一种精密铸造炉铸锭室自动炉门装置的制作方法
本技术涉及自动炉门装置,尤其涉及一种精密铸造炉铸锭室自动炉门装置。
背景技术:
1、真空精密铸造炉是在真空气氛条件下利用电磁感应和电流热效应的原理对坩埚中钢坯材料进行加热和凝固的冶炼设备。熔炼出来的钢材可以直接应用于航天、航空、汽车、核电等高端领域,真空精密铸造炉通常采用多腔室结构,主体包括熔炼室、铸锭室、加料室等,其中熔炼室完成金属母材通过感应线圈加热熔化成成份较为纯净的液态金属的过程。
2、现有的精密铸造炉铸锭室炉门一般都是依靠工人手动开启或者关闭的,导致工人的劳动强度较大以及设备使用成本很高,影响精密铸造炉的生产效率,因此具有待改进的空间。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种精密铸造炉铸锭室自动炉门装置。其优点在于可以快速高效的开闭铸锭室门,实现铸锭室门的自动化开闭,也是在原有铸锭室门条件下,成本最低,用料最少,改动最小的情况下来实现铸锭室门的自动化开闭,使用效果非常明显,可实现无缝衔接工业4.0下使用机械手实现精密铸造炉全流程自动化冶炼。
2、为了实现上述目的,本实用新型采用了如下技术方案:
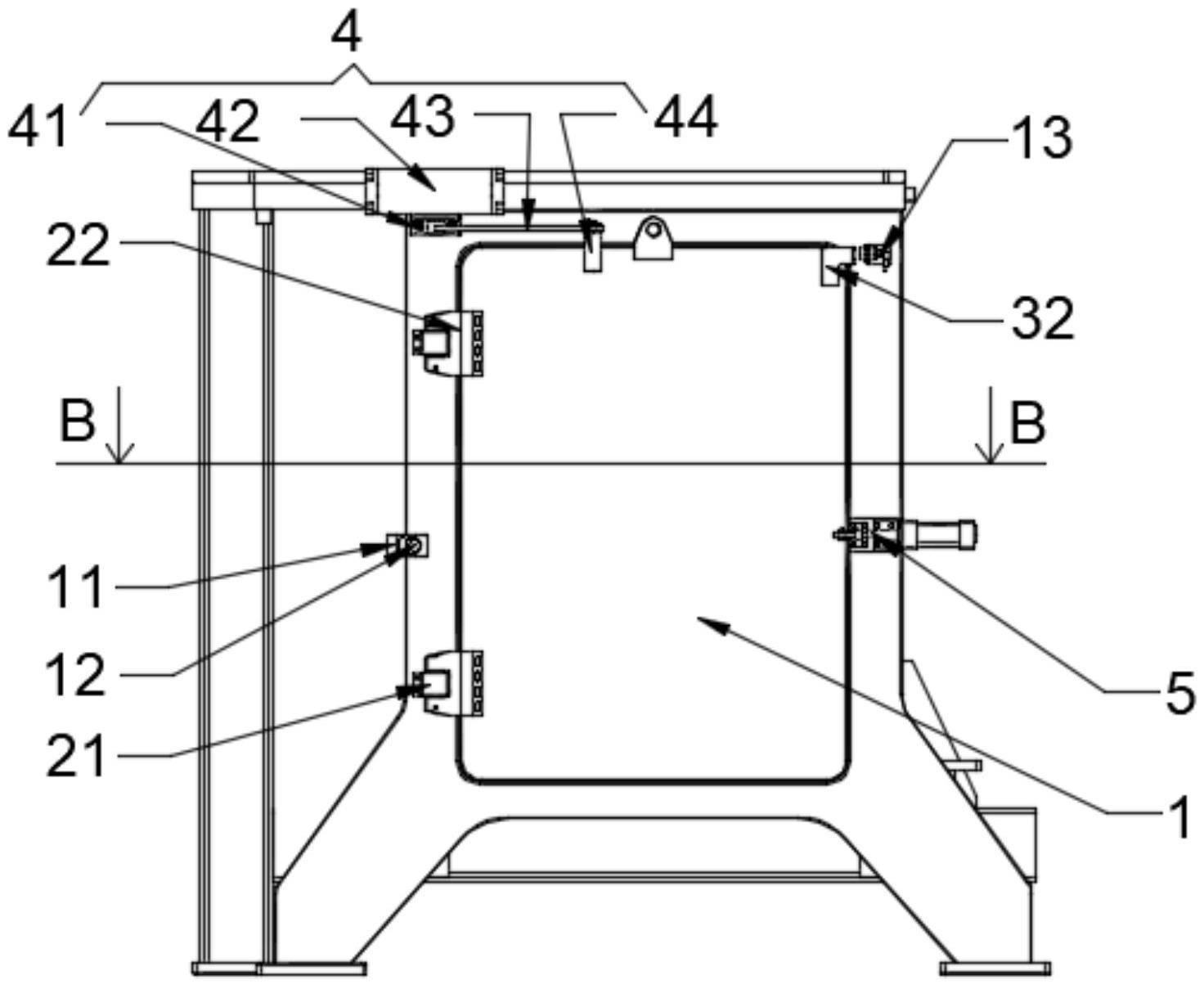
3、一种精密铸造炉铸锭室自动炉门装置,包括铸锭室、炉门铰链机构和铸锭室门,所述气缸夹紧机构位于铸锭室的一侧,所述气缸夹紧机构通过单耳铰板连接在炉门铰链机构的一端,所述单耳铰板通过螺栓固定在铸锭室的外壁上,所述炉门铰链机构的另一端通过铰板固定在铸锭室门上,所述铸锭室的上方设置有炉门摆动机构,所述铸锭室的一侧固定有气缸夹紧机构。
4、本实用新型进一步设置为,所述炉门摆动机构包括安装支架、摆动气缸、连杆和焊接杆,所述炉门摆动机构通过螺栓固定在铸锭室门上,所述炉门摆动机构的另一端通过螺栓与摆动气缸相连接,所述连杆的一端与摆动气缸相连接,所述连杆的另一端与焊接杆顶端活动连接,所述焊接杆固定于铸锭室门上,所述连杆与焊接杆连接处靠近连杆的一端开设有o型槽。
5、本实用新型进一步设置为,所述气缸夹紧机构包括压紧焊接块、支撑板、夹紧气缸、转轴压块、插销以及压紧连接块,所述压紧焊接块焊接在铸锭室上,所述压紧焊接块通过螺栓固定在支撑板一端,所述支撑板另一端与夹紧气缸相连接,所述夹紧气缸活动连接在转轴压块的一端,所述转轴压块呈搭扣状,所述转轴压块的另一端通过插销与压紧连接块活动连接,所述转轴压块抵住铸锭室门。
6、本实用新型进一步设置为,所述单耳铰板与铰板通过销轴进行活动连接。
7、本实用新型进一步设置为,所述铸锭室靠近炉门铰链机构处设置限位焊接块,所述限位焊接块上设置有缓冲垫。缓冲垫可起到良好的缓冲效果,可降低铸锭室门与限位焊接块之间的碰撞力。
8、本实用新型进一步设置为,所述铸锭室门的右上角设置有炉门感应板,所述炉门感应板平行方向上与铸锭室相对位置设置有接近开关,所述炉门摆动机构可实现铸锭室门旋转开度0-190°。可方便铸锭室内模壳进出。
9、本实用新型进一步设置为,所述铸锭室与铸锭室门之间设置有密封圈。密封圈的设置,可起到良好的密封效果,避免出现漏气的情况发生。
10、本实用新型的有益效果为:
11、1、该精密铸造炉铸锭室自动炉门装置,在原有铸锭室门整体结构不改变的情况下,只要在铸锭室上方安装炉门摆动机构及铸锭室边侧安装气缸夹紧机构,则相对于目前的人工手动控制铸锭室门开闭,在工业4.0下配合机械手操作时,可以实现全流程自动控制,通过摆动气缸自动驱动铸锭室门打开与关闭,可以快速高效的开闭铸锭室门,实现铸锭室门的自动化开闭,也是在原有铸锭室门条件下,成本最低,用料最少,改动最小的情况下来实现铸锭室门的自动化开闭,使用效果非常明显,可实现无缝衔接工业4.0下使用机械手实现精密铸造炉全流程自动化冶炼。
12、2、该精密铸造炉铸锭室自动炉门装置,为了保证铸锭室的真空度,在铸锭室上设置有气缸夹紧机构,在铸锭室门关闭后,启动气缸夹紧机构的转轴压块将铸锭室与铸锭室门压得更紧,在铸锭室与铸锭室门四周设置有密封圈,保证铸锭室门关闭更加密封,确保铸锭室内真空密封效果。
技术特征:
1.一种精密铸造炉铸锭室自动炉门装置,其特征在于,包括铸锭室(1)、炉门铰链机构(2)和铸锭室门(3),气缸夹紧机构(5)位于铸锭室(1)的一侧,所述气缸夹紧机构(5)通过单耳铰板(21)连接在炉门铰链机构(2)的一端,所述单耳铰板(21)通过螺栓固定在铸锭室(1)的外壁上,所述炉门铰链机构(2)的另一端通过铰板(22)固定在铸锭室门(3)上,所述铸锭室(1)的上方设置有炉门摆动机构(4),所述铸锭室(1)的一侧固定有气缸夹紧机构(5)。
2.根据权利要求1所述的一种精密铸造炉铸锭室自动炉门装置,其特征在于,所述炉门摆动机构(4)包括安装支架(41)、摆动气缸(42)、连杆(43)和焊接杆(44),所述炉门摆动机构(4)通过螺栓固定在铸锭室门(3)上,所述炉门摆动机构(4)的另一端通过螺栓与摆动气缸(42)相连接,所述连杆(43)的一端与摆动气缸(42)相连接,所述连杆(43)的另一端与焊接杆(44)顶端活动连接,所述焊接杆(44)固定于铸锭室门(3)上,所述连杆(43)与焊接杆(44)连接处靠近连杆(43)的一端开设有o型槽。
3.根据权利要求2所述的一种精密铸造炉铸锭室自动炉门装置,其特征在于,所述气缸夹紧机构(5)包括压紧焊接块(51)、支撑板(52)、夹紧气缸(53)、转轴压块(54)、插销(55)以及压紧连接块(56),所述压紧焊接块(51)焊接在铸锭室(1)上,所述压紧焊接块(51)通过螺栓固定在支撑板(52)一端,所述支撑板(52)另一端与夹紧气缸(53)相连接,所述夹紧气缸(53)活动连接在转轴压块(54)的一端,所述转轴压块(54)呈搭扣状,所述转轴压块(54)的另一端通过插销(55)与压紧连接块(56)活动连接,所述转轴压块(54)抵住铸锭室门(3)。
4.根据权利要求3所述的一种精密铸造炉铸锭室自动炉门装置,其特征在于,所述单耳铰板(21)与铰板(22)通过销轴(23)进行活动连接。
5.根据权利要求4所述的一种精密铸造炉铸锭室自动炉门装置,其特征在于,所述铸锭室(1)靠近炉门铰链机构(2)处设置限位焊接块(11),所述限位焊接块(11)上设置有缓冲垫(12)。
6.根据权利要求5所述的一种精密铸造炉铸锭室自动炉门装置,其特征在于,所述铸锭室门(3)的右上角设置有炉门感应板(32),所述炉门感应板(32)平行方向上与铸锭室(1)相对位置设置有接近开关(13),所述炉门摆动机构(4)可实现铸锭室门(3)旋转开度0-190°。
7.根据权利要求6所述的一种精密铸造炉铸锭室自动炉门装置,其特征在于,所述铸锭室(1)与铸锭室门(3)之间设置有密封圈(31)。
技术总结
本技术公开了一种精密铸造炉铸锭室自动炉门装置,涉及自动炉门装置技术领域,包括铸锭室、炉门铰链机构和铸锭室门,所述气缸夹紧机构位于铸锭室的一侧,所述气缸夹紧机构通过单耳铰板连接在炉门铰链机构的一端,所述单耳铰板通过螺栓固定在铸锭室的外壁上,所述炉门铰链机构的另一端通过铰板固定在铸锭室门上,所述铸锭室的上方设置有炉门摆动机构。本技术可以快速高效的开闭铸锭室门,实现铸锭室门的自动化开闭,也是在原有铸锭室门条件下,成本最低,用料最少,改动最小的情况下来实现铸锭室门的自动化开闭,使用效果非常明显,可实现无缝衔接工业4.0下使用机械手实现精密铸造炉全流程自动化冶炼。
技术研发人员:刘明辉,李庄,李俊
受保护的技术使用者:合智熔炼装备(上海)有限公司
技术研发日:20221222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!