一种空心模烘干装置的制作方法
1.本实用新型涉及陶瓷注浆成型技术领域,尤其涉及一种空心模烘干装置。
背景技术:
2.注浆成型法,在陶瓷工业中使用很广泛,注浆成型是把浆料灌注到石膏模中使之成为制品的一种成型方法,注桨成型法较为简单,即将坯料制成的泥浆注入石膏模型中,因石膏模有吸水性,所以,靠近模型内壁的部分泥浆中的水份,被多孔质的石膏吸吮而在石奋模内壁形成与模型内壁同样形状的泥层,这个泥层随着时间的增加而加厚。停一段时间后,倒掉多余泥浆,而靠近石膏模型内壁的泥料层则留在模型内;再过一段时间,泥层自然地收缩而与模型脱离,即可把形成的粗坯取出,在这一过程中,因为石膏模的吸水性,导致在取出粗坯之后,石膏模内仍然残留有多余水分,此时需要对石膏模进行烘干,烘干后的石膏模方可再次循环使用;
3.但是在传统的注浆成型过程中,烘干阶段需要人工手动将石膏模放置到烘干机下进行烘干,烘干速度慢且效率低下。
技术实现要素:
4.本实用新型的目的在于针对背景技术中的缺陷,提出一种空心模烘干装置,以解决背景技术中的问题。
5.为达此目的,本实用新型采用以下技术方案:
6.一种空心模烘干装置,包括安装于烘干机架的漏斗夹持机构、烘干机构和漏斗输送机构,所述烘干机架设置有石膏模传送带,所述漏斗夹持机构设置于所述石膏模传送带的始端与末端;
7.所述漏斗夹持机构包括龙门架、位移组件和机械抓手,所述龙门架横跨设置于所述烘干机架两侧,所述位移组件可横向滑动于所述龙门架顶部,且与所述机械抓手连接,驱动所述机械抓手升降,所述机械抓手用于抓取漏斗;
8.所述烘干机构包括设置于烘干机架上方的热风供管,所述热风供管的下端面间距安装有多组伸缩管嘴;
9.所述漏斗输送机构包括漏斗输送皮带,所述漏斗输送皮带安装于所述烘干机架两侧,所述漏斗输送皮带安装有漏斗固定器,所述漏斗固定器用于固定漏斗。
10.优选的,所述位移组件包括横向导轨、横向传动杆、传动滑块、横向滑块、滑块固定板和升降驱动气缸,所述横向导轨安装于所述龙门架顶部横杆,所述横向传动杆安装于所述横向导轨上方,所述滑块固定板的下板面安装有所述横向滑块,上板面安装有所述传动滑块,所述横向滑块滑动于所述横向导轨,所述传动滑块滑动于横向传动杆;
11.所述升降驱动气缸安装于所述滑块固定板,所述升降驱动气缸的伸缩端固定有所述机械抓手。
12.优选的,所述漏斗输送皮带侧立安装于所述烘干机架侧边。
13.优选的,所述漏斗固定器呈现y型结构,其末端固定于所述漏斗输送皮带,其开口端突出所述漏斗输送皮带的侧边。
14.优选的,所述烘干机架的两侧及顶部均安装有保温板,所述保温板与所述石膏模传送带拼合构成烘干通道;
15.所述热风供管设置于所述烘干通道。
16.有益效果:
17.本实用新型通过将漏斗插入石膏模,使用伸缩管嘴对准漏斗向石膏模内吹送热风,实现烘干,同时设置漏斗输送机构运输漏斗,以及在烘干起始端与末端均设置漏斗夹持机构插拔漏斗,实现漏斗的循环输送使用,大大提高烘干效率,实现石膏模的批量烘干。
附图说明
18.图1是本实用新型的一个实施例烘干装置的结构示意图;
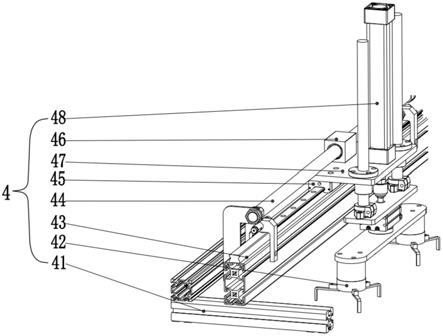
19.图2是本实用新型的一个实施例的漏斗夹持机构的结构示意图。
20.其中:烘干机架3、石膏模传送带31、漏斗夹持机构4、龙门架41、机械抓手42、横向导轨43、横向传动杆44、横向滑块45、传动滑块46、滑块固定板47、升降驱动气缸48、漏斗输送机构5、漏斗输送皮带51、漏斗固定器52、漏斗53、烘干机构6、热风供管61、伸缩管嘴62、保温板63。
具体实施方式
21.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
22.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.本实用新型的一种空心模烘干装置,包括安装于烘干机架3的漏斗夹持机构4、烘干机构6和漏斗输送机构5,所述烘干机架3设置有石膏模传送带31,所述漏斗夹持机构4设置于所述石膏模传送带31的始端与末端;
24.所述漏斗夹持机构4包括龙门架41、位移组件和机械抓手42,所述龙门架41横跨设置于所述烘干机架3两侧,所述位移组件可横向滑动于所述龙门架41 顶部,且与所述机械抓手42连接,驱动所述机械抓手42升降,所述机械抓手 42用于抓取漏斗53;
25.所述烘干机构6包括设置于烘干机架3上方的热风供管61,所述热风供管 61的下端面间距安装有多组伸缩管嘴62;
26.所述漏斗输送机构5包括漏斗输送皮带51,所述漏斗输送皮带51安装于所述烘干机架3两侧,所述漏斗输送皮带51安装有漏斗固定器52,所述漏斗固定器52用于固定漏斗53。
27.在本实施例中,如图1和图2所示,通过所述石膏模传送带31运输空石膏模,空石膏模从所述石膏模传送带31的始端进入,所述位移组件驱动所述机械抓手42横向滑动至所述漏斗输送皮带51上方,接着驱动所述机械抓手42下降抓取所述漏斗固定器52上的漏斗53,接着上升,横移至孔石膏模的正上方,所述位移组件继续驱动所述机械抓手42下降,将漏斗
53插入空石膏模内,然后复位,如此往复,将进入所述石膏模传送带31上的空石膏模分别插入漏斗53;
28.进一步的,空石膏模插入漏斗53后,随着石膏模传送带31的传送,来到所述热风供管61的下方,所述热风供管61使用所述伸缩管嘴62对准所述空石膏模的漏斗53,向空石膏模内吹送热风,利用热风对石膏模内腔进行烘干;
29.进一步的,当石膏模烘干结束后,随着所述石膏模传送带31的传送,来到其末端,所述石膏模传送带31的末端同样设置有所述漏斗夹持机构4,利用所述漏斗夹持机构4将漏斗53抓取并放置到所述漏斗输送皮带51上空的漏斗固定器52内,烘干好的空石膏模则进入下一工艺,所述漏斗输送皮带51接着运输漏斗53来到所述石膏模传送带31的始端,完成烘干。
30.优选的,所述位移组件包括横向导轨43、横向传动杆44、传动滑块46、横向滑块45、滑块固定板47和升降驱动气缸48,所述横向导轨43安装于所述龙门架41顶部横杆,所述横向传动杆44安装于所述横向导轨43上方,所述滑块固定板47的下板面安装有所述横向滑块45,上板面安装有所述传动滑块46,所述横向滑块45滑动于所述横向导轨,所述传动滑块46滑动于横向传动杆44;
31.所述升降驱动气缸48安装于所述滑块固定板47,所述升降驱动气缸48的伸缩端固定有所述机械抓手42。
32.具体的,在本实施例中,通过气缸驱动所述横向传动杆44传动,带动所述传动滑块46横向滑动于所述横向传送杆,由于所述传动滑块46固定在所述滑块固定板47,而所述滑块固定板47下板面固定有所述横向滑块45,进而带动所述滑块固定板47沿所述横向导轨43进行横向滑动;
33.进一步的,所述升降驱动气缸48与所述滑块固定板47固定,且所述升降驱动气缸48的伸缩端与所述机械抓手42固定,通过所述升降驱动气缸48的驱动,使所述机械抓手42可以进行升降,通过横向移动与纵向升降,来实现机械抓手42从漏斗固定器52抓取漏斗53,并插入到空石膏模内,以及反向操作之。
34.优选的,所述漏斗输送皮带51侧立安装于所述烘干机架3侧边。
35.在本实施例中,所述烘干机架3的起始端与末端均设置有两个滚轮,两个滚轮一上一下设置,所述漏斗输送皮带51通过套设滚轮,侧立式安装于所述烘干机架3侧边;在本实施例中,由于所述漏斗输送皮带51是用来输送漏斗53,考虑到漏斗53高度比较长,为了避免在运输中发生漏斗53刮蹭,所以采用侧立式来安装所述漏斗输送皮带51,同时通过侧立式安装,可以最大程度的减少所述烘干机架3的宽度,避免占用过多生产空间。
36.优选的,所述漏斗固定器52呈现y型结构,其末端固定于所述漏斗输送皮带51,其开口端突出所述漏斗输送皮带51的侧边。
37.在本实施例中,所述漏斗固定器52的y型结构的开口端用于放置漏斗53,将漏斗53插入所述开口端即可实现漏斗53的固定,同时为了避免方便所述机械抓手42抓取和放置漏斗53,将漏斗固定器52设置为其开口端突出于漏斗输送皮带51的侧边。
38.优选的,所述烘干机架3的两侧及顶部均安装有保温板63,所述保温板63 与所述石膏模传送带31拼合构成烘干通道;
39.所述热风供管61设置于所述烘干通道。
40.在本实施例中,在所述烘干机架3的两侧及顶部拼合所述保温板63,三面的保温板63与所述石膏模传送带31构成一条烘干通道,在所述热风供管61往石膏模内吹送热风时,其漏出来的热风将最大程度的保留在所述烘干通道内,使得烘干通道内的温度升高,同样对石膏模的外表面起到烘干的效果。
41.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1