一种绕管换热器键连接装置及结构的制作方法
1.本实用新型属于节能、环保、能源利用领域,具体涉及到一种绕管换热器键连接装置及结构。
背景技术:
2.绕管换热器是一种换热高效、运用广泛的管壳式换热器,如图1-2所示,壳体1左右两端焊接有管板2,壳体1内的中心管3则焊接在左右两块管板2上,构成缠绕骨架主体,在中心管3上逐层缠绕有换热管束7。加工绕管换热器的其中一步是进行换热管束7绕制,即将两块管板2置于支撑滚轮上,中心管3焊接在两块管板2之间,换热管束7一端固定在一管板2上,其中一管板2再与传动电机相连带动缠绕骨架主体转动,启动电机便可完成换热管束7的绕制,中心管3可支撑换热管束7重量以及传递旋转扭力。在换热管束7绕制完成后,再将壳体1焊接在管板2上,最后对壳体1的环焊缝8进行焊接,环焊缝8焊接时会收缩导致壳体1长度变短,将牵扯两管板2向内侧移动,但是中心管3的存在会阻碍两管板2向内侧移动,因此壳体1、中心管3与管板2之间就会产生较大约束应力;除此之外,绕管换热器在使用过程中,中心管3与壳体1热膨胀量不同时,因热胀差作用,也必然在壳体1、中心管3与管板2之间产生约束应力,而约束应力则会导致管板2变形、壳体1焊缝破裂,造成严重的安全隐患;并且管板2与外侧的管箱采用法兰连接时,管板2变形还会导致法兰密封失效泄漏,影响到设备安全使用。因此需要一种能够消除壳体1、中心管3与管板2之间约束应力的结构,并且在管板2与壳体1固定之前,进行换热管束7绕制时也能够支撑换热管束7重量以及传递旋转扭力。
技术实现要素:
3.为了解决背景技术中在壳体、中心主管与管板之间产生约束应力从而导致管板变形、壳体焊缝破裂、法兰密封失效泄漏,引起严重的安全隐患问题,本实用新型提供了一种结构简单、能够消除约束应力,且在管板与壳体固定之前,换热管束绕制时能够支撑换热管束重量以及传递旋转扭力的绕管换热器键连接装置及结构。
4.为实现上述目的,本实用新型通过以下技术方案实现:
5.一种绕管换热器键连接装置,包括支撑滚轮、两块相对而立的管板以及传动电机,所述每块管板置于两个支撑滚轮之间,且与其齿连接,所述传动电机输出轴与其中一块管板相连,还包括分别与两块管板固定连接的中心主管和内芯管,所述内芯管插入中心主管内且周向与中心主管内壁间隙配合;所述中心主管上设有贯穿管壁的短键槽,该短键槽内固定有键,所述内芯管的外管壁上设有长键槽,所述键的下部伸入该长键槽内且与其相配合,所述键的长度小于长键槽,且键可在长键槽内沿内芯管轴向移动。
6.有益效果在于:绕管换热器键连接装置的管板在与壳体固定之前,进行换热管束绕制时,键连接的中心主管与内芯管可很好地支撑换热管束以及传递旋转扭力,使得两块管板同步转动,并且也能防止中心主管与内芯管之间意外脱开分离而导致中心主管与内芯
管连接失效。
7.作优选的,中心主管的端口与内芯管周向外壁间采用间断焊,该间断焊为弱连接焊。采用弱连接焊将中心主管的与内芯管进行临时固定,可用于在换热管束绕制过程中,避免中心主管的与内芯管移动,引起两块管板轴向窜动。
8.作优选的,所述内芯管与中心主管的直径间隙为1-2mm。便于将内芯管插入中心主管内。
9.进一步作优选的,键与短键槽焊接固定,其焊缝以及键顶面与槽口齐平。可避免伤害绕制在中心主管上的换热管束。
10.进一步作优选的,所述短键槽和长键槽的数量皆不少于3,分别沿中心主管周向和内芯管周向均匀布置,且通过键一一对应连接。加强了中心主管与内芯管的连接稳定性,保证了两者之间的旋转扭力,以及更好地支撑换热管束。
11.进一步作优选的,键的底面与长键槽的槽底相接。加强内芯管和中心主管之间传递旋转扭力。
12.本实用新型还提供了另一种技术方案:
13.一种绕管换热器键连接结构,包括壳体,还包括上述技术方案中的一种绕管换热器键连接装置,所述管板分别与壳体两端固定连接,所述中心主管和内芯管则位于壳体内。
14.与现有技术相比,该绕管换热器键连接结构的有益效果在于:
15.绕管换热器键连接结构中,通过将中心管分成中心主管以及插入中心主管内的内芯管,再将固定于中心主管内的键伸入内芯管的长键槽内使得中心主管与内芯管活动连接且可沿轴向伸缩,在管板与壳体焊接后,避免了中心管、管板以及壳体三者之间的因壳体环焊缝焊接或者热胀差作用产生的约束应力导致管板变形、壳体焊缝破裂、法兰密封失效泄漏,引起严重的安全隐患的问题。
附图说明
16.本实用新型将参照附图的方式说明,其中:
17.图1为现有技术的绕管换热器的纵切面图;
18.图2为现有技术的换热管束绕制在中心管的结构示意图;
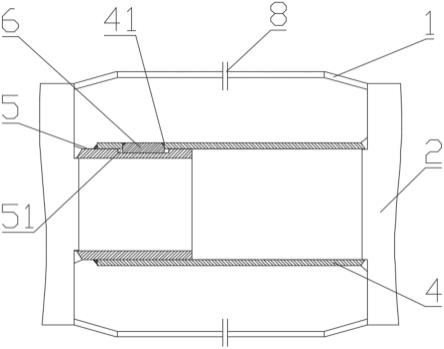
19.图3为绕管换热器键连接装置的纵切面图;
20.图4为绕管换热器键连接装置的侧视图;
21.图5为内芯管的纵切面图;
22.图6为中心主管的纵切面图;
23.图7为换热管绕制在内芯管与中心主管的结构示意图;
24.图8为内芯管与中心主管连接的横截面图;
25.图9为绕管换热器键连接结构的纵切面图。
26.附图标记:壳体1、管板2、中心管3、中心主管4、短键槽41、内芯管5、长键槽51、平键6、换热管束7、环焊缝8、支撑滚轮9。
具体实施方式
27.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施
例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
28.实施例1:如图3-8所示的一种绕管换热器键连接装置,包括支撑滚轮9、相对而立的两块管板2以及传动电机,每块管板2置于两个支撑滚轮9之间,且与其齿连接,传动电机的输出轴与其中一块管板2同轴相连,传动电机可带动在支撑滚轮9支撑作用下的管板2转动,两块管板2之间还设有分别与两块管板2内侧面焊接的中心主管4和内芯管5,内芯管5的一端插入中心主管4内,与其同轴相连,且周向与中心主管4的内壁间隙配合。中心主管4的管壁上设有短键槽41,该短键槽41贯穿中心主管4的管壁,短键槽41内焊接有键,本实施例中的键选用平键6,内芯管5的外管壁上设有长键槽51,上述平键6的下部插入长键槽51内与其配合连接,长度小于长键槽51的长度,平键6可在长键槽51内沿内芯管5的轴向(长键槽51的长度方向)移动,而中心主管4和内芯管5也可沿轴向相对移动。
29.平键6的安装步骤为:先分别在中心主管4和内芯管5上加工出短键槽41和长键槽51,其中短键槽41贯穿中心主管4管壁,内芯管5插入中心主管4内后,再将平键6的下部自短键槽41内插入长键槽51内,与长键槽51配合连接,最后通过焊接将平键6的上部固定在短键槽41内,此时中心主管4与内芯管5便通过平键6卡接在一起了,两者可在长键槽51的限制范围内沿轴向相对移动,也可相互传递旋转阻力,一个转动便能带动另一个转动,也不会脱开分离。
30.在进行换热管束7绕制时,中心主管4和内芯管5已经分别与两管板2焊接且通过平键6连接在一起,此时传动电机先带动其中一块管板2转动,该管板2再带动通过平键6连接在一起的中心主管4与内芯管5转动,最后带动另一块管板2同步转动。本实施例中的绕管换热器键连接装置能够在中心主管4与内芯管5之间传递旋转扭力同时也防止中心主管4与内芯管5之间意外脱开分离而导致中心主管4与内芯管5连接失效,使其不能传递旋转扭力及支撑管束重量。
31.实施例2:在实施例1的基础上对中心主管4和内芯管5的连接进行优选设计,在中心主管4的端部与内芯管5周向外壁采用间断焊,该间断焊为弱连接焊,即在中心主管4的端口与内芯管5外壁之间的环形缝隙间使用弱连接焊。采用弱连接焊将中心主管4的与内芯管5进行临时固定,可在换热管束7绕制过程中,用于克服中心主管4的与内芯管5之间的轴向窜动力,防止两管板2轴向窜动。
32.实施例3:在实施例1的基础上进行优选设计,内芯管5与中心主管4的直径间隙为1-2mm,便于装配内芯管5和中心主管4;平键6与短键槽41焊接固定,平键6顶面与短键槽41的槽口齐平,两者之间的焊缝经过打磨后也与槽口齐平,固定平键6后的中心主管4外壁平整,可避免对绕制在中心主管4换热管束7造成伤害;短键槽41和长键槽51的数量皆不少于3,本实施例中的数量为3,分别沿中心主管4的周向和内芯管5的周向均匀布置,而平键6的数量也为3,短键槽41通过键槽内焊接的平键6与长键槽51一一对应连接,加强了中心主管4与内芯管5的连接稳定性,使两者之间能够更好地传递旋转扭力;平键6的底面与长键槽51的槽底相接,加强了内芯管和中心主管之间传递旋转扭力。
33.实施例4:本实施例结合了实施例1提供了一种绕管换热器键连接结构,如图9所示,管板2分别与壳体1两端固定连接,中心主管4和内芯管5则位于壳体1内。换热管束7绕制完成后,将两管板2与壳体1两端焊接,此时中心主管4和内芯管5位于壳体1内,最后再对壳
体1的环焊缝8进行焊接,环焊缝8焊接时,壳体1会进行收缩,壳体1收缩便会引起中心主管4与内芯管5向内侧挤压,而中心主管4与内芯管5是通过平键6活动连接的,因此两者则会沿轴向往内侧移动,向内收缩,不会产生约束应力。需要说明的是,在管板2与壳体1的焊接工序以及壳体1的环焊缝8焊接工序都会产生作用力将中心主管4与内芯管5的弱连接焊断开,避免产生约束应力造成管板2变形。由此平键6的设置让中心主管4与内芯管5的具有沿轴向相对运动的自由度,使中心主管4与内芯管5之间形成轴向限制范围内的活动连接,避免了中心主管4、管板2以及壳体1三者之间的因壳体1环焊缝8焊接或者热胀差作用产生的约束应力导致管板2变形、壳体1焊缝破裂以及法兰密封失效泄漏的问题,并且该结构在管板2与壳体1固定之前,进行换热管束7绕制时也能够支撑换热管束7重量以及传递旋转扭力。
34.本实用新型的加工过程为:先分别在中心主管4与内芯管5的相应位置开设短键槽41和长键槽51,再将中心主管4与内芯管5分别焊接在两块管板2的对应位置,然后将内芯管5插入中心主管4中,当短键槽41的位置和长键槽51的位置对齐时,再将平键6焊接在短键槽41内,平键6顶面与短键槽41的槽口齐平,两者之间的焊缝经过打磨后也与槽口齐平,平键6固定完成后,中心主管4外壁平整,而平键6的下部则会伸入长键槽51内,底面与槽底相接,中心主管4与内芯管5则通过平键6连接完成,然后便可进行换热管束7的绕制,将换热管束7的一端固定在其中一块管板2上,再启动传动电机,此时传动电机带动其中一块管板2转动,该管板2再带动中心主管4与内芯管5一起转动,另一块管板2也会同步转动,换热管束7便能缠绕在中心主管4与内芯管5的管体上,换热管束7绕制完成后,再将两管板2焊接在壳体1两端,最后再对壳体1的环焊缝8进行焊接。
35.以上所述实施例仅表达了本技术的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术技术方案构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1