一种热塑性复合材料电阻焊接加热元件及制备方法和应用与流程
本申请涉及复合材料,尤其涉及一种热塑性复合材料电阻焊接加热元件及制备方法和应用。
背景技术:
1、热塑性复合材料的焊接技术主要包括电阻焊接、感应焊接、超声焊接。相比于其他焊接技术,电阻焊接具有工艺流程简短、设备简单灵活、费用成本低廉的优点。电阻焊接技术的原理为:将加热元件植入到热塑性复合材料层合板之间,通过电阻产热的原理,使待焊接面被加热到熔融状态,通过加压冷却固结形成焊接接头的工艺技术方法。加热元件作为连接待焊接母材的“桥梁”,其作用至关重要。申请号为201410439057.1的专利采用树脂膜熔融浸渍的方式与碳纤维织物热压复合制备加热元件,然而,这种方法存在加热元件浸润不充分的情况,造成焊接接头强度下降。
技术实现思路
1、(1)要解决的技术问题
2、本申请提供了一种热塑性复合材料电阻焊接加热元件及制备方法和应用,要解决的技术问题是:现有的加热元件的制备方法存在加热元件浸润不充分的情况,造成焊接接头强度下降。
3、(2)技术方案
4、第一方面,本申请提供了一种热塑性复合材料电阻焊接加热元件的制备方法,包括:
5、将热塑性树脂与溶剂进行溶解得到热塑性树脂溶液,并除去所述热塑性树脂溶液中的杂质;
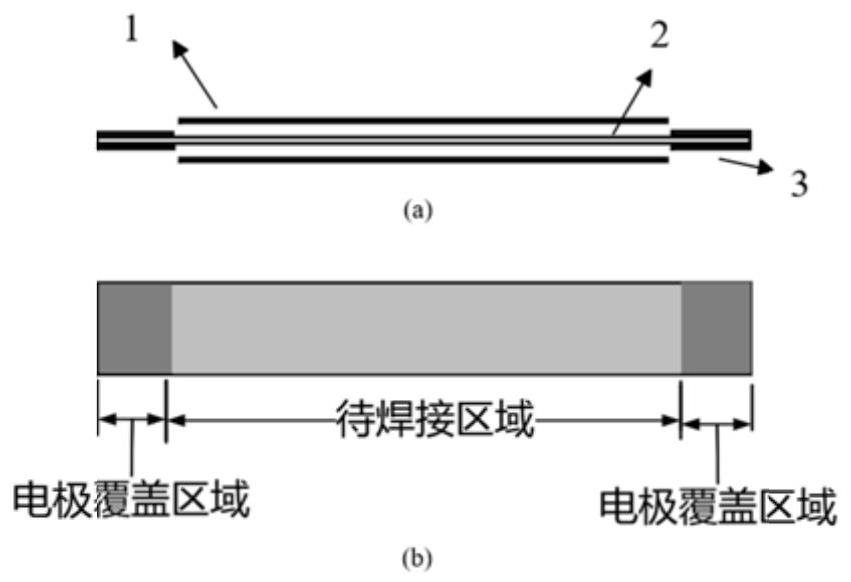
6、将除去表面的上浆剂后的碳纤维织物四周固定,并将所述热塑性树脂溶液均匀浸渍在所述碳纤维织物的待焊接区域部分;
7、除去所述溶剂,得到浸渍树脂的碳纤维织物,将所述浸渍树脂的碳纤维织物与热塑性树脂膜通过热压的方式复合,得到加热元件。
8、在其中一个实施例中,所述碳纤维织物作为发热体,织物形式包括碳纤维平纹织物、斜纹、缎纹以及展宽布。
9、在其中一个实施例中,所述碳纤维织物的面密度范围为100-300g/m2。
10、在其中一个实施例中,所述碳纤维织物在高温下除去上浆剂,温度范围为350-450℃,保温时间为10-60min。
11、在其中一个实施例中,所述热塑性树脂包括聚芳醚砜醚酮酮、聚醚酰亚胺、聚苯硫醚、聚酰胺;所述溶剂包括n,n-二甲基甲酰胺、n-甲基吡咯烷酮、乙醇。
12、在其中一个实施例中,所述热塑性树脂溶液的质量分数为30%-50%。
13、在其中一个实施例中,所述碳纤维织物的四周预留出电极夹持区域。
14、在其中一个实施例中,所述加热元件中树脂含量为40%-60%。
15、第二方面,本申请提供了一种热塑性复合材料电阻焊接加热元件,基于如上所述的热塑性复合材料电阻焊接加热元件的制备方法得到。
16、第三方面,本申请提供了一种如上所述的热塑性复合材料电阻焊接加热元件的制备方法得到的加热元件或如上所述的热塑性复合材料电阻焊接加热元件在复合材料领域中的应用。
17、(3)有益效果
18、本申请的上述技术方案具有如下优点:
19、本申请第一方面提供的热塑性复合材料电阻焊接加热元件的制备方法,通过将热塑性树脂溶解在溶剂中,并将其溶液浸润碳纤维织物,能够有效将树脂浸渍碳纤维织物内部,提高加热元件的浸渍效果,增强纤维与树脂的界面结合强度。
20、可以理解的是,上述第二方面和第三方面的有益效果可以参见上述第一方面中的相关描述,在此不再赘述。
技术特征:
1.一种热塑性复合材料电阻焊接加热元件的制备方法,其特征在于,包括:
2.如权利要求1所述的热塑性复合材料电阻焊接加热元件的制备方法,其特征在于,所述碳纤维织物作为发热体,织物形式包括碳纤维平纹织物、斜纹、缎纹以及展宽布。
3.如权利要求1所述的热塑性复合材料电阻焊接加热元件的制备方法,其特征在于,所述碳纤维织物的面密度范围为100-300g/m2。
4.如权利要求1所述的热塑性复合材料电阻焊接加热元件的制备方法,其特征在于,所述碳纤维织物在高温下除去上浆剂,温度范围为350-450℃,保温时间为10-60min。
5.如权利要求1所述的热塑性复合材料电阻焊接加热元件的制备方法,其特征在于,所述热塑性树脂包括聚芳醚砜醚酮酮、聚醚酰亚胺、聚苯硫醚、聚酰胺;所述溶剂包括n,n-二甲基甲酰胺、n-甲基吡咯烷酮、乙醇。
6.如权利要求1所述的热塑性复合材料电阻焊接加热元件的制备方法,其特征在于,所述热塑性树脂溶液的质量分数为30%-50%。
7.如权利要求1所述的热塑性复合材料电阻焊接加热元件的制备方法,其特征在于,所述碳纤维织物的四周预留出电极夹持区域。
8.如权利要求1所述的热塑性复合材料电阻焊接加热元件的制备方法,其特征在于,所述加热元件中树脂含量为40%-60%。
9.一种热塑性复合材料电阻焊接加热元件,其特征在于,基于如权利要求1至8任一项所述的热塑性复合材料电阻焊接加热元件的制备方法得到。
10.如权利要求1至8任一项所述的热塑性复合材料电阻焊接加热元件的制备方法得到的加热元件或如权利要求9所述的热塑性复合材料电阻焊接加热元件在复合材料领域中的应用。
技术总结
本申请涉及复合材料技术领域,提供了一种热塑性复合材料电阻焊接加热元件及制备方法和应用。其中,热塑性复合材料电阻焊接加热元件的制备方法包括:将热塑性树脂与溶剂进行溶解得到热塑性树脂溶液,并除去所述热塑性树脂溶液中的杂质;将除去表面的上浆剂后的碳纤维织物四周固定,并将所述热塑性树脂溶液均匀浸渍在所述碳纤维织物的待焊接区域部分;除去所述溶剂,得到浸渍树脂的碳纤维织物,将所述浸渍树脂的碳纤维织物与热塑性树脂膜通过热压的方式复合,得到加热元件。本申请能够有效将树脂浸渍碳纤维织物内部,提高加热元件的浸渍效果,增强纤维与树脂的界面结合强度。
技术研发人员:姚鑫,张宝艳,周典瑞,高亮,霍红宇
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!