一种真空感应炉的制作方法
1.本实用新型涉及感应炉领域,具体为一种真空感应炉。
背景技术:
2.利用电磁感应原理熔化金属的工业炉。
3.感应炉采用的交流电源有工频(50hz或60hz)、中频(60~10000hz)和高频(高于10000hz)3种。当交变电流通过感应圈时,在线圈周围产生交变磁场,炉内导电材料在交变磁场作用下产生感应电势.在炉料表面一定深度形成电流(涡流),炉料靠涡流加热熔化。
4.感应炉分感应熔炼炉和感应加热设备两类。前者用于物料的熔炼或保温,炉料最终呈液态状;后者用于物料的加热,包括物料整体均匀加热、表面加热或局部加热。
5.目前,真空感应炉在使用时,通常将炉体的门开启进行加料,这样外部空气的进入,加热时,需要重新抽真空,这样较为耗费能源,且不能连续工作,效率低。
技术实现要素:
6.本实用新型的一个优势在于提供一种节省能源,能够连续进行加热熔融工作的真空感应炉。
7.为达到本实用新型以上至少一个优势,本实用新型提供一种真空感应炉:包括:
8.中空且上部开口的反应仓,所述反应仓的开口处下侧设置有可开合封闭开口的电控门;
9.在所述反应仓的上部且与开口对应的位置设置有加料仓,所述加料仓与反应仓密封连接,在加料仓的侧壁上设置可开合的封闭门;
10.密封连接在反应仓侧壁上的出料通道,所述出料通道远离反应仓的一端设置有可开启的密封挡板门;
11.抽真空系统,所述抽真空系统的抽吸端分别与反应仓、加料仓、出料通道内部连通;
12.在所述反应仓的内部下侧转动安装电磁感应坩埚,电磁感应坩埚与反应仓的内壁通过销轴活动连接调控液压缸;
13.所述加料仓内设置有可纵向移动的加料机构。
14.根据本实用新型一实施例,所述抽真空系统包括一端与真空抽吸泵组连接的主管道,所述主管道的另一端连接三个支管道,三个所述支管道分别与反应仓、加料仓、出料通道内部连通。
15.根据本实用新型一实施例,三个所述支管道的管路上均安装有阀门。
16.根据本实用新型一实施例,所述出料通道的内部设置有铸锭料输送道,所述铸锭料输送道通过液压装置驱动在出料通道内移动。
17.根据本实用新型一实施例,所述电磁感应坩埚的上端朝向铸锭料输送道的一侧设置有导料口,导料口与铸锭料输送道的位置对应。
18.根据本实用新型一实施例,在所述电磁感应坩埚的下表面两侧对称设置有弹性支撑件。
19.根据本实用新型一实施例,所述加料机构包括设置在加料仓内部上端的纵向牵引机构和连接在纵向牵引机构下部的承载机构。
20.根据本实用新型一实施例,所述纵向牵引机构为设置在加料仓内部上端的卷扬机,所述卷扬机的底端通过悬吊绳索与承载机构连接。
21.根据本实用新型一实施例,所述承载机构包括对称设置的两个侧框架,两个所述侧框架之间的上端对称倾斜安装有调节柄,两个所述调节柄交叉设置,且在两个所述调节柄的交叉重合处通过销轴转动连接,两个所述调节柄之间的上端通过销轴转动安装开闭液压缸,所述侧框架的外侧设置有隔档网板。
22.根据本实用新型一实施例,所述侧框架的外侧壁上安装温度检测传感器。
23.与现有技术相比,本实用新型的有益效果是:反应仓、加料仓之间通过电控门隔离开,在抽真空时,反应仓、加料仓能够单独进行抽真空。加料仓加料时,可以关闭电控门保证反应仓内真空度,之后对加料仓进行抽真空处理,加料仓为真空状态后,可以开启电控门,进行加料,使得加料可以连续操作,不会影响加热的进行。
24.出料通道与反应仓连接一体,加热阶段,出料通道保持封闭,整体性较好。
附图说明
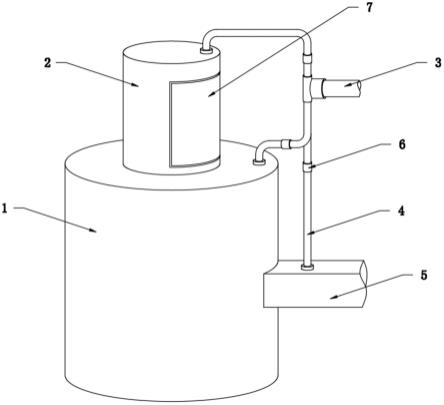
25.图1示出了本实用新型整体的结构示意图;
26.图2示出了本实用新型结构图1的剖视图;
27.图3示出了本实用新型承载机构的结构示意图;
28.图4示出了本实用新型电磁感应坩埚的结构示意图;
29.图5示出了本实用新型电磁感应坩埚出料的结构示意图。
30.图中:1反应仓、2加料仓、3主管道、4支管道、5出料通道、6阀门、7封闭门、8卷扬机、9承载机构、91侧框架、92调节柄、93开闭液压缸、94隔档网板、95温度检测传感器、10电磁感应坩埚、11电控门、12调控液压缸、13弹性支撑件、14铸锭料输送道。
具体实施方式
31.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
32.本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
33.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不
能理解为对数量的限制。
34.参考图1至图5,依本实用新型一较佳实施例的一种真空感应炉将在以下被详细地阐述,包括:
35.中空且上部开口的反应仓1,所述反应仓1的开口处下侧设置有可开合封闭开口的电控门11,电控门11通过伸缩电机驱动门移动,使得开口能够在门的移动下实现封闭和打开,且门与开口处闭合时为密封状态,避免抽真空时泄漏,伸缩电机设置在反应仓1内部或外部,在内部时,在伸缩电机外部设置隔热外壳体,在外部时,对其与反应仓1的连接处做好密封处理;
36.在所述反应仓1的上部且与开口对应的位置设置有加料仓2,所述加料仓2与反应仓1密封连接,在加料仓2的侧壁上设置可开合的封闭门7;封闭门7用来对加料,封闭门7的边缘处与加料仓2上对应的框密闭连接。
37.密封连接在反应仓1侧壁上的出料通道5,所述出料通道5远离反应仓1的一端设置有可开启的密封挡板门;
38.抽真空系统,所述抽真空系统的抽吸端分别与反应仓1、加料仓2、出料通道5内部连通;抽真空系统能够对反应仓1、加料仓2、出料通道5进行抽真空处理。
39.在所述反应仓1的内部下侧转动安装电磁感应坩埚10,电磁感应坩埚10与反应仓1的内壁通过销轴活动连接调控液压缸12;电磁感应坩埚10的主要部件有感应器、炉体、电源、电容和控制系统等。在感应炉中的交变电磁场作用下,物料内部产生涡流从而达到加热或着熔化的效果。在这种交变磁场的搅拌作用下,炉中材质的成分和温度均较均匀,锻造加热温度可达1250℃,熔炼温度可达1650℃(现有技术,此处不做赘述)。
40.所述加料仓2内设置有可纵向移动的加料机构。可纵向移动的加料机构能够将待加入的金属块从加料仓2内下降进入电磁感应坩埚10,使得原料能够稳定进入,避免造成液态的金属原料的飞溅。
41.优选的,所述抽真空系统包括一端与真空抽吸泵组连接的主管道3,所述主管道3的另一端连接三个支管道4,三个所述支管道4分别与反应仓1、加料仓2、出料通道5内部连通。
42.优选的,三个所述支管道4的管路上均安装有阀门6。每个支管道4的管路上均安装有阀门6,阀门6能够对三个支管道4单独控制,起到一定节省能源的效果,且控制精度更高。
43.优选的,所述出料通道5的内部设置有铸锭料输送道14,所述铸锭料输送道14通过液压装置驱动在出料通道5内移动。铸锭料输送道14用于将加热后液态的金属原料通过铸锭料输送道14输送至铸锭工位,铸锭料输送道14可以动的设计,在电磁感应坩埚10倒出液态的金属原料时,可向其靠近,以方便接料,出料时,能够移动至出料通道5的外部,通过该设计方式,不需要将电磁感应坩埚10移出反应仓1。
44.优选的,所述电磁感应坩埚10的上端朝向铸锭料输送道14的一侧设置有导料口,导料口与铸锭料输送道14的位置对应。通过导料口的设置,方便液态的金属原料的倒出。
45.优选的,在所述电磁感应坩埚10的下表面两侧对称设置有弹性支撑件13。通过弹性支撑件13的设置,在电磁感应坩埚10倾斜摆动时,能够起到很好的缓冲效果,且对电磁感应坩埚10具有复位推动的作用。
46.优选的,所述加料机构包括设置在加料仓2内部上端的纵向牵引机构和连接在纵
向牵引机构下部的承载机构9。纵向牵引机构能够驱动承载机构9上升或下降,承载机构9用于承载待加热的金属块,通过对承载机构9驱动使得待加热的金属块能够下降进入电磁感应坩埚10中。
47.优选的,所述纵向牵引机构为设置在加料仓2内部上端的卷扬机8,所述卷扬机8的底端通过悬吊绳索与承载机构9连接。
48.优选的,所述承载机构9包括对称设置的两个侧框架91,两个所述侧框架91之间的上端对称倾斜安装有调节柄92,两个所述调节柄92交叉设置,且在两个所述调节柄92的交叉重合处通过销轴转动连接,两个所述调节柄92之间的上端通过销轴转动安装开闭液压缸93,所述侧框架91的外侧设置有隔档网板94。开闭液压缸93的伸缩使得两个调节柄92之间的上端靠拢或者分离,从而使得两个侧框架91之间靠拢或者分离,当两个侧框架91之间分离时,其内存放的金属块会在重力的作用下下落,从而掉落入电磁感应坩埚10内。
49.优选的,所述侧框架91的外侧壁上安装温度检测传感器95,温度检测传感器95采用市面上用于加热金属检测的传感器,耐高温,温度检测传感器95用于检测电磁感应坩埚10内被加热金属的温度。
50.工作原理:金属块在电磁感应坩埚10内加热,通过温度检测传感器95对电磁感应坩埚10内金属的温度检测,达到需要的温度时即可将其倒出,加热过程中,调控液压缸12推动电磁感应坩埚10在反应仓1内左右往复摆动,使得电磁感应坩埚10内金属受热均匀,倒出时,将铸锭料输送道14向左推动,调控液压缸12推动电磁感应坩埚10向右倾斜,直至电磁感应坩埚10内液态金属全部倒出。
51.初始出料通道5、封闭门7处于闭合状态,加原料时,电控门11关闭,开启封闭门7,将待加热金属块置于两个侧框架91之间,之后开闭液压缸93伸长,通过调节柄92推动两个侧框架91靠拢,使得待加热金属块被收纳,之后关闭卷扬机8,对加料仓2内抽真空,加料仓2处于真空状态时,可开启电控门11,需要加料时,将承载机构9下降,承载机构9至电磁感应坩埚10的上侧时,控制开闭液压缸93伸长,从而两侧的侧框架91张开,使得其内的待加热金属块下落,进入电磁感应坩埚10内进行加热,承载机构9上升复位。
52.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的优势已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1