线性加比例控制模式废气焚烧装置的制作方法
1.本实用新型涉及一种线性加比例控制模式废气焚烧装置,属于废气焚烧技术领域。
背景技术:
2.常规焚烧炉一般焚烧燃气梭式窑产生的有机废气,在燃气梭式窑工作条件下,经检测在烟气中含氧量一般为16-18%左右,因此常规焚烧炉仅提供足够高的温度即可保证有机废气的焚烧。
3.电热窑炉一般受限于工厂基础条件,配备有电焚烧炉。但在部分采用井式电炉烧成连铸三大件的项目中,因为其产品含胶量较高,产生的有机废气纯度高,流量大。这种情况下,电热焚烧炉存在两个弊端,一个是需要配置较大功率,用于快速将焚烧炉温度提高焚烧工作温度,另一个当高浓度的含胶废气被点燃后,废气燃烧产生热量较大,在局部形成温度超高区域容易损害电热元件。
技术实现要素:
4.本实用新型提供一种线性加比例控制模式废气焚烧装置,解决目前电焚烧炉需要配置较大功率,且当高浓度的含胶废气被点燃后,废气燃烧产生热量较大,在局部形成温度超高区域容易损害电热元件的问题。
5.本实用新型涉及一种线性加比例控制模式废气焚烧装置,包括燃气焚烧炉,燃气焚烧炉右端顶部出烟口连接有烟囱,燃气焚烧炉左端连接有废气进口管,燃气焚烧炉左端侧壁上设有燃气烧嘴,燃气烧嘴连接有助燃风管和燃气管,助燃风管上设有蝶阀,蝶阀连接有电动执行器,助燃风管连接有变频的助燃风机,燃气管上设有并联连接有连接管,与连接管并联的一段燃气管上设有电磁阀一和空燃比例阀,连接管上设有电磁阀二和线性流量调节阀,空燃比例阀连接有压力信号管,压力信号管另一端连接助燃风管,电动执行器、线性流量调节阀和助燃风机均连接有调节器,燃气焚烧炉内设有温度传感器。
6.优选的,调节器、温度传感器、电磁阀一、电磁阀二连接有plc控制器。可以自动进行切换,更加智能化。
7.优选的,燃气管上设有手动阀一和手动总阀,连接管上设有手动阀二。保证安全,在电动阀门失效时进行手动关闭。
8.优选的,燃气管上设有测试口,燃气焚烧炉设有控制柜,plc控制器设置在控制柜内,废气进口管上设有安全阀。
9.本实用新型,具有以下有益效果:
10.采用燃气焚烧炉,不用配置较大功率电器元件,另外采用线性加比例的控制模式,既可以保证初始阶段的快速升温需求,又能兼顾焚烧阶段空气含量补充问题,在高温焚烧阶段保证充足空气含量,且能够在充足常温空气的作用下防止焚烧炉持续增温造成的器件损坏。
附图说明
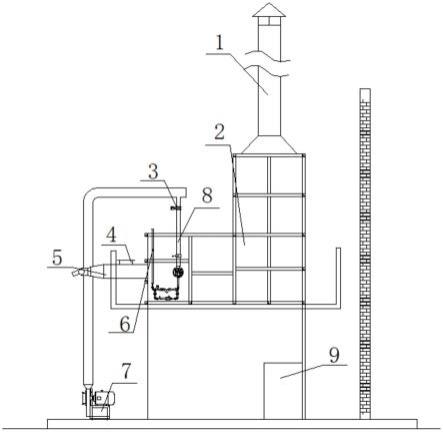
11.图1为本实用新型的结构示意图;
12.图2为燃气管的连接结构示意图;
13.图中:1、烟囱;2、燃气焚烧炉;3、蝶阀;4、安全阀;5、废气进口管;6、燃气管;7、助燃风机;8、助燃风管;9、控制柜;10、燃气烧嘴;11、压力信号管;12、测试口;13、手动阀一;14、空燃比例阀;15、电磁阀一,16、手动总阀,17、电磁阀二,18、连接管,19、线性流量调节阀,20、手动阀二。
具体实施方式
14.下面结合实施例对本实用新型作进一步的说明。
15.如图1至2所示,本实用新型为线性加比例控制模式废气焚烧装置,包括燃气焚烧炉2,燃气焚烧炉2右端顶部出烟口连接有烟囱1,燃气焚烧炉2左端连接有废气进口管5,燃气焚烧炉2左端侧壁上设有燃气烧嘴10,燃气烧嘴10连接有助燃风管8和燃气管6,助燃风管8上设有蝶阀3,蝶阀3连接有电动执行器,助燃风管8连接有变频的助燃风机7,燃气管6上设有并联连接的连接管18,与连接管18并联的一段燃气管6上设有电磁阀一15和空燃比例阀14,连接管18上设有电磁阀二17和线性流量调节阀19,空燃比例阀14连接有压力信号管11,压力信号管11另一端连接助燃风管8,电动执行器、线性流量调节阀19和助燃风机7均连接有调节器,燃气焚烧炉2内设有温度传感器。调节器为ai人工智能调节器,型号为ai-808p,空燃比例阀14的型号为gik20,线性流量调节阀19的型号sam1p-60/i。
16.调节器、温度传感器、电磁阀一15、电磁阀二17连接有plc控制器。温度传感器为k型热电偶。控制回路中的ai人工智能调节器会依据当前工艺曲线要求的温度自动按比例调节燃气流量和助燃风流量,从而保证窑内温度达到烧成曲线的要求。一台ai人工智能调节器和助燃风机变频器组成调节助燃风机的风压。会按照事先设定的助燃风压通过风机变频自动稳定助燃风风压,从而使烧嘴在不同的温度阶段都能够稳定燃烧。高温高浓度排胶段采用助燃风过量供应的调节方式,可以充分利用有机质焚烧产生的热量,能够避免高温高浓度排胶段,焚烧炉焚烧温度超温难以控制的现象出现,减少焚烧炉的燃气消耗,降低厂家的生产成本。燃气和助燃风分别采用单独的执行器控制,先通过窑炉试烧,根据实际物料的排胶量和排胶时间,摸索出助燃风和燃气的最佳比例,再进行自控系统参数的整定、固化,从而实现焚烧炉炉温的自控控制、降低烧成能耗、使废气得到充分焚烧的等实际生产的要求。测试口在测试时连接压力表,可以测试空燃比例阀调试工作时燃气管内的压力。
17.燃气管6上设有手动阀一13和手动总阀16,连接管18上设有手动阀二20。
18.燃气管6上设有测试口12,燃气焚烧炉2设有控制柜9,plc控制器设置在控制柜9内,废气进口管5上设有安全阀4。
19.低温排胶开始段:燃气和助燃风比例由自力式空燃比例阀14控制,低温段时,蝶阀3打开,电磁阀一15打开,电磁阀二17关闭,控制助燃风机7的频率,助燃风进入助燃风管8,燃气进入燃气管6,助燃风管8内的气体压力通过压力信号管11传递到空燃比例阀7处,自动调节与助燃风适配的燃气的进气量,从而控制燃气和助燃风比例,可以更好的燃烧升温。
20.高温高浓度排胶段:随着燃气焚烧炉内温度升高,当温度达到设定的800摄氏度时,温度传感器发信号给plc控制器,控制电磁阀一15关闭,电磁阀二17打开,助燃风量独立
控制,采用过量供应,能够使排出的高浓度有机废气得到充分燃烧,由于含胶废气被点燃后,废气燃烧产生热量较大,会造成燃气焚烧炉内温度升高,这时plc控制器控制调节器调节线性流量调节阀19的流量,减少燃气进量,常温助燃风为过量供应,可以中和其中的热量,防止燃气焚烧炉内温度过高,并能够使排出的高浓度有机废气得到充分燃烧。
21.综上所述,本实用新型采用燃气焚烧炉,不用配置较大功率电器元件,另外采用线性加比例的控制模式,既可以保证初始阶段的快速升温需求,又能兼顾焚烧阶段空气含量补充问题,在高温焚烧阶段保证充足空气含量,且能够在充足常温空气的作用下防止焚烧炉持续增温造成的器件损坏。
22.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
23.在本实用新型的描述中,术语“内”、“外”、“纵向”、“横向”、“上”、“下”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型而不是要求本实用新型必须以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1