一种卡齿及高温气冷堆蒸汽发生器换热单元组件组装方法
1.本发明涉及核工程设备制造领域,特别是涉及一种能够有效提高组装效率,保证组装质量的卡齿及高温气冷堆蒸汽发生器换热单元组件组装方法。
背景技术:
2.高温气冷堆蒸汽发生器采用了多层小螺旋直径螺旋管紧凑型结构,每层由多支螺旋管组成,每支螺旋管展开长度达80多米。目前在小型核电堆型已广泛采用该螺旋管结构。
3.对于螺旋管式蒸汽发生器或换热器,要求螺旋换热管在直径方向有相应的定位措施。到目前为止,螺旋管式蒸汽发生器的支撑结构,按照支撑结构的形式可以分为刚性支撑和柔性支撑。这两种不同的支撑方式,螺旋换热管束的安装方法不同。本发明主要解决柔性支撑的螺旋管式蒸汽发生器的快速套装问题。
4.柔性支撑的蒸汽发生器,具体特点是:螺旋管在整个圆周方向均布若干个支撑;各层螺旋管的支撑彼此分开,可以实现径向的自由膨胀,但在周向上对各层螺旋管的支撑可以相互限位;对于每层螺旋管,支撑结构都能够紧紧的抱死换热管束,并在高度方向上限定螺旋管的位置;上述的结构特点决定,此结构的蒸发器套装不能像刚性支撑的换热管蒸汽发生器那样将换热管旋入后再固定,而需要整层的进行套装。在套装过程中,设置在承重条上的卡齿对螺旋管进行垂直方向定位,并与固定柱配合抱死换热管束,其结构和安装方式直接影响蒸汽发生器安装速度和效率。
5.现有技术cn 102734557 a公开上述的柔性支撑的结构,以及套装方法。该方法采用先安装承重条,再套入螺旋盘管,然后再逐个穿入固定螺钉(卡齿),将螺旋盘管固定在承重条和固定条之间,逐层套装螺旋盘管。这种逐个穿入固定螺钉的过程,需要逐个螺钉进行定位,装配效率低。同时由于固定螺钉要对上下两层螺旋管进行限定,因此,螺钉直径需要与上下两层螺旋管之间的间隙距离一致,更加增加了穿钉的难度,也增加了机械擦伤的风险。
技术实现要素:
6.本发明目的在于针对现有技术存在的缺陷,提供一种可以对螺旋管快速定位,有效提高安装效率,保证组装质量的卡齿及高温气冷堆蒸汽发生器换热单元组件组装方法。
7.本发明为实现上述目的,采用如下技术方案:一种用于高温气冷堆蒸汽发生器换热单元的卡齿,设置在上下相邻的两根螺旋管之间,其特征在于:卡齿为不等径结构,较大直径段直径大于上下相邻的两根螺旋管的间距;且较大直径段与承重条相连;较小直径段直径小于上下相邻的两根螺旋管的间距;较大直径段和较小直径段之间通过圆角过渡。不等径结构的卡齿较小直径段便于插入上下两根螺旋管的间隙,较大直径段可以对螺旋盘管进行限位,较大直径段和较小直径段之间的圆角使得螺旋管在抱紧于承重条时,螺旋管位于圆角处,具有更大的接触面积,防止螺旋管变形。上述卡齿结构有利于换热单元组件的快速组装。
8.优选的:卡齿较小直径段直径小于相邻的两根螺旋管的间距0.4-0.8mm,便于卡齿插入上下两根螺旋管的间隙,同时也减少两者之间的插入间隙,防止松动。
9.进一步的:卡齿较大直径段一侧具有螺纹,与承重条螺纹连接;卡齿较小直径段一侧具有圆柱台,与固定条固定连接。螺纹结构便于卡齿的安装,圆柱台方便与固定条固定连接。
10.进一步的:卡齿头部的圆柱台插入固定条上的孔内,焊接固定在固定条上。
11.一种采用上述卡齿的高温气冷堆蒸汽发生器换热单元组件组装方法,其特征在于包括下述步骤:s1、将多个卡齿固定设置在承重条上;s2、扩大第一层螺旋管螺旋直径后在内侧安装第一层承重条,第一层承重条上的卡齿嵌入第一层螺旋管上下相邻的两根螺旋管之间,对第一层螺旋管进行垂直方向定位;s3、将内筒套装在步骤s1的第一层螺旋管内;内筒顶部设有悬挂肋板,将第一层承重条悬挂连接在悬挂肋板上;s4、调整第一层螺旋管螺旋直径,将第一层承重条与内筒外壁贴紧,安装固定条在第一层螺旋管外侧,将固定条压紧确保固定条从外侧抱紧第一层螺旋管,将第一层螺旋管抵压在卡齿的圆角处,再将卡齿与固定条固定连接;s5、扩大第二层螺旋管螺旋直径后在内侧安装第二层承重条,第二层承重条上的卡齿嵌入第二层螺旋管上下相邻的两根螺旋管之间,对第二层螺旋管进行垂直方向的定位;s6、将步骤s4螺旋管套装在步骤s5螺旋管内侧,将第二层承重条悬挂连接在悬挂肋板上;s7、调整第二层螺旋管螺旋直径,将第二层承重条与第一层螺旋管贴紧,安装固定条在第二层螺旋管外侧,将固定条压紧确保固定条从外侧抱紧第二层螺旋管,将第二层螺旋管抵压在卡齿的圆角处,再将卡齿与固定条固定连接;s8、重复步骤s5至s7套装其他层螺旋管及固定;s9、在步骤s8的最外层螺旋管套入外筒。
12.上述方法先将卡齿固定设置在承重条上,形成梳状结构,然后再对螺旋管进行扩径将承重条安装在螺旋管内侧进行套装。事先安装卡齿可以减少安装时的逐个螺钉穿孔定位的过程,大大提高装配效率。另外卡齿的较小直径段也便于插入上下螺旋管之间的间隙,实现螺旋管垂直方向的快速定位,同时卡齿的圆角使得螺旋管在抱紧于承重条时,螺旋管位于圆角处,具有更大的接触面积,使得安装结构更加稳固。
13.其进一步特征在于:步骤s2、s3中,通过反向旋转螺旋管来扩大螺旋管直径。
14.优选的:通过对不同位置的螺旋管进行反向扭转来扩大螺旋管直径。由于螺旋盘管长度较长,因此通过多个不同位置的反向扭转来保证扩径的均匀性。
15.其进一步特征还在于:内筒、多层螺旋管和外筒相邻两层部件之间设置有限位结构,通过限位结构防止部件之间的相对移动,也保证部件之间紧密连接。
16.优选的:限位结构为限位槽,步骤s2、s3中螺旋管扩大的直径值小于限位槽的深度。扩径量小于限位槽深度,使得在部件套装时,始终保持在限位槽内。
17.本发明优化了高温气冷堆蒸汽发生器换热单元组件中的卡齿结构,使其在换热单
元组件组装前就可以事先安装在承重条上,加快了组装速度。另外卡齿的结构也便于插入上下螺旋管之间的间隙,实现螺旋管垂直方向的快速定位。采用上述卡齿结构的高温气冷堆蒸汽发生器换热单元组件的组装步骤,有效提高了组装的效率,也保证换热管束固定后的螺旋直径和螺距的精度。
附图说明
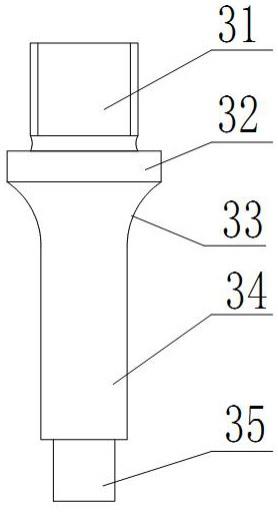
18.图1是卡齿结构示意图。
19.图2是本发明实施例高温气冷堆蒸汽发生器换热单元组件组装后的正面剖视图。
20.图3是本发明实施例高温气冷堆蒸汽发生器换热单元组件组装后的局部俯视图。
21.图4是本发明实施例高温气冷堆蒸汽发生器换热单元组件组装方法中卡齿与固定条连接的结构示意图 。
22.其中,1-悬挂肋板;2-承重条;3-卡齿;4-螺旋管;5-固定条;6-内筒;7-外筒;31-螺纹;32-较大直径段;33-圆角;34-较小直径段;35-圆柱台。
具体实施方式
23.如图1所示,卡齿3为不等缩径结构,较大直径段32直径大于上下相邻的两根螺旋管4的间距;较小直径段34直径小于上下相邻的两根螺旋管4的间距。较大直径段32和较小直径段34之间通过圆角33过渡。卡齿3的较小直径段34直径小于相邻的两根螺旋管4的间距0.4-0.8mm。卡齿3的较大直径段32一侧具有螺纹31,与承重条2螺纹连接;卡齿3的较小直径段34一侧具有圆柱台35,与固定条5固定连接。
24.如图2、3所示,每层螺旋管4通过承重条2和固定条5夹持压紧固定,承重条2上设置有数百个卡齿3对螺旋管4进行垂直方向的定位。如图4所示,换热单元组件依次包括内筒6、多层螺旋管4和外筒7,内筒6上设置有悬挂肋板1。内筒6,夹持多层螺旋管4的承重条2和固定条5,及外筒7相邻两层部件之间均设置有相互配合的凸起和凹槽进行限位。多层压紧固定的螺旋管4通过承重条2悬挂固定在悬挂肋板1上。
25.一种高温气冷堆蒸汽发生器换热单元组件的组装方法,包括下述步骤:先将几百个卡齿3通过螺纹固定设置在多根承重条2上。
26.通过对不同位置的螺旋管4进行反向扭转来扩大第一层螺旋管4的螺旋直径,在其内侧安装第一层承重条2,第一层承重条2上的卡齿3嵌入第一层螺旋管4上下相邻的两根螺旋管4之间,对第一层螺旋管4进行垂直方向的定位。将内筒6套装在的第一层螺旋管4内将第一层承重条2悬挂连接在悬挂肋板1上。套装时内筒6上的凹槽和第一层承重条2上的凸起相互配合进行导向和限位。
27.调整第一层螺旋管4螺旋直径,将第一层承重条2与内筒6外壁贴紧,安装固定条5在第一层螺旋管4外侧,将固定条5压紧,使得螺旋管4位于卡齿3的圆角33处,确保固定条5从外侧抱紧第一层螺旋管4,再将卡齿3头部的圆柱台35与固定条5焊接固定连接,完成第一层螺旋管4的套装。
28.采用上述相同的方法对第二层螺旋管4螺旋直径进行扩大,安装第二层承重条2。再采用相同的方法调整第二层螺旋管4螺旋直径,安装固定条5,完成第二层螺旋管4的套装。
29.采用第二层螺旋管4与第一层螺旋管4的套装方法,套装其他层螺旋管4,待最外层的螺旋管4完成套装,并固定后,再在最外层螺旋管4外侧套装外筒7。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1