步进式智能烘烤工厂及烟叶烘烤方法与流程
本发明涉及烟叶烘烤,特别是一种步进式智能烘烤工厂及烟叶烘烤方法。
背景技术:
1、现有的黄烟烘烤方式,通常将鲜烟叶编夹在烟夹上,再将烟夹分层悬挂在烟叶烤房内固定的挂烟架上,整个烘烤过程中需要使用固定的烤房,其存在的缺陷是:
2、首先,现有的烤房采用煤炭或者秸秆作为燃料,燃料燃烧过程中,通常采用人工控制燃料进料的方式,费时费力,且环境污染严重;
3、其次,采用上述燃料燃烧的方式对烤房提供热量,其烘烤温度难以控制,影响烘烤质量。
技术实现思路
1、本发明的目的在于克服现有技术存在的上述缺陷,提出了一种步进式智能烘烤工厂及烟叶烘烤方法,其实现了对烟叶烘烤温度的准确控制,使烟叶自动经过变黄、定色、干筋、回潮等烘烤工序,不仅提高了烟叶的烘烤质量,而且提高了烟叶的烘烤效率。
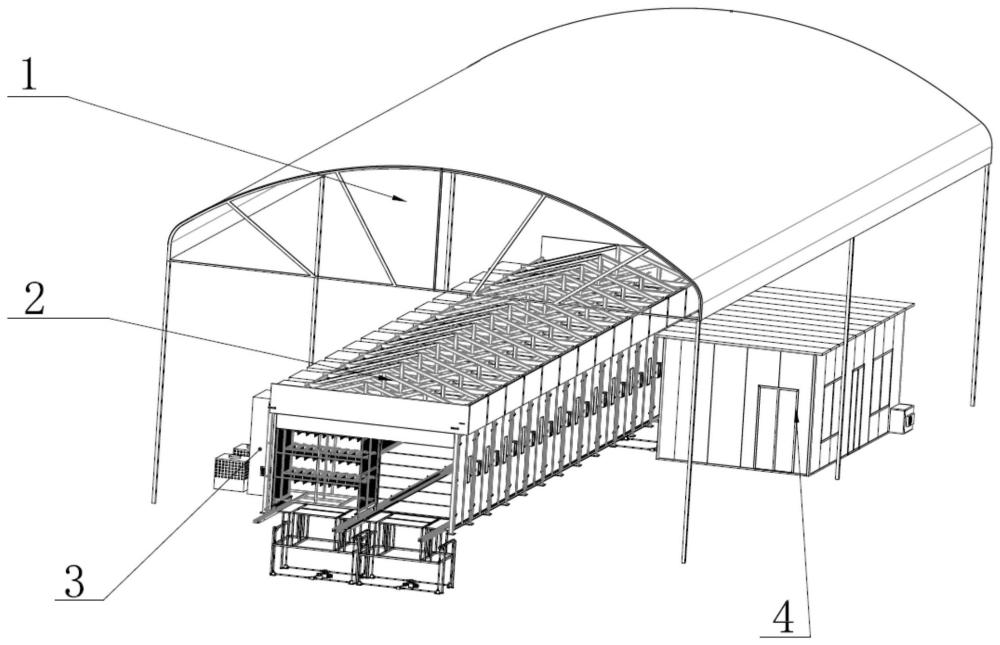
2、本发明的技术方案是:一种步进式智能烘烤工厂,其中,包括:
3、烤房主体,包括烤房骨架、数个沿烤房骨架的长度方向依次连接的单间烤房,单间烤房内设有数个装烟筐,烤房主体的底部设有滑轨和拖动装置,拖动装置在前后往复运动的过程中,带动装烟筐沿滑轨从前至后依次在各单间烤房内移动;
4、热泵主体,包括数间热泵室和回潮室,热泵室、回潮室分别与单间烤房连接,热泵室为单间烤房提供烘烤热量;
5、中控室,分别与烤房主体、热泵主体连接。
6、本发明中,烤房主体最前端的单间烤房为装烟室,烤房主体最后端的单间烤房为回潮卸烟室;
7、装烟室和回潮卸烟室之间的数个单间烤房为烘烤室;
8、所述烘烤室包括依次设置的数个变黄烘烤室、数个定色烘烤室、数个干筋烘烤室。
9、单间烤房包括:
10、设置在烤房骨架对称两侧的维修门和热泵室隔断墙,热泵室隔断墙的顶部设有进风口,热泵室隔断墙的底部设有回风口,维修门处设有温度传感器;
11、以及顶板、底板,维修门、热泵室隔断墙、顶板和底板组成一个单独的空腔,空腔内设有数个装烟筐;
12、顶部的底部表面且沿相邻单间烤房的邻接边处分别固定有上接板。
13、所述装烟筐包括:
14、装烟筐骨架,呈四面体状,悬挂有数层烟夹;
15、烤房隔断门,固定在装烟筐骨架的后侧端面,烤房隔断门与其上方的上接板组合形成用于隔离相邻两单间烤房的墙壁;
16、滑轮机构,设置在装烟筐骨架的底部,包括滑轮,滑轮绕中心轴转动,滑轮中心轴的内侧固定有推杆。
17、所述拖动装置包括拖动管机构、链条传动机构,链条传动机构与拖动管机构连接,推动管机构推动装烟筐运动。
18、所述拖动管机构包括:
19、拖动管支撑座,呈u型,与烤房骨架的底部固定连接;
20、支架托板,固定设置在拖动管支撑座的u型槽的底部,其顶部固定有中间轴,中间轴的两端分别设有第一轴承;
21、穿线管和拖动管,均设置在拖动管支撑座的u型槽内,穿线管和拖动管的底部分别与中间轴两端的第一轴承接触,且穿线管和拖动管与第一轴承之间相对滑动;
22、装烟筐拖动杆,与装烟筐底部的滑轮对应设置,其设置在拖动管的腔体内,通过转轴与拖动管转动连接,并与自复位气缸的活塞杆连接,与装烟筐拖动杆对应的拖动管的顶部表面设有开口,初始状态下,自复位气缸的活塞杆收缩,烟筐拖动杆水平设置在拖动管的腔体内,拖动状态下,自复位气缸的活塞杆伸出,推动装烟筐拖动杆转动至竖直方向,装烟筐拖动杆的上端与滑轮内侧的推杆接触。
23、所述链条传动机构包括:
24、电动机,其输出轴通过皮带与减速机的输入轴传动连接;
25、减速机,其输出轴上固定有第一链轮;
26、驱动链条,缠绕设置在第一链轮和第二链轮上;
27、从动链条,缠绕设置在第三链轮和第四链轮上,第二链轮和第三链轮呈同轴设置,从动链条上设有拖动管连接块,拖动管连接块与拖动管的底部表面固定连接。
28、本发明还包括一种利用上述步进式智能烘烤工厂烘烤烟叶的方法,其中,包括以下步骤:
29、s1、将烟叶装夹在烟夹上,将烟夹分层放置在装烟筐内;
30、s2、将装烟筐放置烤房主体的最前端,拖动装置动作过程中,依次推动装烟筐,使装烟筐沿滑轨进入下一单间烤房内进行烘烤;
31、s3、烘烤结束后,将装烟筐从烤房主体的最后端卸下。
32、上述步骤s2中,通过控制单间烤房的数量、以及单间烤房的加热温度,使装烟筐在每个单间烤房内的烘烤时间一致。
33、上述步骤s2中,利用拖动装置推动装烟筐运动至下一单间烤房包括以下步骤:
34、s2.1、自复位气缸动作,其活塞杆在拉伸过程中,带动与其连接的装烟筐拖动杆转动,使装烟筐拖动杆由初始的水平方向转动至竖直方向,此时装烟筐拖动杆的上方与滑轮内侧的推杆接触;
35、s2.2、电动机动作,依次通过皮带传动、链条传动,带动从动链条运动,从动链条带动与其固定连接的拖动管向后运动,与拖动管连接的装烟筐拖动杆推动推杆和滑轮向后运动,滑轮带动装烟筐向后运动至下一单间烤房内;
36、s2.3、装烟筐推动到位后,拖动管停止运动,自复位气缸的活塞杆自动复位,并带动与其连接的装烟筐拖动杆由竖直方向转动至初始的水平状态,此时拖动管与装烟筐之间没有连接关系,电动机反向动作,带动从动链条反向运动,从而带动与从动链条固定连接的拖动管向前运动,实现了拖动管的前后往复移动。
37、本发明的有益效果是:
38、(1)本申请中,通过采用拖动装置,使拖动管在前后往复移动的过程中实现了装烟筐的步进式移动,同时能够带动烤房主体内所有的装烟筐能够同时联动,实现了烤烟工序的自动化,实现了烤烟的自动化操作,大大提高了烤烟效率;
39、(2)针对不同的烟叶,结合其关键工艺温度,对单间烤房的数量和加热温度进行设定,保证了烤房主体内所有装烟筐移动的连续性,同时能够保证单间烤房内烘烤温度的准确控制,不仅提高了烟叶的烘烤质量,同时也提高烟叶的烘烤效率。
技术特征:
1.一种步进式智能烘烤工厂,其特征在于,包括:
2.根据权利要求1所述的步进式智能烘烤工厂,其特征在于,烤房主体最前端的单间烤房为装烟室,烤房主体最后端的单间烤房为回潮卸烟室;
3.根据权利要求1所述的步进式智能烘烤工厂,其特征在于,单间烤房包括:
4.根据权利要求3所述的步进式智能烘烤工厂,其特征在于,所述装烟筐包括:
5.根据权利要求4所述的步进式智能烘烤工厂,其特征在于,所述拖动装置包括拖动管机构、链条传动机构,链条传动机构与拖动管机构连接,拖动管机构推动装烟筐运动。
6.根据权利要求5所述的步进式智能烘烤工厂,其特征在于,所述拖动管机构包括:
7.根据权利要求5所述的步进式智能烘烤工厂,其特征在于,所述链条传动机构包括:
8.一种利用权利要求1-7任一所述步进式智能烘烤工厂烘烤烟叶的方法,其特征在于,包括以下步骤:
9.根据权利要求8所述的烟叶烘烤方法,其特征在于,步骤s2中,通过控制单间烤房的数量、以及单间烤房的加热温度,使装烟筐在每个单间烤房内的烘烤时间一致。
10.根据权利要求8所述的烟叶烘烤方法,其特征在于,步骤s2中,利用拖动装置推动装烟筐运动至下一单间烤房包括以下步骤:
技术总结
本发明涉及烟叶烘烤技术领域,特别是一种步进式智能烘烤工厂及烟叶烘烤方法。包括:烤房主体,包括烤房骨架、数个沿烤房骨架的长度方向依次连接的单间烤房,单间烤房内设有数个装烟筐,烤房主体的底部设有滑轨和拖动装置,拖动装置在前后往复运动的过程中,带动装烟筐沿滑轨从前至后依次在各单间烤房内移动;热泵主体,包括数间热泵室和回潮室,热泵室、回潮室分别与单间烤房连接,热泵室为单间烤房提供烘烤热量;中控室,分别与烤房主体、热泵主体连接。其实现了对烟叶烘烤温度的准确控制,使烟叶自动经过变黄、定色、干筋、回潮等烘烤工序,不仅提高了烟叶的烘烤质量,而且提高了烟叶的烘烤效率。
技术研发人员:王学文,刘元德,刘伟,肖倩,田征,王永盛
受保护的技术使用者:山东源泉机械有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!