翼盒微槽热管集热板、组成的百叶平板太阳能集热器及应用的制作方法
[0001]
本发明涉及平板太阳能集热器领域,尤其涉及一种翼盒微槽热管集热板、组成的百叶平板太阳能集热器及应用。
背景技术:
[0002]
随着节能减排理念深入人们的生活,可再生能源能够节约传统资源,减少污染,因此高效广泛利用风能、太阳能等可再生能源成了众多行业实现节能减排的重要方法之一。在建筑节能及绿色建筑设计中,可以通过应用太阳能、风能等方式,达到节能减排的目的。太阳能是最易获得的清洁能源,量大面广,易于直接开发利用。太阳能利用发展起步早,技术发展相对成熟。尤其是太阳能中低温热利用尤为突出,表现出良好的技术经济性能而得到大量推广和快速发展。但是随着社会发展,建筑高度不断增加,对建筑外立面和安全性提出更高要求,而目前太阳能集热器无论类型还是产品都难以符合该要求,造成近年太阳能在建筑中应用的不断下降。如何通过技术进步改善这种不利情况成为社会和业界关心问题。
[0003]
当前,太阳能中低温热利用集热器主流产品可分为平板型太阳能集热器、真空管型太阳能集热器、真空热管型太阳能集热器三大类型。从集热器的加工构造方面来讲,平板型太阳能集热器核心集热元件包括吸热板与换热介质管道,两者以焊接方式连接构成集热板。当投射到吸热板的太阳辐射能量经由吸热板表面的吸收涂层吸收转换成热能后,沿着吸热板厚度方向与吸热板焊接连接的换热介质管道传递,进一步传至换热介质管道内表面而加热流道内部的换热介质,从而完成平板型太阳能集热器有用能量收集。真空管型太阳能集热器一般采用内外玻璃管之间的夹层抽成高真空的方法完成制作,内管的吸热涂层吸收太阳辐射能量后加热内部介质,再与水箱或联箱进行热量交换,实现热能利用。真空热管型太阳能集热器构造原理是热管单独加工制作完成之后,再通过焊接方式与吸热板结合成其核心集热元件,进而对热管抽真空,注射热管充装工质并封装。此时,吸热板吸收的热量传递至其与热管焊接结合处,然后通过热管壁导热传递至热管内部相变传热工质,逐步完成热量交换和传递。
[0004]
综合上述三种传统太阳能集热器,平板太阳能集热器以其高承压、易布置、寿命长、平均热效率高等优点在建筑结合使用时有独特优势。但是,现有的平板集热器难以在高层建筑中布置,作为其工作基础的水介质在寒冷季节存在冻结风险并有较大的渗漏风险。因此,国内外学者将热管平板太阳能集热技术作为重点研究内容和技术开发。热管平板太阳能集热器是利用平板吸热板集热,热管传热实现高效太阳能热利用,并能有效解决传统平板集热器的防冻问题。热管平板太阳能集热器核心集热元件采用的多是管板、翼板等方式。在管板和翼板方式加工时,热管平板集热器与传统平板集热器和真空热管型太阳能集热器所使用方法均相同,其制作工艺流程是,首先,用切割技术完成热管工质回流槽道刻蚀,其次采用焊接方式对热管进行上部密封,然后对热管两端的流道进行抽真空并注射充装相变换热工质后密封,最后将热管与吸热板通过超声波或激光焊接技术连接成一个整体
构成集热板元件。这种热管平板集热器,其热管和吸热板分步单独制作完成,再用焊接工艺完成集热板元件整体组装的方法存在如下弊端:其一,焊接工艺要求高,制作工序繁琐,成本高,难度大,效率低;其二,热管和吸热翼板焊接连接时,焊接区不完全连续会导致焊缝传热热阻大,其集热效率受翼板效率影响较大;其三,现有热管和集热板使用薄壁材料进行焊接连接时容易出现烧蚀穿透造成报废。
[0005]
针对以上技术问题,如何设计出一种加工制作方便、传热效率高,经济适用,易于实现建筑一体化的太阳能平板集热器尤为重要。
技术实现要素:
[0006]
本发明目的之一是提供一种挤压式翼盒微槽热管集热板,可实现太阳辐射光热转换及高效传热一体化,消除传统管板或翼板热管集热板焊接热阻,提高传热效率5~10%以上。
[0007]
本发明目的之二是提供一种由翼盒微槽热管集热板组成的蜂窝百叶式平板太阳能集热器,可降低集热板盖板热损5%。
[0008]
本发明目的之三是提供一种由翼盒微槽热管集热板组成的百叶式平板太阳能集热器在建筑物上的应用,简便地实现建筑百叶结构的遮光、遮挡、装饰功能及与建筑太阳能热利用功能的统一。
[0009]
本发明所采用的技术方案是:一种翼盒微槽热管集热板,金属坯材通过挤压成型形成微槽热管盒,再与作为热管盒封装面的太阳辐射吸热板通过挤压方式联结密封成型翼盒微槽热管,通过预留在微槽热管盒上的工质真空/注射管抽真空并充装热管换热工质制成翼盒微槽热管集热板;所述太阳辐射吸热板表面涂镀太阳能选择性吸收膜,从而实现翼盒微槽热管集热板集热与传热一体化功能。
[0010]
所述翼盒微槽热管分为蒸发段、绝热段和冷凝段;蒸发段为使用时集热板的太阳辐射接受面所对应的热管盒部分,其接收热管翼板所吸收的太阳辐射能转换的热能作为热管蒸发热源,翼板宽度是由翼板面积所接受的太阳辐照热能与微槽热管相变传热能力相匹配确定,翼板吸收的太阳能热量直接传递给与其挤压一体结合的翼盒微槽热管,通过翼盒微槽热管的相变工作方式将热量输送到翼盒微槽热管集热板的冷凝段,当翼盒微槽热管冷凝端与热沉装置或换热装置连接时,因热沉装置或换热装置紧贴集热板翼板设置,此时该翼盒微槽热管绝热段长度很短,有利于集热板热量快速传递。
[0011]
所述微槽热管盒内部槽道截面是深矩形,该深矩形的槽深大于1.5mm,深度与宽度之比为1.5~3。。
[0012]
一种翼盒微槽热管集热板组成的百叶式平板太阳能集热器,包括换热热沉或换热装置,所述翼盒微槽热管太阳能集热板可按照集热器使用所需最佳倾角进行卡扣、螺栓或焊接方式与集热器构造组架固定,其冷凝端与换热热沉或换热装置连接,形成百叶式平板太阳能集热器。
[0013]
一种翼盒微槽热管集热板组成的百叶式平板太阳能集热器的应用,所述百叶式平板太阳能集热器的换热热沉或换热装置作为建筑构件或建筑构件的一部分垂直布置于建筑外立面并与建筑物融合为一体。
本发明通过挤压成型技术形成翼盒微槽热管集热板,整体挤压一体化形成。可显著提升生产效率并降低制作成本。其与目前热管平板集热器采用的激光焊接和超声波焊接相比,激光焊采用3-5mm的焊点焊接,超声波焊接时表面形成3mm焊痕的接触面积,而本发明中10mm宽热管盒,当其与吸热板挤压成型时,吸热板和热管盒挤压时形成的直接接触面积与前两者相比至少增大3倍,意味着吸热板和热管换热接触面积增加,可明显降低吸热板与热管传热热阻,提高相同条件下单位时间内吸热板和热管盒之间的传热量,进一步提高传热效率5~10%以上。并极大简化制造工艺流程,提高生产效率,降低成本,形成规模化生产工艺。同时利用微槽热管盒作为集热板背板,提高集热板强度和刚度。
[0014]
本发明中的一种由翼盒微槽热管集热板组成的百叶式平板太阳能集热器,其百叶结构是一种将传统平板集热器盖板与吸热板之间纵横比大的方腔空间分割成纵横比小的蜂窝结构,该蜂窝结构能有效抑制流体对流,进而减小盖板与吸热板之间由于强烈空气对流造成的热损失,提高集热效率。经过百叶式太阳能集热器瞬态热性能数值模拟与分析,和传统单片平板太阳能集热器相比,单片百叶平板太阳能集热器的瞬时效率计算理论值在传统平板集热器基础上有了较大的提高。当太阳辐照强度取恒定值800w/m2,环境温度稳定时,百叶平板太阳能集热器的有用能收益较传统平板集热器提高了33%,瞬时效率提高了 14.3%。并且,百叶倾角可以方便灵活地调节,方便地满足使用地点所要求的最佳倾斜角度,达到最大限度利用太阳能,提高集热器有效热能收益。
[0015]
本发明通过建筑外立面上的预埋件与建筑外立面装饰墙或结构柱连接实现设备安装利用,简便地实现建筑百叶结构的遮光、遮挡、装饰功能及与建筑太阳能热利用功能的统一,而且本微槽热管集热板中是无水介质,可避免集热器零温下使用时存在的冰冻破坏隐患。
附图说明
[0016]
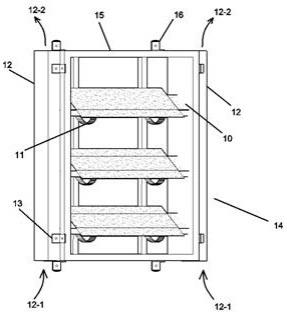
图1为本发明微槽热管盒成型工艺示意图;图2为本发明微槽热管盒的俯视示意图;图3为本发明微槽热管盒的侧视示意图;图4为本发明翼盒微槽热管集热板成型工艺示意图;图5为本发明翼盒微槽热管集热板结构示意图;图6为本发明挤压式翼盒微槽热管集热板主视图;图7为图6的俯视图;图8为图6的侧视图;图9为本发明翼盒微槽热管集热板形成百叶式平板太阳能集热器的工艺示意图;图10为本发明百叶平板太阳能集热器与建筑结合示意图;图11为本发明的结构示意图;图中标号:1-热管坯材、2-挤压模具、3-开口热管盒、4-深矩形微槽道、5-工质真空/注射管、6-太阳辐射吸热板基材、7-翼盒微槽热管、8-太阳能选择性吸收膜、9-翼盒微槽热管百叶集热板、9-1—冷凝段、9-2—蒸发段、10-集热板连接组件、11-集热板固定龙骨、12-热沉或其他换热装置、12-1—流体入口、12-2—流体出口、13-固定组件、14-百叶平板太阳能集热器、
15-集热器构造组架、16-挂板 。
具体实施方式
[0017]
为了更好的理解本发明,下面将对本发明进行更全面的描述。但下述方法可以通过许多不同的形式来实现,并不限于本文所描述的实施实例。
[0018]
实施例1,参照图4,一种翼盒微槽热管集热板,铜、铝等金属坯材通过挤压成型形成微槽热管盒,再与作为热管盒封装面的太阳辐射吸热板金属基材通过挤压方式联结密封成型,通过预留在热管盒上的工质真空/注射管抽真空并充装热管换热工质制成翼盒微槽热管集热板;所述太阳辐射吸热板表面涂镀太阳能选择性吸收薄膜后作为太阳辐射光热转换的集热板,从而形成吸热与传热一体化的翼盒微槽热管集热板。
[0019]
所述翼盒微槽热管分为蒸发段、绝热段和冷凝段;热管盒蒸发段受热后其内部工质发生相变,工质蒸汽在膨胀压力作用下到达冷凝段,冷凝段降温后产生的冷凝液在毛细力作用下回流到蒸发段,进行再次循环。蒸发段为吸热翼板对应的热管盒长度,也即使用时集热板的太阳辐射接受面所对应的热管盒部分,其接收热管翼板所吸收的太阳辐射能转换的热能作为热管蒸发热源,翼板宽度是由翼板面积所接受的太阳辐照热能与微槽热管相变传热能力相匹配确定,翼板吸收的太阳能热量直接传递给与其挤压一体结合的翼盒微槽热管,通过翼盒微槽热管的相变工作方式将热量输送到翼盒微槽热管集热板的冷凝段,当翼盒微槽热管冷凝端与热沉装置或换热装置连接时,因热沉装置或换热装置紧贴集热板翼板设置,此时该翼盒微槽热管绝热段长度很短,有利于集热板热量快速传递。
[0020]
所述微槽热管盒冷凝段为集热板热量输出端,该冷凝段翼板宽度与热管盒宽度一致,并与热沉或其他换热装置进行紧密连接,通过热沉或其他换热装置实现太阳能热能利用。冷凝端同样固定于集热器构造组架上并与换热热沉或其他换热装置连接,形成百叶式平板太阳能集热器,可作为建筑构件或建筑构件的一部分与建筑融合。
[0021]
金属坯材通过挤压成型形成微槽热管盒,再与作为热管盒封装面的太阳辐射吸热板通过挤压方式密封成型,所述太阳辐射吸热板表面涂镀太阳能选择性吸收膜,从而实现翼盒微槽热管集热板集热与传热一体化功能。所述微槽热管盒及其内部槽道是利用挤压模具对热管坯料板进行一次性整体挤压成型,将太阳辐射吸热板作为“翼”部分盖在微槽热管盒上,再对盒与翼进行挤压密封,形成未充装热管工质的热管盒。最后通过在热管盒一端预留的开孔工质真空/注射管抽真空、注射换热工质后对真空/注射管密封,完成挤压式翼盒微槽热管制作;对该挤压式的翼盒微槽热管盒翼面进行化学或真空镀膜处理,使翼面上形成对太阳辐射具有高吸收低发射吸热性能,形成翼盒微槽热管集热板。
[0022]
上述翼盒微槽热管集热板中,太阳辐射吸热板作为翼盒微槽热管集热板的“翼”,内部含有槽道的金属凹形板作为翼盒微槽热管集热板的“盒式热管”, 翼的主要功能既作为微槽热管盒的构成部分,又是太阳辐射能量光热转换的吸热板,并将热量传至微槽热管盒的微槽道内表面,实现热管相变传热。“盒式热管”的主要功能是通过其内表面的多条微槽道形成热管毛细吸液芯,利用吸液芯提供的毛细力使热管换热工质回流,完成热管的相变换热。
[0023]
同时,所述翼盒微槽热管集热板构造特点是利用微槽热管盒作为集热板背板,提高集热板强度和刚度,通过喷涂聚氨酯或无机保温材料等措施,可省去普通平板集热器外
框围护结构,简化了集热器构造并降低自重。
[0024]
由于微槽热管盒中填充的是相变工质,构成一种无需水作为换热介质的干式百叶平板太阳能集热器,消除集热器渗漏水故障及防冻问题。
[0025]
所述微槽热管盒内部槽道截面是深矩形。经过实验发现:和其他槽道截面形状相比,深矩形槽道角区面积较大,可产生更大的毛细压力能够为冷凝液的回流提供更大的动力,进而提高换热效率,且更深的槽道能够在冷凝段和蒸发段产生更薄更广的薄液膜区,深矩形槽道较浅矩形槽道可使热管毛细极限换热能力提高7%以上。
[0026]
翼盒微槽热管集热板可根据不同使用规模、不同使用要求制作成不同建筑模数的翼盒微槽热管集热板组成的百叶式平板太阳能集热器,实现集热器在建筑中的融合布置。
[0027]
实施例2,参照图9,一种翼盒微槽热管集热板组成的百叶式平板太阳能集热器,包括换热热沉或换热装置,所述翼盒微槽热管太阳能集热板按照使用所需角度和换热热沉或换热装置连接,形成百叶式平板太阳能集热器。
[0028]
上述百叶式平板太阳能集热器中由翼盒微槽热管集热板作为百叶构成的百叶构造属于平板集热器盖板的蜂窝结构,根据百叶式太阳能集热器瞬态热性能数值模拟与分析发现,百叶式集热器通过抑制集热器空腔内空气对流可降低集热板盖板热损5%。
[0029]
翼盒微槽热管百叶平板太阳能集热器通过构造组架将翼盒微槽热管集热板、热沉或其他换热装置组合、连接固定而成。构造组架是集热器组成和连接的构造结构部件,其上设有集热板固定龙骨和热沉/换热装置固定组件及构造组架。翼盒微槽热管集热板可采用螺栓、卡扣、焊接等不同方式安装于集热板固定龙骨,形成百叶平板构造。
[0030]
实施例3,一种由翼盒微槽热管集热板组成的百叶式平板太阳能集热器的应用,所述百叶式平板太阳能集热器可通过预留在窗间墙或窗下墙的预埋件进行安装固定,或通过百叶平板太阳能构造组架上的挂板与建筑立面结构连接固定,易垂直布置于建筑外立面,替代建筑外百叶遮光、遮挡、装饰功能及与建筑太阳能热利用功能的统一。
[0031]
本发明的生产过程:本发明的核心是通过挤压工艺完成翼盒微槽热管百叶集热板的制作后,可根据使用规模、安装条件、连接装置形式的要求完成所需模式百叶平板太阳能集热器制作。具体如下:第一步:根据具体使用要求计算确定集热板结构尺寸和热管盒内部槽道截面形状、槽道断面及数量等热管盒结构参数,并确定制作热管盒坯材和翼盒热管吸热板所需的铜铝金属基材。第二步:参照图1,根据热管盒尺寸,面积形状要求,通过挤压成型法将热管坯材1送入挤压模具2挤压成所需表面开放的热管盒3,热管盒内部含有深矩形微槽道4,并且在热管盒一端通过钻孔焊接预留铜或铝真空/注射管5。
[0032]
第三步:参照图4,将选择确定的吸热板基材6与热管盒3开口面贴合并再次挤压密封形成封闭热管盒,对封闭完成的热管盒通过一端预留的铜或铝真空/注射管5抽真空,抽真空完毕后再注射热管换热工质,充装换热工质后对真空/注射管挤压进行密封完成充装工质的翼盒微槽热管7。
[0033]
第四步:参照图4和图5,将挤压成型后的翼盒微槽热管翼型板表面抛光处理后,在对其进行化学或真空涂镀太阳能选择性吸收膜8,形成包含冷凝段9-1和蒸发段9-2的翼盒微槽热管百叶集热板9,然后将翼盒微槽热管百叶集热板9通过合适的保温技术进行保温处
理,并通过必要的围护装饰的组件为集热板满足透光、保温和使用强度要求,并同时满足美观要求。
[0034]
第五步:根据使用规模大小、换热装置形式、外观要求不同,将所需数量的翼盒微槽热管集热板9采用集热板龙骨11固定后,并将翼盒微槽热管集热板的冷凝端通过连接组件10与集热器构造组架联结,翼盒微槽集热板固定和连接时须满足集热板使用倾角要求;集热器换热热沉或其他换热装置12与集热器构造组架热沉/换热装置固定组件13连接固定,并同时将翼盒微槽热管冷凝段与热沉或其他换热装置进行联结,实现热量的换热输出并构建完成挤压式翼盒百叶平板太阳能集热器14。
[0035]
第六步:百叶平板集热器在建筑中的安装固定是通过集热器构造组架15上设置的安装挂板16实现,与建筑外立面窗间墙、户间外凸墙或者外立面柱子预埋件连接固定,如果没有预埋件可通过膨胀螺栓安装,将集热器与建筑结合为一体。
[0036]
第七步:热沉或其他换热装置12的流体入口12-1和流体出口12-2分别和室内用热循环系统的出口和入口相连通。
[0037]
本发明具有加工制作简单方便、成本低、效率高,并能根据使用条件和规模要求制作任意模式的可满足使用地点要求的集热器倾斜角度的挤压式翼盒微槽热管太阳能平板百叶式集热器。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1