电极头的切削再生方法和电极头修磨器用切削刀具与流程
本发明涉及对铝焊接用电极头的前端部进行切削而使其再生的切削再生方法和在对铝焊接用电极头的前端部进行切削而使其再生时使用的电极头修磨器用切削刀具。
背景技术:
1、以往,已知的是,在对铝材进行点焊时,因在焊接时产生的氧化覆膜而使电极头的前端部与铝材之间的接触部分的电阻增加从而使焊接变得不稳定。为了应对这一情况,通常的做法是,在电极头的前端部形成粗糙面部,在焊接时利用粗糙面部的凸部分刺破氧化覆膜,如此使接触部分的电阻减少而使焊接稳定。
2、例如,在专利文献1中,通过对电极头的前端部实施基于喷丸加工的表面处理,从而在电极头的前端部形成粗糙面区域。
3、现有技术文献
4、专利文献
5、专利文献1:美国专利第6861609号说明书
技术实现思路
1、发明要解决的问题
2、另外,例如,在工厂等反复进行点焊的情况下,电极头的前端部的状态逐渐变差,因此需要使用电极头修磨器来周期性地切削电极头的前端部而使其再生。
3、但是,当为了使铝材的点焊稳定而想要利用专利文献1那样的方法在电极头的前端部形成粗糙面区域时,在使用电极头修磨器切削电极头的前端部而使其再生之后,需要进行如下作业,即,将电极头从焊枪的柄部取下并且对电极头的前端部实施基于喷丸加工的表面处理,之后,将前端部被实施了表面处理后的电极头再度安装于焊枪的柄部,从而电极头的切削再生作业烦杂且使时间增加。
4、另外,当因反复对铝材进行点焊而电极头的前端部的状态变差时,存在熔点较低的铝材熔接于电极头的前端而使设备停止的情况,因此,在反复进行铝材的点焊的工厂等中,需要缩短电极头的前端部的切削再生作业的周期来使设备运行。因而,还存在为了减少设备的停止次数而欲延长电极头的前端部的切削再生作业的周期这样的要求。
5、本发明是鉴于该点而做出的,其目的在于,提供如下的电极头的切削再生方法和电极头修磨器用切削刀具,根据该电极头的切削再生方法和电极头修磨器用切削刀具,即使利用切削再生后的电极头来反复进行铝材的点焊,也能够使焊接稳定且能够延长电极头的前端部的切削再生作业的周期,并且,能够简单且高效地进行电极头的切削再生作业。
6、用于解决问题的方案
7、为了实现上述目的,本发明的特征在于,对安装于电极头修磨器的切削刀具中的旋转保持件和切削构件中的至少一者的预定的区域实施喷丸加工。
8、具体而言,以在对铝材进行点焊时使用的电极头的切削再生方法为对象,采取如下那样的对策。
9、即,在第1技术方案中,提供一种电极头的切削再生方法,其特征在于,在该电极头的切削再生方法中,准备具有能够承接点焊用电极头的前端部的承接面部的旋转保持件及具有切削刃部和与该切削刃部连续地设置的后面部的切削构件,在对所述承接面部和所述后面部中的至少一者实施基于喷丸加工的表面处理而形成粗糙面部之后,以所述切削刃部逐渐离开所述旋转轴线地延伸的方式将所述切削构件安装于所述旋转保持件,之后,将该旋转保持件安装于电极头修磨器,然后,一边使所述旋转保持件旋转一边利用所述承接面部和所述后面部来承接所述电极头的前端部,由此利用所述切削刃部切削所述电极头的前端部而使其再生。
10、第2技术方案在第1技术方案的基础上,其特征在于,所述后面部具备通过喷丸加工形成的粗糙面部和设置在该粗糙面部与所述切削刃部之间的呈带状延伸的非粗糙面部。
11、第3技术方案在第1技术方案或第2技术方案的基础上,其特征在于,施加于所述承接面部和所述后面部中的至少一者的所述粗糙面部的表面粗糙度ra处于5.3~6.5μm的范围内。
12、另外,本发明以在对铝焊接用电极头的前端部进行切削而使其再生时使用的电极头修磨器用切削刀具为对象,采取如下那样的解决手段。
13、即,在第4技术方案中,提供一种电极头修磨器用切削刀具,其特征在于,该电极头修磨器用切削刀具具备:旋转保持件,其具有能够承接点焊用电极头的前端部的承接面部,该旋转保持件以旋转轴线为中心旋转;以及切削构件,其安装于该旋转保持件,该切削构件具有逐渐离开所述旋转轴线地延伸的切削刃部和与该切削刃部连续地设置的后面部,在一边使所述旋转保持件旋转一边利用所述承接面部和所述后面部来承接所述电极头的前端部时,所述切削刃部切削所述电极头的前端部而使其再生,所述承接面部和所述后面部中的至少一者成为被实施基于喷丸加工的表面处理而形成的粗糙面部。
14、发明的效果
15、在第1技术方案和第4技术方案中,在使电极头的前端部切削再生时,通过喷丸加工而形成的粗糙面部与电极头的前端部擦蹭,因此,在电极头的前端部形成具有许多尖锐凸部的粗糙面区域。因而,在焊接时在电极头的前端部与铝材之间产生的氧化覆膜容易被各凸部破坏,能够反复稳定地进行点焊。另外,由于通过粗糙面部使焊接时的氧化覆膜的影响变少,因此能够防止电极头的前端部与铝材之间的温度过度上升,能够防止铝材相对于电极头的前端部熔接,从而能够延长电极头的前端部的切削再生作业的周期。另外,在进行电极头的切削再生作业时,切削刃部对电极头的前端部进行切削,之后紧接着,切削构件的粗糙面部或旋转保持件的粗糙面部与电极头的前端部擦蹭而在该前端部形成由微小的凹凸形状构成的粗糙面区域。因而,能够在去除电极头的前端部的变差的区域的同时形成粗糙面区域,因此能够简单且高效地进行电极头的切削再生作业。
16、在第2技术方案中,刚由切削刃部切削了电极头的前端部之后的电极头的前端部与后面部之间的滑动接触动作较为顺畅,因此能够良好地切削电极头的前端部。
17、在第3技术方案中,由于在承接面部或后面部形成的粗糙面部成为最佳的凹凸形状,因此,通过利用进行切削再生作业而具有借助所述粗糙面部形成的粗糙面区域的电极头的前端部进行点焊,能够使焊接品质进一步稳定。
技术特征:
1.一种电极头的切削再生方法,其特征在于,
2.根据权利要求1所述的电极头的切削再生方法,其特征在于,
3.根据权利要求1或2所述的电极头的切削再生方法,其特征在于,
4.一种电极头修磨器用切削刀具,其特征在于,
技术总结
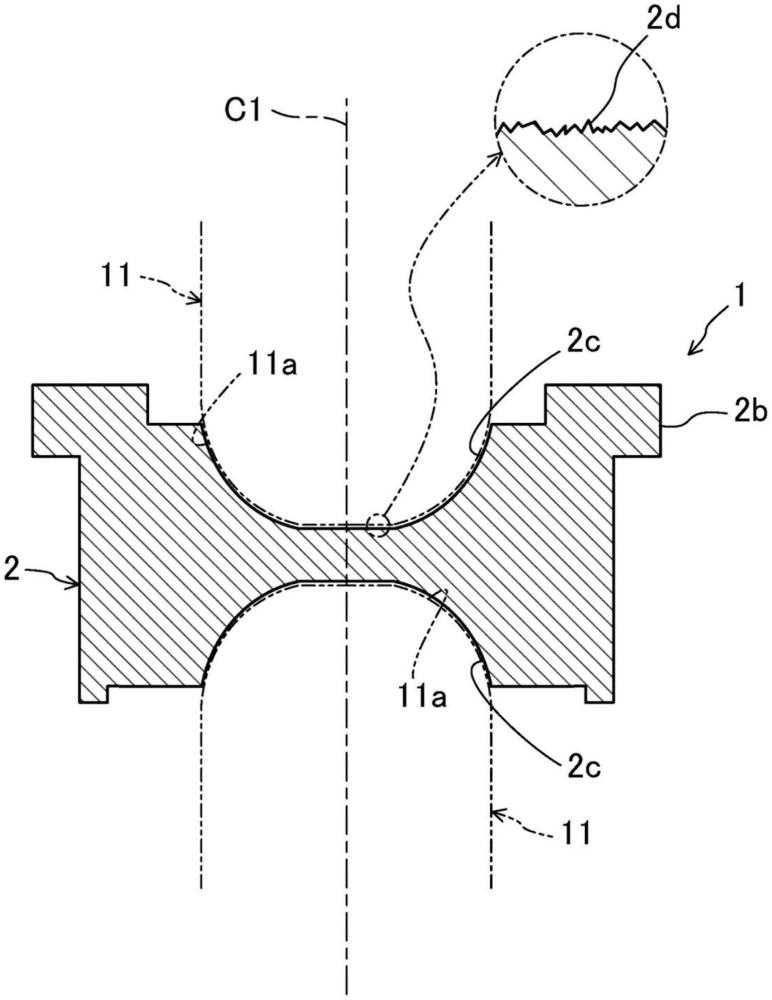
准备能够承接点焊用电极头(11)的旋转保持件(2)以及具有切削刃部(3d)和后面部(3b)的切削构件(3)。在对承接面部(2c)和后面部(3b)实施基于喷丸加工的表面处理而形成粗糙面部(2d、3e)之后,将切削构件(3)和旋转保持件(2)安装于电极头修磨器(10)。然后,一边使旋转保持件(2)旋转一边利用承接面部(2c)和后面部(3b)来承接电极头(11),由此切削刃部(3d)切削电极头(11)的前端部(11a)而使其再生。
技术研发人员:手泽和宏
受保护的技术使用者:极动焊接机械有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!