一种基于单位熟料冷却风量的篦冷机智能控制方法与流程
1.本发明涉及水泥生产工艺技术领域,具体涉及一种基于单位熟料冷却风量的篦冷机智能控制方法。
背景技术:
2.篦式冷却机是一种热工设备,在较短的时间内,通过把熟料输送至外部的过程,促使高温熟料与冷空气之间进行热交换,通过骤冷促使水泥熟料迅速冷却。并且能够把大部分热量回收利用,这就是篦冷机的主要功能。篦冷机系统是新型干法水泥熟料生产线的核心部件之一,其篦下风机群、篦床速度、头排风机的优化控制,对于稳定窑内热工制度、提高换热效率冷却效率,降低系统能耗起着重要作用。篦冷机构造非常复杂,动态生产环境条件下,内部固气换热为非平衡状态换热,具有非线性、滞后性、时变性的特点,致使动态生产过程控制难度升级。
3.近年来,随着先进控制软件的出现,解决了一部分头排风机及篦速的自动控制,但由于篦冷机总供风量的不稳定导致系统锅炉总收入热量不稳定,进而影响系统发电量。精准控制篦冷机风机群、篦床速度、废气排放量(头排风机转速)由此显得突出。
技术实现要素:
4.本发明的目的在于,针对上述现有技术的不足,提出一种基于单位熟料冷却风量的篦冷机智能控制方法,解决了动态篦下风机群各风机风量自计算、目标风量自设定,结合先进控制软件实现了篦下风机转速(或挡板开度)自调整、一二段篦速自调整、头排风机转速自调整,以此实现了篦冷机的智能控制,提升了篦冷机的热回收效率及冷却效率,降低了系统能源消耗,稳定并优化了熟料的冷却制度,一定程度提升了熟料的品质与强度,同时解放了中控操作工的双手与大脑。
5.本发明提出一种基于单位熟料冷却风量的篦冷机智能控制方法,包括如下步骤:分别对篦冷风机群、篦床速度、头排风机转速进行调节;对篦冷风机群进行调节包括:篦下风机群风量控制子系统根据各个篦冷机标况用风量设定各个篦下风机的目标风量,在各个篦下风机基于对应的目标风量开启时篦下风机群风量控制子系统计算获取各个篦下风机的实时风量,风机执行器根据实时风量和风机额定电流约束值进行调整;对篦床速度进行调节包括:篦床速度控制子系统基于风室压力、一段驱动压力调节一段篦速,并根据一段篦速、二段篦速比例关系进行调节二段篦速;对头排风机转速进行调节包括:头排风机控制子系统根据窑头罩负压进行调整头排风机转速。
6.进一步地,头排风机控制子系统根据窑头罩负压进行调整头排风机转速具体包括:基于工厂实际工况设定窑头罩负压目标值,搭建关于头排风机转速与窑头罩负压的第一mpc控制器,第一mpc控制器基于窑头罩负压目标值调节头排风机转速。
7.进一步地,篦下风机群风量控制子系统包括篦下风机f1a、f1b、f2、f3、f4、f5、f6、f7、f8、f9、f10、f11、f12,篦下风机群风量控制子系统计算获取各个篦下风机的实时风量具体包括:在风机出风管道安装压力检测件和温度检测件,所述压力检测件分别检测对应风机运行时的管道压力p
f1a
、p
f1b
、p
f2
、p
f3
、p
f4
、p
f5
、p
f6
、p
f7
、p
f8
、p
f9
、p
f10
、p
f11
、p
f12
,所述温度检测件分别检测对应风机运行时的风量风温t
f1a
、t
f1b
、t
f2
、t
f3
、t
f4
、t
f5
、t
f6
、t
f7
、t
f8
、t
f10
、t
f11
、t
f12
;标定并绘制风机的性能曲线,基于特性曲线获取风机功耗与风量系数c
f1a
、c
f1b
、c
f2
、c
f3
、c
f4
、c
f5
、c
f6
、c
f7
、c
f8
、c
f9
、c
f10
、c
f11
、c
f12
;构建关于风机实时风量与风管压力p
f1a
、p
f1b
、p
f2
、p
f3
、p
f4
、p
f5
、p
f6
、p
f7
、p
f8
、p
f9
、p
f10
、p
f11
、p
f12
,风管风温t
f1a
、t
f1b
、t
f2
、t
f3
、t
f4
、t
f5
、t
f6
、t
f7
、t
f8
、t
f9
、t
f10
、t
f11
、t
f12
,风机电流a
f1a
、a
f1b
、a
f2
、a
f3
、a
f4
、a
f5
、a
f6
、a
f7
、a
f8
、a
f9
、a
f10
、a
f11
、a
f12
,风机电压v
f1a
、v
f1b
、v
f2
、v
f3
、v
f4
、v
f5
、v
f6
、v
f7
、v
f8
、v
f9
、v
f10
、v
f11
、v
f12
,风机功率与风量系数c
f1a
、c
f1b
、c
f2
、c
f3
、c
f4
、c
f5
、c
f6
、c
f7
、c
f8
、c
f9
、c
f10
、c
f11
、c
f12
的第一模型;获取风机电流、风机电压,将风管压力、风管风温、风机电流、风机电压、风机功率与风量系数分别输入第一模型,第一模型输出实时风量q’f1a
、q’f1b
、q’f2
、q’f3
、q’f4
、q’f5
、q’f6
、q’f7
、q’f8
、q’f9
、q’f10
、q’f11
、q’f12
。
8.进一步地,设定不同产量负荷下篦速上下限、篦床压力上下限具体包括:获取中控产量对应篦速范围、篦床压力范围调整数据表,基于调整数据表和实际喂料负荷利用插值公式做插值运算分别获取篦速上限s1_hl、篦速下限s1_ll、篦床压力上限p
f2
_hl、篦床压力下限p
f2
_ll。
9.进一步地,篦床速度控制子系统基于风室压力、一段驱动压力调节一段篦速,并根据一段篦速、二段篦速比例关系进行获取二段篦速具体包括:搭建篦速s1与篦下压力p
f2
、篦床驱动压力p
driving
的控制器,控制器调节一段篦速使得一段篦速在篦速上限s1_hl和篦速下限s1_ll范围内以及篦床驱动压力在篦床压力上限p
f2
_hl、篦床压力下限p
f2
_ll范围内,控制器基于调整数据表中的一段篦速、二段篦速的比例关系调节二段篦速。
10.进一步地,篦下风机群风量控制子系统根据各个篦冷机标况用风量设定各个篦下风机的目标风量具体包括:获取风量数据表;根据风量数据表利用插值公式分别获取篦下风机f1a、f1b、f2、f3、f4、f5、f6、f7、f8、f9、f10、f11、f12的目标风量q
f1a_sp
、q
f1b_sp
、q
f2_sp
、q
f3_sp
、q
f4_sp
、q
f5_sp
、q
f6_sp
、q
f7_sp
、q
f8_sp
、q
f9_sp
、q
f10_sp
、q
f11_sp
、q
f12_sp
,插值公式为,其中qn为所在档位下限风量基准值,q
n+1
为所在档位上限风量基准值,m为实际喂料负荷,vn为所在档位下限喂料负荷,v
n+1
为所在档位上限喂料负荷。
11.进一步地,风机执行器根据实时风量和风机额定电流约束值进行调整具体包括:搭建风机执行器与风量、风机电流的第二mpc控制器,第二mpc控制器在风机电流不超过额定电流的条件下通过调节风机执行器使得各个风机的实时风量调节至目标风量。
12.进一步地,获取风量数据表具体包括:基于产线标准煤耗值计算获取窑炉用风量,窑炉用风量公式为,其中为窑炉用风量,为窑熟料台时,b为产线标准煤耗值;篦冷机篦床料层上方风速由前至后依次梯度下降,为保证窑炉氧含量充足设置高温段风为1.1倍窑炉用风,,其中q’f1a
、q’f1b
、q’f2
、q’f3
、q’f4
、q’f5
分别
为风机f1a、f1b、f2、f3、f4、f5对应的实时风量,根据上述情况定位满负荷各风机满负荷的基准风量q
f1a
、q
f1b
、q
f2
、q
f3
、q
f4
、q
f5
、q
f6
、q
f7
、q
f8
、q
f9
、q
f10
、q
f11
、q
f12
,并细化形成不同喂料负荷下的风量数据表。
13.进一步地,根据出篦冷机熟料温度t
clinker
自优化中低温段风机风量,将出冷却机熟料温度控制100
±
10℃以内,每降低单位熟料温度10℃控制增加0.015nm3/kg耗风量,如果熟料温度持续1小时不在100
±
10℃以内,则结合温度将预设温段风量自更新一次。
14.本发明的一种基于单位熟料冷却风量的篦冷机智能控制方法有以下有益效果:本发明提供的自动优化调节风机及篦速的控制方法,可以实现通常工艺工况的连续不间断运行,结合喂料负荷及出冷却机熟料温度自动优化目标风量、风机转速及篦速,有效的解放了操作工的双手与大脑,稳定并提高了二三次风温度,降低了出冷却机熟料温度,有效的提高了篦冷机热回收效率及冷却效率,精准定位风量,降低了系统能源消耗。熟料冷却制度的优化与稳定,一定程度有利于提升了熟料的品质与强度。
附图说明
15.并入到说明书中并且构成说明书的一部分的附图示出了本发明的实施例,并且与描述一起用于解释本发明的原理。在这些附图中,类似的附图标记用于表示类似的要素。下面描述中的附图是本发明的一些实施例,而不是全部实施例。对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,可以根据这些附图获得其他的附图。
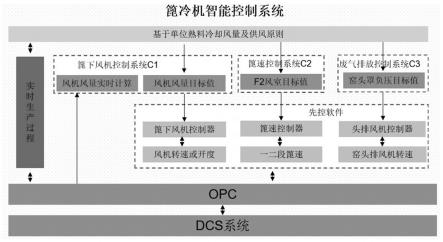
16.图1为本发明一种基于单位熟料冷却风量的篦冷机智能控制方法中的智能控制架构图;图2为本发明一种基于单位熟料冷却风量的篦冷机智能控制方法中的篦冷机工艺流程图;图3为本发明一种基于单位熟料冷却风量的篦冷机智能控制方法中的挡板式离心风机的管路特性曲线;图4为本发明一种基于单位熟料冷却风量的篦冷机智能控制方法中的变频式离心风机的管路特性曲线;图5为本发明一种基于单位熟料冷却风量的篦冷机智能控制方法中的风机特性曲线;图6为本发明一种基于单位熟料冷却风量的篦冷机智能控制方法中的风量数据表;图7为本发明一种基于单位熟料冷却风量的篦冷机智能控制方法中的调整数据表;图8为本发明一种基于单位熟料冷却风量的篦冷机智能控制方法中的篦床熟料温度表。
具体实施方式
17.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员
在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
18.请参阅图1-8。本发明实施例的一种基于单位熟料冷却风量的篦冷机智能控制方法,包括如下步骤:分别对篦冷风机群、篦床速度、头排风机转速进行调节;对篦冷风机群进行调节包括:篦下风机群风量控制子系统根据各个篦冷机标况用风量设定各个篦下风机的目标风量,在各个篦下风机基于对应的目标风量开启时篦下风机群风量控制子系统计算获取各个篦下风机的实时风量,风机执行器根据实时风量和风机额定电流约束值进行调整;对篦床速度进行调节包括:篦床速度控制子系统基于风室压力、一段驱动压力调节一段篦速,并根据一段篦速、二段篦速比例关系进行调节二段篦速;对头排风机转速进行调节包括:头排风机控制子系统根据窑头罩负压进行调整头排风机转速。
19.具体的,篦式冷却机的操作目标是要提高冷却效率,降低冷却后的熟料温度,提高热回收效率,保持稳定较高的二、三次风温,保证窑头收尘、输送系统安全运行,为实现这个目标,需要分别对篦冷风机群、篦床速度、头排风机转速进行调节。应用本技术的篦冷机智能控制系统包括篦下风机群风量控制子系统c1、篦床速度控制子系统c2、废气排放(头排风机)控制子系统c3。篦下风机群风量控制子系统c1,通过结合篦冷机标况用风量及供风原则自动给定篦下风机群中各个风机各自的目标风量,风机执行器(频率、挡板开度)结合实时风量及风机额定电流约束值进行自动调整;篦床速度控制子系统c2,通过结合f2风室压力、一段驱动压力自动调整一段篦速,根据一二段篦速比例关系进行调整二段篦速;废气排放(头排风机)控制子系统c3,结合窑头罩负压进行调整头排风机转速,兼顾煤磨开停工况的控制。本发明通过理论与实践相结合的方式,克服现有技术风量无法准确实时检测的难点,通过利用数据分析技术对dcs实时数据建模、计算并设定风机转速、篦速,有效的统一了中控操作工的操作思想,提高了篦冷机的热回收效率,降低了出篦冷机熟料温度,降低了熟料生产的标准煤耗。
20.头排风机控制子系统根据窑头罩负压进行调整头排风机转速具体包括:基于工厂实际工况设定窑头罩负压目标值,搭建关于头排风机转速与窑头罩负压的第一mpc控制器,第一mpc控制器基于窑头罩负压目标值调节头排风机转速。
21.具体的,废气排放(头排风机)控制子系统c3包括头排风机频率或挡板开度(hz
esp
或v
esp
)的自调整。窑头罩负压目标值设定需结合工厂实际工况决定,一般选取保证窑头不冒飞沙的最小负压值,一般设置在-50~-100pa。
22.具体的,窑头罩负压是判断篦冷机运行的关键指标。通过窑头罩负压变化能够观察到篦冷机出现变化。不过要想知道是篦冷机那个地方的变化需要多年的实践经验才能够判断。当然之所以这样说是因为很多因素影响到窑头罩负压的变化。篦速、料层、结粒、掉窑皮、跨圈、头尾排拉风、投料量等等,影响的因素很多。不过正常操作的过程中,窑头罩的负压只要是在稳定的状态下,高低对要煅烧的影响不是很大,但是对环境的影响是很大的。其它条件不变,头排风机拉大,窑头负压增大,二次风温提高;否则反之;其它条件不变,高温风机拉大,窑头负压增大,二次风温降低;否则反之;其它条件不变,一室风量加大,窑头负
压降低,二次风温轻微降低;否则反之;其它条件不变,提高一段篦床速度,窑头罩负压降低,二次风温降低。
23.篦下风机群风量控制子系统包括篦下风机f1a、f1b、f2、f3、f4、f5、f6、f7、f8、f9、f10、f11、f12,篦下风机群风量控制子系统计算获取各个篦下风机的实时风量具体包括:在风机出风管道安装压力检测件和温度检测件,所述压力检测件分别检测对应风机运行时的管道压力p
f1a
、p
f1b
、p
f2
、p
f3
、p
f4
、p
f5
、p
f6
、p
f7
、p
f8
、p
f9
、p
f10
、p
f11
、p
f12
,所述温度检测件分别检测对应风机运行时的风量风温t
f1a
、t
f1b
、t
f2
、t
f3
、t
f4
、t
f5
、t
f6
、t
f7
、t
f8
、t
f10
、t
f11
、t
f12
;标定并绘制风机的性能曲线,基于特性曲线获取风机功耗与风量系数c
f1a
、c
f1b
、c
f2
、c
f3
、c
f4
、c
f5
、c
f6
、c
f7
、c
f8
、c
f9
、c
f10
、c
f11
、c
f12
;构建关于风机实时风量与风管压力p
f1a
、p
f1b
、p
f2
、p
f3
、p
f4
、p
f5
、p
f6
、p
f7
、p
f8
、p
f9
、p
f10
、p
f11
、p
f12
,风管风温t
f1a
、t
f1b
、t
f2
、t
f3
、t
f4
、t
f5
、t
f6
、t
f7
、t
f8
、t
f9
、t
f10
、t
f11
、t
f12
,风机电流a
f1a
、a
f1b
、a
f2
、a
f3
、a
f4
、a
f5
、a
f6
、a
f7
、a
f8
、a
f9
、a
f10
、a
f11
、a
f12
,风机电压v
f1a
、v
f1b
、v
f2
、v
f3
、v
f4
、v
f5
、v
f6
、v
f7
、v
f8
、v
f9
、v
f10
、v
f11
、v
f12
,风机功率与风量系数c
f1a
、c
f1b
、c
f2
、c
f3
、c
f4
、c
f5
、c
f6
、c
f7
、c
f8
、c
f9
、c
f10
、c
f11
、c
f12
的第一模型;获取风机电流、风机电压,将风管压力、风管风温、风机电流、风机电压、风机功率与风量系数分别输入第一模型,第一模型输出实时风量q’f1a
、q’f1b
、q’f2
、q’f3
、q’f4
、q’f5
、q’f6
、q’f7
、q’f8
、q’f9
、q’f10
、q’f11
、q’f12
。
24.设定不同产量负荷下篦速上下限、篦床压力上下限具体包括:获取中控产量对应篦速范围、篦床压力范围调整数据表,基于调整数据表和实际喂料负荷利用插值公式做插值运算分别获取篦速上限s1_hl、篦速下限s1_ll、篦床压力上限p
f2
_hl、篦床压力下限p
f2
_ll。
25.具体的,篦床速度控制子系统c2包括一段篦速s1、二段篦速s2自设定。
26.请参阅图7,篦床速度控制子系统基于风室压力、一段驱动压力调节一段篦速,并根据一段篦速、二段篦速比例关系进行获取二段篦速具体包括:搭建篦速s1与篦下压力p
f2
、篦床驱动压力p
driving
的控制器,控制器调节一段篦速使得一段篦速在篦速上限s1_hl和篦速下限s1_ll范围内以及篦床驱动压力在篦床压力上限p
f2
_hl、篦床压力下限p
f2
_ll范围内,控制器基于调整数据表中的一段篦速、二段篦速的比例关系调节二段篦速。
27.具体的,s3,结合中控产量对应篦速范围、篦床压力范围调整表,自设定不同产量负荷下篦速上下限、篦床压力上下限。考虑物料结粒对f2风室压力的影响,因一段驱动压力只与篦床上方物料多少有关,与物料结粒无关,本方法通过搭建一段篦速与f2风室压力、一段驱动压力模型,采用提高一段驱动压力平稳性,过程兼顾被控变量上下限来兑现篦速的自动控制,二段与一般之间按比例进行控制。
28.具体的,s3.1,查阅中控产量对应篦速范围、篦床压力范围调整数据表,请参阅图7;s3.2,结合实际喂料负荷,查阅图7中的表格数据,利用插值公式做插值,自设定篦速上下限(s1_hl、s1_ll),篦床压力上下限(p
f2
_hl、p
f2
_ll);s3.3,搭建篦速s1与篦下压力p
f2
、篦床驱动压力p
driving
的控制器,保证篦床驱动压力不超载,篦床压力平稳性提高,以实现一段篦速的自动调节;s3.4,二段篦速依照s3.1表中比例关系进行自动调节。
29.请参阅图6,篦下风机群风量控制子系统根据各个篦冷机标况用风量设定各个篦下风机的目标风量具体包括:获取风量数据表;根据风量数据表利用插值公式分别获取篦下风机f1a、f1b、f2、f3、f4、f5、f6、f7、f8、f9、f10、f11、f12的目标风量q
f1a_sp
、q
f1b_sp
、q
f2_sp
、q
f3_sp
、q
f4_sp
、q
f5_sp
、q
f6_sp
、q
f7_sp
、q
f8_sp
、q
f9_sp
、q
f10_sp
、q
f11_sp
、q
f12_sp
,插值公式为
,其中qn为所在档位下限风量基准值,q
n+1
为所在档位上限风量基准值,m为实际喂料负荷,vn为所在档位下限喂料负荷,v
n+1
为所在档位上限喂料负荷。
30.风机执行器根据实时风量和风机额定电流约束值进行调整具体包括:搭建风机执行器与风量、风机电流的第二mpc控制器,第二mpc控制器在风机电流不超过额定电流的条件下通过调节风机执行器使得各个风机的实时风量调节至目标风量。
31.请参阅图6、8,获取风量数据表具体包括:基于产线标准煤耗值计算获取窑炉用风量,窑炉用风量公式为,其中为窑炉用风量,为窑熟料台时,b为产线标准煤耗值;篦冷机篦床料层上方风速由前至后依次梯度下降,为保证窑炉氧含量充足设置高温段风为1.1倍窑炉用风,,其中q’f1a
、q’f1b
、q’f2
、q’f3
、q’f4
、q’f5
分别为风机f1a、f1b、f2、f3、f4、f5对应的实时风量,根据上述情况定位满负荷各风机满负荷的基准风量q
f1a
、q
f1b
、q
f2
、q
f3
、q
f4
、q
f5
、q
f6
、q
f7
、q
f8
、q
f9
、q
f10
、q
f11
、q
f12
,并细化形成不同喂料负荷下的风量数据表。
32.获取各个篦下风机对应风室篦板面积s
f1a
、s
f1b
、s
f2
、s
f3
、s
f4
、s
f5
、s
f6
、s
f7
、s
f8
、s
f9
、s
f10
、s
f11
、s
f12
,基于篦板面积和实时风量计算获取风量穿透篦板上熟料层的实时风速x
f1a
、x
f1b
、x
f2
、x
f3
、x
f4
、x
f2
、x
f5
、x
f6
、x
f7
、x
f8
、x
f9
、x
f10
、x
f11
、x
f12
,风机执行器调整使得第一台风机对应篦床上方物料的实时风速为第一预设值、最后一台风机对应篦床上方物料的实时风速为第二预设值且相邻风室上方物料的风速差小于第三预设值。
33.具体的,结合冷却机设计及供风要求,篦冷机篦床料层上方风速由前至后依次梯度下降,标况下,第一台风机对应篦床上方物料风速约为1.45m/s,最后一台风机对应篦床上方物料风速约为0.6m/s,相邻风室上方物料风速差小于0.2m/s。
34.根据出篦冷机熟料温度t
clinker
自优化中低温段风机风量,将出冷却机熟料温度控制100
±
10℃以内,每降低单位熟料温度10℃控制增加0.015nm3/kg耗风量,如果熟料温度持续1小时不在100
±
10℃以内,则结合温度将预设温段风量自更新一次。
35.具体的,本技术中以7500tpd生产线阐述,13台篦下风机,篦下风机群风量控制子系统c1包括篦下风机f1a、f1b、f2、f3、f4、f5、f6、f7、f8、f9、f10、f11、f12的目标风量q
f1a_sp
、q
f1b_sp
、q
f2_sp
、q
f3_sp
、q
f4_sp
、q
f5_sp
、q
f6_sp
、q
f7_sp
、q
f8_sp
、q
f9_sp
、q
f10_sp
、q
f11_sp
、q
f12_sp
的自设定、实时风量q’f1a
、q’f1b
、q’f2
、q’f3
、q’f4
、q’f5
、q’f6
、q’f7
、q’f8
、q’f9
、q’f10
、q’f11
、q’f12
的自计算、风机频率hz
f1a
、hz
f1b
、hz
f2
、hz
f3
、hz
f4
、hz
f5
、hz
f6
、hz
f7
、hz
f8
、hz
f9
、hz
f10
、hz
f11
、hz
f12
或风机挡板开度k
f1a
、k
f1b
、k
f2
、k
f3
、k
f4
、k
f5
、k
f6
、k
f7
、k
f8
、k
f9
、k
f10
、k
f11
、k
f12
的自调整。
36.篦下风机f1a、f1b、f2、f3、f4、f5、f6、f7、f8、f9、f10、f11、f12目标风量(q
f1a_sp
、q
f1b_sp
、q
f2_sp
、q
f3_sp
、q
f4_sp
、q
f5_sp
、q
f6_sp
、q
f7_sp
、q
f8_sp
、q
f9_sp
、q
f10_sp
、q
f11_sp
、q
f12_sp
)的自设定、实时风量(q’f1a
、q’f1b
、q’f2
、q’f3
、q’f4
、q’f5
、q’f6
、q’f7
、q’f8
、q’f9
、q’f10
、q’f11
、q’f12
)的自计算,具体方法如下:s2.1,风机出风管道安装压力及温度检测仪表,检测对应风机运行时的管道压力p
f1a
、p
f1b
、p
f2
、p
f3
、p
f4
、p
f5
、p
f6
、p
f7
、p
f8
、p
f9
、p
f10
、p
f11
、p
f12
及风量风温t
f1a
、t
f1b
、t
f2
、t
f3
、t
f4
、t
f5
、
t
f6
、t
f7
、t
f8
、t
f9
、t
f10
、t
f11
、t
f12
;s2.2,标定并绘制风机的性能曲线,确定风机功耗与风量系数c
f1a
、c
f1b
、c
f2
、c
f3
、c
f4
、c
f5
、c
f6
、c
f7
、c
f8
、c
f9
、c
f10
、c
f11
、c
f12
,请参阅图3-5;以f1a举例说明,挡板式 变频式 其中:k
f1a
表示挡板开度;0.9表示风机最大做功系数,一般在0.75-0.92之间;表示挡板开度转换入口阀门控制做功系数,4.25为根据绘制曲线确定的系数;即结合图3-5绘制的曲线确定整个关系式。
37.s2.3,构建风机实时标况风量与风管压力(p
f1a
、p
f1b
、p
f2
、p
f3
、p
f4
、p
f5
、p
f6
、p
f7
、p
f8
、p
f9
、p
f10
、p
f11
、p
f12
)、风管风温(t
f1a
、t
f1b
、t
f2
、t
f3
、t
f4
、t
f5
、t
f6
、t
f7
、t
f8
、t
f9
、t
f10
、t
f11
、t
f12
)、风机电流(a
f1a
、a
f1b
、a
f2
、a
f3
、a
f4
、a
f5
、a
f6
、a
f7
、a
f8
、a
f9
、a
f10
、a
f11
、a
f12
)、风机电压(v
f1a
、v
f1b
、v
f2
、v
f3
、v
f4
、v
f5
、v
f6
、v
f7
、v
f8
、v
f9
、v
f10
、v
f11
、v
f12
)、风机功率与风量系数(c
f1a
、c
f1b
、c
f2
、c
f3
、c
f4
、c
f5
、c
f6
、c
f7
、c
f8
、c
f9
、c
f10
、c
f11
、c
f12
)的第一模型,输出实时风量(q’f1a
、q’f1b
、q’f2
、q’f3
、q’f4
、q’f5
、q’f6
、q’f7
、q’f8
、q’f9
、q’f10
、q’f11
、q’f12
)并结合窑熟料台时(kg/h)v
feed
计算实时单位熟料用风量q,一般篦冷机标况单位熟料耗风量为1.85-2.1nm3/kg.cal,具体公式(以f1a风机举例说明)明)s2.4,收集各个风机对应风室篦板面积s
f1a
、s
f1b
、s
f2
....s
f12,
计算风量穿透篦板上熟料层风速x
f1a
、x
f1b
、x
f2
、x
f3
、x
f4
、x
f2
、x
f5
、x
f6
、x
f7
、x
f8
、x
f9
、x
f10
、x
f11
、x
f12
,以f1a风机举例说明,公式s2.5,结合产线标准煤耗值b(一般熟料标准煤耗为93-105kg/t.cal),计算窑炉用风量,窑炉用风量公式s2.6,结合冷却机设计及供风要求,篦冷机篦床料层上方风速由前至后依次梯度下降,标况下,第一台风机对应篦床上方物料风速约为1.45m/s,最后一台风机对应篦床上方物料风速约为0.6m/s,相邻风室上方物料风速差小于0.2m/s。为保证窑炉氧含量充足,一般要求高温段风为1.1倍窑炉用风, 结合上述情况定位满负荷各风机满负荷的基准风量(q
f1a
、q
f1b
、q
f2
、q
f3
、q
f4
、q
f5
、q
f6
、q
f7
、q
f8
、q
f9
、q
f10
、q
f11
、q
f12
),并细化不同喂料量下的风量表,请参阅图6、8。
38.s2.7 ,根据不同产量查表,进行做插值自设定篦下风机f1a、f1b、f2、f3、f4、f5、f6、f7、f8、f9、f10、f11、f12风量(q
f1a_sp
、q
f1b_sp
、q
f2_sp
、q
f3_sp
、q
f4_sp
、q
f5_sp
、q
f6_sp
、q
f7_sp
、q
f8_sp
、q
f9_sp
、q
f10_sp
、q
f11_sp
、q
f12_sp
)。插值公式如下:其中:qn为所在档位下限风量基准值,q
n+1
为所在档位上限风量基准值,m为实际喂料负荷,vn为所在档位下限喂料负荷,v
n+1
为所在档位上限喂料负荷。
39.举例说明:假设当前喂料负荷85%,则q
f1a_sp
=q
f1a*
0.92+(85%-80%)/(90%-80%)*(0.97-0.92)*q
f1aqf1a_sp
、q
f1b_sp
、q
f2_sp
、q
f3_sp
、q
f4_sp
、q
f5_sp
、q
f6_sp
、q
f7_sp
、q
f8_sp
、q
f9_sp
、q
f10_sp
、q
f11_sp
、q
f12_sp
依照图6所示的表格依次类推,不再展开。
40.s2.8,根据出篦冷机熟料温度t
clinker
自优化中低温段风机风量,一般出冷却机熟料温度控制100
±
10℃以内,每降低单位熟料温度10℃约需要增加0.015nm3/kg。如果熟料温度持续1小时不在100
±
10℃以内,低温段风量需要结合温度自更新一次。以f6风机举例说明,公式如下其中表示n个周期风量设定值,表示n+1个周期风量设定值。
41.s2.9,搭建风机群执行器与风量、风机电流的第二mpc先进控制器,以实现风机自动调节兑现所设的目标风量,过程保护风机不超额定电流。
42.上面描述的内容可以单独地或者以各种方式组合起来实施,而这些变型方式都在本发明的保护范围之内。
43.需要说明的是,在本技术的描述中,指示的方位或位置关系的术语“上端”、“下端”、“底端”为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包含一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
…”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
44.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制。尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1