一种用于高铁滑板的自动加压固化炉及其固化方法与流程
1.本发明涉及轨道交通技术领域,尤其涉及一种用于高铁滑板的自动加压固化炉及其固化方法。
背景技术:
2.高铁滑板是高铁动力的来源,也是高铁与高压接触网唯一连接的部件。由于高铁的运行速度较高、运行条件较苛刻,因此高铁滑板的自身性能要求较高。高铁滑板主要性能包括电阻率、气密性、抗冲击性能、摩擦性能等,高铁滑板的主要生产流程包括折弯、打孔、粘接、固化、组装等,其中,高铁滑板固化性能的优劣是影响其粘接物理性能、电阻率等性能的关键因素。
3.为了保证高铁滑板固化过程中的固化性能,通常需要在固化前需要通过人工控制夹紧工装对粘合在一起的高铁滑板的碳条和托架施加一定的夹紧力,以使高铁滑板碳条和托架受力粘合;但是,在固化过程中,高铁滑板的碳条和托架之间的涂胶层的胶黏剂会固化收缩,导致高铁滑板的整体厚度减小,而由于固化前夹紧工装的夹紧度已经固定,因此当高铁滑板的整体厚度减小时,夹紧工装对高铁滑板夹紧力会减小或失效,导致高铁滑板的碳条和托架之间的粘合效果变差,进而影响高铁滑板的固化性能。
技术实现要素:
4.本发明的目的在于提供一种用于高铁滑板的自动加压固化炉及其固化方法,以提高高铁滑板的固化性能。
5.为了实现上述目的,第一方面,本发明提供一种用于高铁滑板的自动加压固化炉,包括:
6.炉体,炉体内设置有用于承载高铁滑板的承载结构;
7.加热装置,设置于炉体内,用于对高铁滑板进行加热;
8.加压装置,安装于炉体上,用于对高铁滑板施加压力,以使高铁滑板夹紧于加压装置和承载结构之间;
9.压力检测装置,用于检测高铁滑板受到的加压装置对其施加的实时压力值;
10.控制系统,安装于炉体上,加热装置、加压装置和压力检测装置均与控制系统相连,控制系统用于控制加热装置对高铁滑板进行加热,以及根据实时压力值实时控制加压装置对高铁滑板施加压力。
11.采用上述技术方案的情况下,在固化前,可以先通过控制系统控制加压装置对高铁滑板施加压力,然后通过控制系统控制加热装置对高铁滑板加热进行固化,在固化过程中,可以通过压力检测装置检测高铁滑板受到的加压装置对其施加的实时压力值,然后控制系统可以根据实时压力值实时控制加压装置对高铁滑板施加压力,以使固化过程中,控制系统可以通过实时调整加压装置对高铁滑板施加的压力,从而实时调整高铁滑板的碳条和托架受到的夹紧力,进而保证高铁滑板的碳条和托架之间的涂胶层的胶黏剂在固化过程
中固化收缩,导致高铁滑板整体厚度减小时,控制系统可以通过实时调整加压装置对高铁滑板施加的压力,保证高铁滑板的碳条和托架之间夹紧效果良好,进而保证高铁滑板的碳条和托架之间的粘合效果良好,从而提高高铁滑板的固化性能。另外,通过控制系统控制加热装置对高铁滑板进行加热,以及控制加压装置对高铁滑板施加压力时,能够提高固化的效率。
12.在一些可能的实现方式中,控制系统包括压力程控仪,压力程控仪与压力检测装置相连,压力程控仪内设置有预设保压压力和预设保压时间,压力程控仪用于根据实时压力值和预设保压压力之间大小关系,实时调整加压装置对高铁滑板施加的压力值,以保证加压装置对高铁滑板施加的压力值处于稳定状态。如此设置,通过压力程控仪保证加压装置对高铁滑板施加的压力值处于稳定状态,进一步提高高铁滑板的固化性能。
13.在一些可能的实现方式中,加压装置包括依次相连的液压站、液压管、液压缸以及施压件,液压缸安装在炉体上,液压站通过液压管为液压缸供给流体,液压缸的伸缩轴在流体的作用下伸缩时带动施压件运动对高铁滑板施加压力;
14.液压站包括液压控制阀、油压缓冲罐、油泵、油压表、油压传感器、液压电磁阀和液压站控制箱,压力程控仪与液压站控制箱相连,以通过液压站控制箱控制施压件对高铁滑板施加的压力值处于稳定状态。如此设置,通过液压站、液压管、液压缸以及施压件配合能够实现液压加压。
15.在一些可能的实现方式中,承载结构包括夹紧组件,夹紧组件包括上压件、弹簧以及下压件,上压件内部设置有弹簧槽,弹簧位于弹簧槽内,高铁滑板位于下压件和弹簧之间,上压件和下压件相对运动时,下压件通过高铁滑板挤压弹簧,以使弹簧发生形变。如此设置,通过高铁滑板抵压在弹簧上,便于通过弹簧实时调整高铁滑板受到的压力。
16.在一些可能的实现方式中,上压件的上部设置有开口朝上的第一定位槽,下压件的下部设置有开口朝下的第二定位槽,高铁滑板位于第一定位槽和第二定位槽内进行定位,弹簧槽与第一定位槽连通;
17.当下压件运动接触上压件时,高铁滑板与第一定位槽的槽底面之间存在间距,且间距为固定值。如此设置,通过第一定位槽和第二定位槽对高铁滑板进行限位,使得高铁滑板安装更加稳定;高铁滑板与第一定位槽的槽底面之间存在间距时,可以防止高铁滑板与槽底面接触后损伤高铁滑板的表面。
18.在一些可能的实现方式中,承载结构还包括架体,架体上设置有多个夹紧组件;
19.架体设置有多个,且多个架体沿竖直方向依次设置,多个夹紧组件沿竖直方向依次层叠设置。如此设置,通过承载结构能够叠加放置多个高铁滑板,提高作业效率。
20.在一些可能的实现方式中,还包括温度检测装置,温度检测装置用于检测高铁滑板周围环境的实时温度值;
21.控制系统与温度检测装置相连,用于根据实时温度值实时调整加热装置的加热温度。如此设置,便于精确控制炉内的温度。
22.在一些可能的实现方式中,温度检测装置设置有多个,且多个温度检测装置沿竖直方向均匀分布。如此设置,便于保证炉内温度的均匀性。
23.在一些可能的实现方式中,还包括排风装置和鼓风装置,炉体内设置有分隔罩,高铁滑板位于分隔罩内,排风装置与分隔罩内部连通,鼓风装置设置于分隔罩外侧,分隔罩上
设置有通气孔;鼓风装置吹出的风穿过通气孔流入分隔罩内部,且通过排风装置排出。如此设置,便于对炉内进行通风。
24.在一些可能的实现方式中,分隔罩的外侧套设有隔热保温罩,鼓风装置用于朝隔热保温罩和分隔罩之间的空间吹风;
25.加热装置包括位于隔热保温罩和分隔罩之间的电加热管,鼓风装置吹出的风经过电加热管加热后,穿过通气孔流入分隔罩内部,且通过排风装置排出。如此设置,便于通过热风加热高铁滑板,提高加热的均匀性。
26.在一些可能的实现方式中,排风装置包括排风机、排风阀、排风管道以及净化过滤箱,排风机与排风管道相连,排风阀用于控制排风管道中的排风量,净化过滤箱用于净化排风管道排出的气流;
27.控制系统与排风阀相连,用于通过排风阀控制排风装置的排风量。如此设置,提高排风装置的净化过滤程度。
28.第二方面,本发明还提供一种自动加压固化炉的固化方法,包括如上述方案任一项提供的用于高铁滑板的自动加压固化炉,固化方法包括:
29.将固化炉内的高铁滑板夹紧;
30.对固化炉内的高铁滑板加热进行固化;
31.根据高铁滑板固化过程中受到的实际夹紧力大小,实时调整高铁滑板的夹紧程度,以使高铁滑板在固化过程中受到的实际夹紧力保持稳定。
32.采用上述技术方案的情况下,由于采用了本技术中的用于高铁滑板的自动加压固化炉,因此能够提高高铁滑板的固化性能。
附图说明
33.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
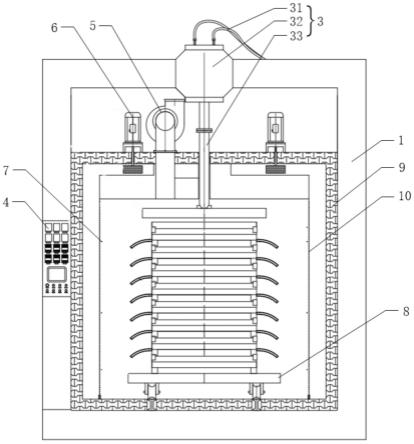
34.图1为本发明中自动加压固化炉的示意图;
35.图2为本发明中自动加压固化炉的剖视图一;
36.图3为本发明中自动加压固化炉的俯视图;
37.图4为本发明中自动加压固化炉的剖视图二;
38.图5为本发明中承载结构的示意图;
39.图6为本发明中夹紧组件的示意图。
40.附图标记:
41.1-炉体,2-加热装置,3-加压装置,31-液压管,32-液压缸,33-施压件,34-液压站,4-控制系统,5-排风装置,6-鼓风装置,7-热电偶,8-承载结构,81-架体,82-上压件,83-下压件,84-弹簧,9-隔热保温罩,10-分隔罩,11-高铁滑板。
具体实施方式
42.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
43.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
44.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
45.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
46.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
47.如图1至图6所示,本发明提供一种用于高铁滑板的自动加压固化炉,包括炉体1、加热装置2、加压装置3、压力检测装置以及控制系统4,炉体1内设置有用于承载高铁滑板11的承载结构8;加热装置2设置于炉体1内,用于对高铁滑板11进行加热;加压装置3安装于炉体1上,用于对高铁滑板11施加压力,以使高铁滑板11夹紧于加压装置3和承载结构8之间;压力检测装置用于检测高铁滑板11受到的加压装置3对其施加的实时压力值;控制系统4安装于炉体1上,控制系统4与加热装置2和加压装置3相连,用于控制加热装置2对高铁滑板11进行加热,以及根据实时压力值实时控制加压装置3对高铁滑板11施加压力。其中,压力检测装置为现有的一种能够检测压力的传感器。
48.采用上述技术方案的情况下,在固化前,可以先通过控制系统4控制加压装置3对高铁滑板11施加压力,然后通过控制系统4控制加热装置2对高铁滑板11加热进行固化,在固化过程中,可以通过压力检测装置检测高铁滑板11受到的加压装置3对其施加的实时压力值,然后控制系统4可以根据实时压力值实时控制加压装置3对高铁滑板11施加压力,以使固化过程中,控制系统4可以通过实时调整加压装置3对高铁滑板11施加的压力,从而实时调整高铁滑板11的碳条和托架受到的夹紧力,进而保证高铁滑板11的碳条和托架之间的涂胶层的胶黏剂在固化过程中固化收缩,导致高铁滑板11整体厚度减小时,控制系统4可以通过实时调整加压装置3对高铁滑板11施加的压力,保证高铁滑板11的碳条和托架之间夹紧效果良好,进而保证高铁滑板11的碳条和托架之间的粘合效果良好,从而提高高铁滑板11的固化性能。另外,通过控制系统4控制加热装置2对高铁滑板11进行加热,以及控制加压装置3对高铁滑板11施加压力时,能够提高固化的效率。
49.在一些实施例中,控制系统4包括压力程控仪,压力程控仪与压力检测装置相连,压力程控仪内设置有预设保压压力和预设保压时间,压力程控仪用于根据实时压力值和预设保压压力之间大小关系,实时调整加压装置3对高铁滑板11施加的压力值,以保证加压装置3对高铁滑板11施加的压力值处于稳定状态。其中,压力程控仪为现有的一种用于控制压
力的程序控制器,压力检测装置将检测的实时压力值传输给压力程控仪,压力程控仪通过比较实时压力值和预设保压压力之间的大小关系,当实时压力值大于预设保压压力时,压力程控仪控制加压装置3减小对高铁滑板11施加的压力值,并维持预设保压时间;当实时压力值小于预设保压压力时,压力程控仪控制加压装置3增大对高铁滑板11施加的压力值,并维持预设保压时间。采用这种结构,通过压力程控仪保证加压装置3对高铁滑板11施加的压力值处于稳定状态,进一步提高高铁滑板11的固化性能。
50.如图1至图3所示,加压装置3包括依次相连的液压站34、液压管31、液压缸32以及施压件33,液压缸32安装在炉体1上,液压站34通过液压管31为液压缸32供给流体,液压缸32的伸缩轴在流体的作用下伸缩时带动施压件33运动对高铁滑板11施加压力;液压站34包括液压控制阀、油压缓冲罐、油泵、油压表、油压传感器、液压电磁阀和液压站34控制箱,压力程控仪与液压站34控制箱相连,以通过液压站34控制箱控制施压件33对高铁滑板11施加的压力值处于稳定状态。其中,施压件33包括连接杆和垂直于连接杆设置的加压板,连接杆和液压缸32的伸缩轴相连。液压控制阀用于控制流体的流量,油压缓冲罐用于存储油液,油泵用于控制油液输送,油压表用于显示油液的压力,油压传感器用于检测油液的压力,本实施例中的压力检测装置即为油压传感器,液压电磁阀用于控制油液的流通与截止,液压站34控制箱用于控制各部件的检测和运动。采用这种结构,通过液压站34、液压管31、液压缸32以及施压件33配合能够实现液压加压,通过液压控制阀、油压缓冲罐、油泵、油压表、油压传感器、液压电磁阀和液压站34控制箱能够实现油液的输送控制。
51.如图1至图6所示,在一些实施例中,承载结构8包括夹紧组件,夹紧组件包括上压件82、弹簧84以及下压件83,上压件82内部设置有弹簧槽,弹簧84位于弹簧槽内,高铁滑板11位于下压件83和弹簧84之间,上压件82和下压件83相对运动时,下压件83通过高铁滑板11挤压弹簧84,以使弹簧84发生形变。其中,弹簧槽开口朝向下压件83,高铁滑板11一侧与下压件83接触,另一侧与弹簧84接触。采用这种结构,通过高铁滑板11抵压在弹簧84上,便于通过平衡高铁滑板11受到加压装置施加的压力,使得高铁滑板11在固化过程中可以通过弹簧84实时调整其受到的压力,进而使高铁滑板11受到的压力保持稳定,进一步提高高铁滑板11的固化性能;同时,上压件82和下压件83相对运动的过程中,通过弹簧84持续对高铁滑板11施加支撑力,可以使高铁滑板11更加稳定。
52.如图4至图6所示,在一些实施例中,上压件82的上部设置有开口朝上的第一定位槽,下压件83的下部设置有开口朝下的第二定位槽,高铁滑板11位于第一定位槽和第二定位槽内进行定位,弹簧槽与第一定位槽连通;当下压件83运动接触上压件82时,高铁滑板11与第一定位槽的槽底面之间存在间距,且间距为固定值。初始状态时,上压件82和下压件83之间的距离大于高铁滑板11的厚度。其中,上压件82上部相对的两侧设置有凸起,通过两个凸起与上压件82的上表面配合形成第一定位槽,下压件83下部相对的两侧设置有凸起,通过两个凸起与下压件83的下表面配合形成第二定位槽,弹簧槽的开口宽度小于第一定位槽的槽底面宽度。采用这种结构,通过第一定位槽和第二定位槽对高铁滑板11进行限位,使得高铁滑板11安装更加稳定;高铁滑板11与第一定位槽的槽底面之间存在间距时,可以防止高铁滑板11与槽底面接触后损伤高铁滑板11的表面。
53.在一些可能的实现方式中,承载结构8还包括架体81,架体81上设置有多个夹紧组件;架体81设置有多个,且多个架体81沿竖直方向依次设置,多个夹紧组件沿竖直方向依次
层叠设置。其中,加压装置可以通过对承载结构8最上方的多个上压件82同时施加压力,从而依次对竖直方向层叠设置的多个夹紧组件施加压力。采用这种结构,相对于现有技术中采用人工控制夹紧工装工作夹紧高铁滑板11的方式,本实施例可以通过承载结构8同时放置多个高铁滑板11,放置时仅需要将高铁滑板11放置于下压件83和弹簧84之间即可,极大的提高了作业效率。另外,上压件82和下压件83上还包括四个位于四个顶角位置的角限位块,通过四个角限位块进行定位,能够使堆叠后的承载结构8更加稳定。
54.如图2所示,本实施例固化炉还包括温度检测装置,温度检测装置用于检测高铁滑板11周围环境的实时温度值;控制系统4与温度检测装置相连,用于根据实时温度值实时调整加热装置2的加热温度。其中,温度检测装置可以为热电偶7。采用这种结构,通过温度检测装置检测高铁滑板11周围环境的实时温度值,便于精确控制炉内的温度,进一步提高高铁滑板11的固化性能。
55.如图2所示,示例性的,温度检测装置设置有多个,且多个温度检测装置沿竖直方向均匀分布。采用这种结构,当多个高铁滑板11依次堆叠放置时,可以通过多个热电偶7同时检测竖直方向上多个位置的实时温度值,进而通过控制加热装置2进行加热,便于保证炉内温度的均匀性。
56.如图1至图4所示,在一些实施例中,固化炉还包括排风装置5和鼓风装置6,炉体1内设置有分隔罩10,高铁滑板11位于分隔罩10内,排风装置5与分隔罩10内部连通,鼓风装置6设置于分隔罩10外侧,分隔罩10上设置有通气孔;鼓风装置6吹出的风穿过通气孔流入分隔罩10内部,且通过排风装置5排出。采用这种结构,便于对炉内进行通风。
57.如图1至图4所示,在一些实施例中,分隔罩10的外侧套设有隔热保温罩9,鼓风装置6用于朝隔热保温罩9和分隔罩10之间的空间吹风;加热装置2包括位于隔热保温罩9和分隔罩10之间的电加热管,鼓风装置6吹出的风经过电加热管加热后,穿过通气孔流入分隔罩10内部,且通过排风装置5排出。采用这种结构,便于通过热风加热高铁滑板11,提高加热的均匀性。其中,隔热保温罩9由保温材料组成,示例性的,炉体1由框架、2mm的铁板和保温材料组成。
58.在一种可选方式中,排风装置5包括排风机、排风阀、排风管道以及净化过滤箱,排风机与排风管道相连,排风阀用于控制排风管道中的排风量,净化过滤箱用于净化排风管道排出的气流;控制系统4与排风阀相连,用于通过排风阀控制排风装置5的排风量。其中,排风阀可以包括蝶阀和伺服电机,采用这种结构,提高排风装置5的净化过滤程度。示例性的,排风管道可以采用0.5mm厚度的雪花铁进行钣金加工而成,净化过滤箱可以采用2mm钢板焊接而成,净化过滤箱的内部可以采用过滤棉和碳粒作为空气净化填充物。
59.第二方面,本发明还提供一种自动加压固化炉的固化方法,包括如上述实施例提供的用于高铁滑板的自动加压固化炉,固化方法包括:
60.将固化炉内的高铁滑板11夹紧;
61.对固化炉内的高铁滑板11加热进行固化;
62.根据高铁滑板11固化过程中受到的实际夹紧力大小,实时调整高铁滑板11的夹紧程度,以使高铁滑板11在固化过程中受到的实际夹紧力保持稳定。
63.采用上述技术方案的情况下,采用上述技术方案的情况下,在固化前,可以先通过控制系统4控制加压装置3对高铁滑板11施加压力,然后通过控制系统4控制加热装置2对高
铁滑板11加热进行固化,在固化过程中,可以通过压力检测装置检测高铁滑板11受到的加压装置3对其施加的实时压力值,然后控制系统4可以根据实时压力值实时控制加压装置3对高铁滑板11施加压力,以使固化过程中,控制系统4可以通过实时调整加压装置3对高铁滑板11施加的压力,从而实时调整高铁滑板11的碳条和托架受到的夹紧力,进而保证高铁滑板11的碳条和托架之间的涂胶层的胶黏剂在固化过程中固化收缩,导致高铁滑板11整体厚度减小时,控制系统4可以通过实时调整加压装置3对高铁滑板11施加的压力,保证高铁滑板11的碳条和托架之间夹紧效果良好,进而保证高铁滑板11的碳条和托架之间的粘合效果良好,从而提高高铁滑板11的固化性能。另外,通过控制系统4控制加热装置2对高铁滑板11进行加热,以及控制加压装置3对高铁滑板11施加压力时,能够提高固化的效率。
64.在上述实施方式的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
65.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1