pvc-pvdc复合膜,收卷机构再对复合膜进行收卷,即可完成复合膜的生产。
22、优选的,在步骤s1前,对烘道预热区、加热区和冷却区内的气体温度和流速进行调整,调节热风输送件使得加热区内的温度和风速符合标准;对预热区上的截止阀和旋转握把进行调节,使得预热区内的温度和风速符合标准;先对冷却区上的截止阀进行调节,使得冷却区内的温度符合标准,再对旋转握把进行调节,使得冷却区内的风速符合标准,由于冷却区所需风速较低,当螺旋叶停止转动,且冷却区的风速仍不符合标准时,调节排气阀,再次降低冷却区内的风速,直至冷却区内的风速符合标准。
23、通过采用上述技术方案,先对预热区内的温度和风速进行调节,再对冷却区内的温度和风速进行调节,当冷却区内的风速不符合标准时,再使用排气阀继续对冷却区的风速进行调节,从而使得冷却区风速的调节更加精准。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.通过采用隔板将烘道内部分隔为预热区、加热区和冷却区,热风先被输送至加热区内,再通过两个气体分流机构输送至预热区和冷却区内,气体分流机构能够对热风的温度和流速进行调控,使得烘道不同区段内的气体温度和风速可以单独进行调节,从而不会影响粘接剂的干燥效果,使得pvc-pvdc复合膜基材之间的粘接效果更佳;
26、2.通过采用温度调控组件,使用截止阀对分流管内高温气体的流量进行调节,由于热风输送件的送风流量始终保持恒定,因此进风管的进风流量始终保持恒定,对分流管内热气的通过流量进行调控,从而能够对混合后的气体温度进行调控,使得预热区和冷却区内气体的温度可自由调节;
27、3.通过采用风速调控组件,使用夹紧组件对挡块进行夹紧,挡块被夹紧后通过转轴作用于螺旋叶,使得螺旋叶的转动速度减慢,进而能够降低气体的流速,并且通过对挡块夹紧程度的调节,能够对螺旋叶的转动速度进行调节,使得预热区和冷却区内气体的流速可自由调节。
- 还没有人留言评论。精彩留言会获得点赞!