闭合悬臂式旋转吸风系统的制作方法
1.本实用新型属于车间焊接烟尘捕集技术,涉及一种闭合悬臂式旋转吸风系统。
背景技术:
2.目前机械制造行业中,其主要以焊接、切割、打磨加工工序为主;由于工艺流程及工艺布局,其加工点位分布较广散,制造加工过程中产生大量的烟气和烟尘,污染了整个车间及周边环境,若被工人吸入还会引起患各种职业病。此时,需要对车间产生的烟气和烟尘进行有效地治理。
3.针对焊接烟尘,为保证有害烟尘废气有效捕捉,常采用固定式工作将其焊接区域封闭,再通过管道系统接至除尘主机净化排放。对于大型工件焊接时,需要利用行车吊装工件进出,此时需将顶吸罩移开,固定式不方便工件进出。
4.如申请号为cn 201910186705.x的中国发明专利申请公开的一种悬臂式伸缩旋转吸气罩,采用移动式伸缩式工作间对焊接工位的烟尘进行捕捉,由于焊接机器人大小不同,移动式伸缩式工作间需要将整个焊接机器人以及焊接工件全部包裹起来,此时需要的很大风量以及较高的投资成本,并且吊装焊接工件时,需先将伸缩式工作间移开,电动式伸缩工作间移动时间较长,影响现场工作节拍等一系列技术问题。
5.顶吸罩安装于悬臂上转动,但由于现场布局问题,焊接点位较长,吸气罩需要做的很大,悬臂旋转过程中,顶吸罩旋转过程中会与周围的干涉,且电动旋转速度过慢,需要多人操作,影响生产周期;旋转速度过快,悬臂稳定不好,安全性存在隐患。
技术实现要素:
6.本实用新型解决的技术问题是:针对现有移动的悬臂吸气罩存在的移动速度慢、容易干涉的问题,提供一种闭合悬臂式旋转吸风系统。
7.本实用新型采用如下技术方案实现:
8.闭合悬臂式旋转吸风系统,包括摆动装配在同一回转立柱11上的两组悬臂7以及在悬臂7摆动端部设置的吸气罩4,两组所述悬臂7之间在非铰接点通过直线驱动件连接,通过直线驱动件的伸缩带动两组所述悬臂7之间摆动闭合和摆动张开;
9.在两组悬臂7摆动闭合状态下,两组悬臂7上的吸气罩4拼合成位于焊接工位上方的整体罩体,所述吸气罩4通过吸风管2与除尘净化器1连接。
10.上述方案中的闭合悬臂式旋转吸风系统,进一步的,所述回转立柱11固定锚固设置,两组所述悬臂7的端部分别通过轴套12与回转立柱11铰接。
11.上述方案中的闭合悬臂式旋转吸风系统,进一步的,两组所述悬臂7分别铰接在回转立柱11同一高度的两个位置,两组所述悬臂7在与回转立柱11的铰接处装配有相互啮合的同步齿轮。
12.上述方案中的闭合悬臂式旋转吸风系统,进一步的,所述悬臂7内部设有内风道,所述内风道一端与对应悬臂上的吸气罩4连通,另一端通过软管6引出,两组所述悬臂7的内
风道引出的软管通过三通管5与吸风管2汇接。
13.上述方案中的闭合悬臂式旋转吸风系统,进一步的,所述吸气罩4为方形罩体,两组所述吸气罩4在悬臂摆动闭合状态下,通过相互贴合的侧边拼合成两倍于吸气罩的方形整体罩体。
14.上述方案中的闭合悬臂式旋转吸风系统,进一步的,所述吸气罩4形成的整体罩体周边设有挡弧帘9。
15.上述方案中的闭合悬臂式旋转吸风系统,进一步的,所述吸气罩4的边缘与对应悬臂的摆动端顶部设有调整吸气罩水平度的拉绳8。
16.在本实用新型的闭合悬臂式旋转吸风系统中,所述直线驱动件为气缸或油缸或电动缸。
17.本实用新型具有如下有益效果:
18.(1)本实用新型的闭合悬臂式旋转吸风系统结构简单,容易在原有悬臂和吸气罩基础上改造并实现,整套系统运行简单,运行成本低,初期投资与采用两套独立的悬臂+吸气罩的吸风方案相比成本更低,采用一个直线驱动件替换悬臂的驱动电机,风管没有另外增加管道,从悬臂内通过,节约了减速电机和风管成本,又美观好看。一个回转立柱带两组悬臂和两个吸气罩的形式,与原两套电动旋转吸气罩单独操作控制综合相比,即整套成本约20~30%左右。
19.(2)本实用新型的两组悬臂和吸气罩采用一个直线驱动件控制同步动作,比两套独立的电动旋转吸气罩更为方便可靠。通过直线驱动件运动带动两组悬臂摆动闭合,悬臂在同步齿轮配合下旋转,从而带动两个吸气罩以回转立柱为中心整体移动,比原有缩短操作时间,两个吸气罩同时运动,同步性好;不需要旋转一个吸气罩后,再控制旋转另一个吸气罩动作,并且能有效防止两组悬臂摆动闭合时到位两个吸气罩位置错位及碰撞问题现象。当工件吊装时,将悬臂旋转摆动避开,还可以有效的避免了悬臂旋转过程中与其他设备干涉,解决现场吸气罩运动及安装不美观的技术问题,控制操作方便,不影响整套系统的除尘捕捉效果。
20.综上所述,本实用新型的闭合悬臂式旋转吸风系统采用两组相对摆动的悬臂和吸气罩,对大型工件吊装焊接时以回转立柱为中心,迅速地将两个顶吸罩旋转分开,便于行车吊装大型工件;悬臂旋转过程中,避免吸气罩与其他设备干涉,技术成熟、稳定,运行简单,净化效率高,可以运用于大多数大型工件的焊接烟尘治理。
21.以下结合附图和具体实施方式对本实用新型做进一步说明。
附图说明
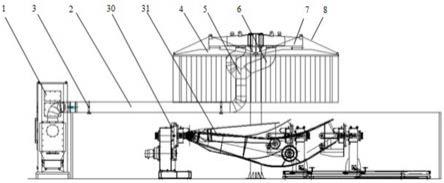
22.图1为实施例中的闭合悬臂式旋转吸风系统的主视图。
23.图2为实施例中的闭合悬臂式旋转吸风系统的侧视图。
24.图3为实施例中的闭合悬臂式旋转吸风系统在两组吸气罩摆动闭合状态的俯视图。
25.图4为实施例中的闭合悬臂式旋转吸风系统在两组吸气罩摆动打开状态的俯视图。
26.图中标号:1
‑
除尘净化器、2
‑
吸风管、3
‑
风管支架、4
‑
吸气罩、5
‑
三通管、6
‑
软管、7
‑
悬臂、8
‑
拉绳、9
‑
挡弧帘、10
‑
气缸、11
‑
回转立柱、12
‑
轴套、13
‑
同步齿轮、30
‑
变位机、31
‑
焊接工件、32
‑
焊接机器人。
具体实施方式
27.实施例
28.参见图1和图2,图示中的闭合悬臂式旋转吸风系统为本实用新型用于大型焊接工件的焊接烟尘收集的一种具体实施方案,在焊接工位上设有装夹大型焊接工件31的变位机30,焊接机器人32对变位机30上的焊接工件31进行自动化焊接,本实施例针对该焊接工位设置闭合悬臂式旋转吸风系统,具体包括除尘净化器1、吸风管2、风管支架3、吸气罩4、三通管5、软管6、悬臂7、拉绳8、挡弧帘9、气缸10、回转立柱11、轴套12和同步齿轮13。
29.具体的,本实施例包括两组悬臂7和两组吸气罩4,两组悬臂7摆动装配在同一回转立柱11上,两组吸气罩4分别设置在悬臂7远离回转立柱的摆动端部上,回转立柱11通过化学锚栓固定锚固在焊接工位一侧地面上,两组吸气罩4通过吸风管2与除尘净化器1连接,两组悬臂7之间在非铰接点通过一直线驱动件连接,通过直线驱动件的伸缩带动两组悬臂7之间摆动闭合和摆动张开,在两组悬臂7摆动闭合状态下,两组悬臂7上的吸气罩4拼合成位于焊接工位上方的整体罩体,对焊接区域进行覆盖。
30.焊接工件时,两组悬臂7和两组吸气罩4处于闭合状态,吸气罩4通过除尘净化器1的负压将焊接区域产生的焊接烟尘进行收集,烟尘经悬臂7的内风道、软管6、三通管5进入吸风管2,再经过除尘净化器1过滤分离,净化后的空气,经风机电机排放。
31.收集的烟尘通过吸风管2输送至除尘净化器1,将含尘气体的过滤分离,通过滤筒的分离作用完成,达标排放,以达到焊接烟尘治理的目的。
32.悬臂7内部设有内风道,内风道一端与对应悬臂上的吸气罩4连通,另一端通过软管6引出,两组悬臂7的内风道引出的软管通过三通管5与吸风管2汇接,使两组吸气罩4共用一套吸风管2和除尘净化器1,吸风管2通过风管支架3固定在围挡或者地面上,保证吸风管2的稳定性,软管6可以适应悬臂7的摆动,使悬臂闭合旋转时,吸风罩4仍然有足够的吸风效果。
33.本实施例中的两组吸气罩4采用大小相同的方形罩体,两组吸气罩4在悬臂摆动闭合状态下,通过相互贴合的侧边拼合成两倍于吸气罩4的方形整体罩体,保证对大型焊接工件的焊接区域覆盖。
34.在吸气罩4形成的整体罩体周边通过龙骨挂片固定挂接有挡弧帘9,在两组吸气罩4贴合的侧边可以不挂挡弧帘,防止焊接过程中烟尘四周扩散,提高对焊烟尘的捕捉效率,还有效地阻挡焊接过程中,焊接产生的弧光对操作工人灼伤。
35.吸气罩4的边缘与对应悬臂的摆动端顶部设有拉绳8,拉绳8采用钢丝绳,将吸气罩四个角与悬臂前端连接,便于现场调整两个吸气罩的水平度。
36.本实施例中的两组悬臂7均通过轴套12与回转立柱11铰接,两组悬臂7与回转立柱11之间的铰接位置位于同一高度的不同位置,两组悬臂7在与回转立柱11的铰接处均装配有同步齿轮13,同步齿轮13与对应悬臂7固定,悬臂7的摆动会带动对应的同步齿轮13绕该悬臂的铰接点转动,两组悬臂7之间的同步齿轮同时相互啮合设置,这样,两组悬臂7摆动的同时,通过同步齿轮13之间的啮合带动,保证两组悬臂7保持相反方向的同步摆动。
37.本实施例中驱动两组悬臂7同步摆动的直线驱动件采用气缸10,气缸10的两端分别与两组悬臂7铰接,气缸做伸缩动作,在同步齿轮13的啮合作用下,带动两组悬臂7同步摆动打开或摆动闭合,如图3和图4中所示,实际应用中还可以根据车间实际情况采用油缸或电动缸。
38.以下结合图3和图4对本实施例的具体工作过程进行详细说明。
39.当制作加工过程中,需要焊接工件时,先利用行车将焊接工件31移至变位机30区域上方,利用变位机30将焊接工件31固定住,再将行车移走。然后启动气缸10收缩,带动两组悬臂7相向向内同步摆动,将两个悬臂以相同的速度和角度闭合,使其两个吸气罩4紧密闭合成为一个整体罩体。再开启焊接机器人32进行焊接操作。
40.吸气罩4将焊接过程中产生的焊接烟尘进行有效地捕捉,经悬臂7、软管6、三通管5进入吸风管2,再经过除尘净化器1过滤分离,净化后的空气达标排放。
41.当焊接完成后焊接工件移走时,开启吸气罩分开状态,气缸10伸出,带动悬臂7向外转动,将两组悬臂7以相同的速度和角度,使其两个吸气罩4张开,使焊接工件31上方留出空间,便于行车吊装。然后利用行车将焊接工件吊装好,松开变位机30,将焊接完后的焊接工件31吊至下到工序。接着,等待下个工件的吊入。
42.以上实施例是对本实用新型的说明,并非对本实用新型的限定,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的具体工作原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1