用于冷却长钢产品的强制风冷的制作方法
本发明涉及一种热处理单元,特别是一种用于对热轧长钢产品进行热处理的冷却罩、设备和方法。
背景技术:
1、为了调节热轧长钢产品的机械性能,例如特别是屈服极限、拉伸强度或硬度,在热轧过程期间和/或之后借助冷却装置将热轧长钢产品有目的地冷却。为此,在现有技术中通常使用水或水和空气的混合物作为冷却介质,例如在专利文献ep 1 412 543 b1中所公开的。然而,这种冷却介质会导致形成所谓的莱顿弗罗斯特现象,其导致长钢产品的整个长度上的冷却速率出现偏差并因此形成不均匀的微观结构。
2、专利文献us 4,913,747还公开了一种使用空气或氮气硬化轨头的方法和设备。在这里,冷却剂通过管线系统供给到包括大量喷嘴的收集器。这种实施变型方案的缺点是具有多个喷嘴和孔的冷却仪器的结构复杂。
3、因此,本发明的目的是提供一种相对于现有技术获得改进的用于对热轧长钢产品进行热处理的设备以及一种相对于现有技术获得改进的用于对热轧长钢产品进行热处理的方法。
技术实现思路
1、根据本发明,该目的通过具有权利要求1的特征的热处理单元、通过具有权利要求9的特征的设备以及通过具有权利要求12的特征的方法来实现。
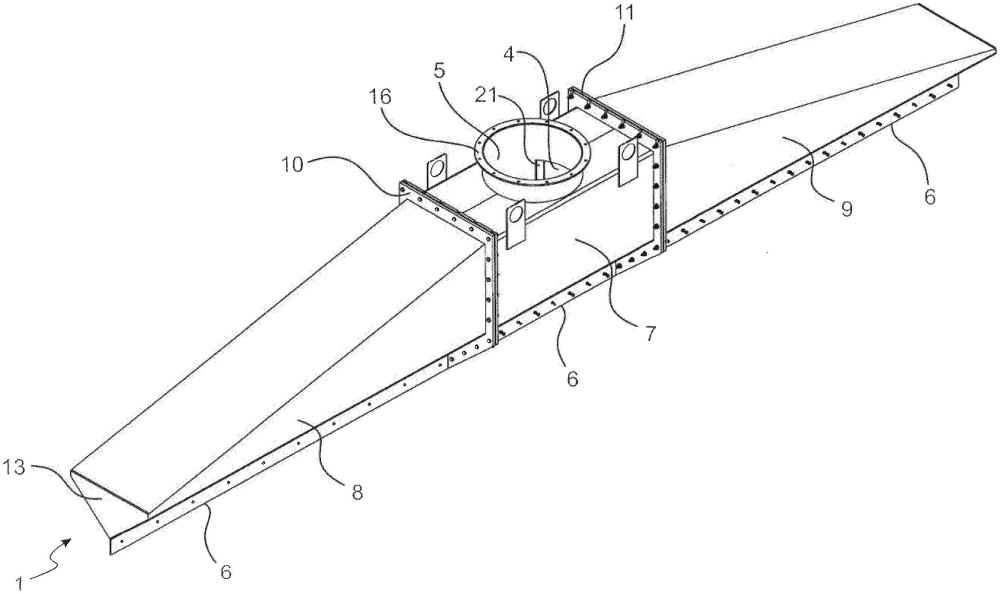
2、在第一方面,本发明涉及一种优选地在用于对热轧长钢产品进行热处理的设备中使用的热处理单元、特别是冷却罩,其包括:具有进入开口的腔室,气态冷却介质可以通过该进入开口供给至腔室;以及缝隙形状的排出开口,气态冷却介质可以通过该排出开口以加速的方式排出,其中,腔室包括中间腔室部段以及从中间腔室部段延伸出来的第一外腔室部段和第二外腔室部段,并且两个外腔室部段具有朝向其远端成比例渐缩的横截面。
3、根据本发明的热处理单元的构造,特别是流动横截面在相应的外腔室部段的长度上成比例减小,使气态冷却介质(例如空气或氮气)能够在腔室的整个长度上在缝隙形状的排出开口处均匀流动。采用这种热处理单元,可以使热轧长钢产品得到同质的、均匀的冷却,从而提高其机械性能。由于排出开口构造为缝隙形状,因此与传统的锥形或扁平喷嘴相比,维护工作量也较低。
4、本发明的进一步有利的实施方案在从属权利要求中给出。从属权利要求中单独列出的特征可以以技术上合理的方式彼此组合,并且可以限定本发明的进一步的实施方案。另外,权利要求中给出的特征在说明书中被更详细地指定和解释,其中描述了本发明的进一步优选的实施方案。
5、在本发明的意义上,术语“横截面”被理解为横截面面积。
6、在本发明的意义上,术语“长钢产品”被理解为长度可达200m的金属产品,例如轨道、特别是铁路轨道,h形支撑件,u形型材,角钢等。
7、有利地,中间腔室部段沿着腔室的纵向轴线具有恒定的横截面,其中,在这种情况下优选地规定,进入开口布置在中间腔室部段中。进入开口可以具有比中间腔室部段的横截面更小的入口横截面。由于中间腔室部段的横截面较大,通过进入开口流入腔室中的冷却介质可以先稳定下来,然后继续朝向缝隙形状的排出开口流动。由于入口横截面比缝隙形状的排出开口更大,冷却介质的流速在腔室的入口处保持得非常低,而在出口处保持得高。由于横截面的变化以及随之的流速的变化,湍流显著减少,从而可以确保冷却介质在缝隙形状的排出开口的整个长度上非常均匀地流出。腔室的入口与出口之间的速度变化的系数可以优选为3至20。因此,入口处的流速可以为例如10至50m/s。相应地,那么出口处的冷却介质的流速可以根据所选的横截面比为入口处的流速的3至20倍。
8、因此,有利地规定,布置在两个外腔室部段的远端处的横截面比中间腔室部段的横截面小至少3倍,优选地至少4倍,更优选地至少10倍。
9、为了进一步增加出口处的流动的均匀性,腔室部段中的每一个有利地具有朝向缝隙形状的排出开口锥形渐缩的横截面部分,该横截面部分可以构造成对称的或替代地构造成不对称的。
10、原则上,进入开口可以以开口的形式直接形成在中间腔室部段中。然而,在优选的实施变型方案中规定,热处理单元包括布置在进入开口中的入口连接件,该入口连接件由杯形主体形成并且具有分别朝向外腔室部段的开口。在此背景下,优选地规定,两个开口中的每一个都具有与入口横截面的至少一半对应的横截面。这还防止了在腔室的内部形成湍流,并且因此对流动特性产生有益的影响。一方面,杯形的入口连接件的底部确保流入中间腔室部段的冷却介质被偏转至两个外腔室部段,并且因此不会直接通过中间腔室部段的缝隙形状的排出开口排出。另一方面,缝隙形状的排出开口的上方的压力可以在腔室的整个长度上保持恒定。
11、为了在设定入口速度与出口速度之间的比例时获得进一步的灵活性,如已经解释的,这可以通过调节横截面来实现,有利地规定,缝隙形状的排出开口的横截面被设计成是可调节的。因此,可以通过调节缝隙形状的排出开口的横截面来连续地调节热轧长钢产品的冷却速率。
12、优选地,缝隙形状的排出开口可以根据所需的冷却宽度在0.5至50mm的范围内调节。
13、在另一方面,本发明涉及一种用于对热轧长钢产品进行热处理的设备,该设备包括用于容纳热轧长钢产品的容纳装置和至少一个根据本发明的热处理单元,待冷却的长钢产品可以通过该热处理单元施加气态冷却介质、特别是空气或氮气。
14、为了实现这一点,可以例如借助合适的鼓风机装置将环境空气作为冷却介质供应至热处理单元。由于缝隙形状的排出开口处的横截面变窄,因此冷却介质被加速通过该排出开口,使得冷却介质以高速、例如可以以200m/s的速度施加到热轧长钢产品的待冷却表面。因此有利地规定,该设备还包括至少一个鼓风机装置,通过该鼓风机装置可以将气态冷却介质、例如空气或氮气供应至热处理单元。
15、由于热轧长钢产品的表面上的冷却速率可以由流速决定,因此转速可调的鼓风机装置还可以实现冷却速率的连续调节,例如可以为1至20k/s。
16、至少一个热处理单元在设备中有利地布置成使得缝隙形状的排出开口定位成纵向平行于容纳装置。此外,进一步优选地规定,缝隙形状的排出开口与容纳装置之间的距离是可调节的,特别优选地使得排出开口与长钢产品的待冷却表面之间的距离为5至300mm。
17、在特别有利的实施变型方案中,用于热处理的设备模块化地构造,使得一个或多个热处理单元可以围绕长钢产品的一长度部段布置和/或一个或多个热处理单元可以沿着长钢产品的多个长度部段或整个长度布置。
18、每个冷却模块中的冷却强度可以根据长钢产品的检测到的温度单独调节。因此,在长钢产品的整个长度上的不同的温度分布可以通过有针对性的冷却进行补偿。为了执行相应的温度控制,该设备因此有利地包括至少一个温度传感器,通过该温度传感器可以优选地在热处理期间检测长钢产品的温度。温度传感器优选为高温计或热成像相机。也可以有利地使用本领域技术人员在申请时已知的其他温度传感器。
19、模块化构造的另一个优点是其可用性。不同的工件几何形状可以通过使用多个热处理单元来冷却。通过改变热处理单元或冷却罩的数量和重新设计热处理单元或冷却罩,可以单独适应形状和所需的冷却性能。
20、此外,可以在冷却过程中借助电磁传感器直接检测和监控长钢产品的组织转变。冷却速率可以根据所确定的组织结构相应地调整。
21、根据热处理单元、特别是冷却罩的实施变型方案或所述设备的实施变型方案,还有其他优点:
22、-可以可靠且稳定地调节冷却速率,并提供了灵活地适应所有常见的和特殊的材料成分的热处理工艺所需的冷却速率的灵活性;
23、-与目前使用的液体冷却介质(例如水、油和/或水和空气的混合物)相比,使用环境空气作为冷却介质特别节省资源;
24、-通过使用鼓风机装置(例如风扇)可以在低压(优选地高达1320毫巴)下输送大量空气,从而不需要压缩机。
25、在另一方面,本发明还涉及一种用于对热轧长钢产品进行热处理的方法,其中,该热轧长钢产品在热轧过程之后被直接供给至根据本发明的设备并进行热处理。根据所需的冷却强度,气态冷却介质、特别是空气或氮气可以以至少25m/s的速度、优选地以至少50m/s的速度、更优选地以至少100m/s的速度、又更优选以至少125m/s的速度、以及最优选地以至少150m/s的速度被吹到热轧长钢产品上。
26、本发明还涉及一种根据本发明的热处理单元或根据本发明的设备的用途,用于在热轧长钢产品中形成珠光体、铁素体、贝氏体和/或马氏体的微观组织结构。
- 还没有人留言评论。精彩留言会获得点赞!