一种PC生产线墙板机成型腔清理装置的制作方法
一种pc生产线墙板机成型腔清理装置
技术领域
1.本发明涉及装配式建筑装备领域,特别是一种pc生产线墙板机成型腔清理装置。
背景技术:
2.建筑行业能耗约占社会总能耗的三成,而钢材消耗量约占社会钢材消耗总量的五成,每年产生大量的建筑垃圾,并且环境污染严重,人员劳动强度大等问题亦长期存在,因此以工业化生产、装配式施工方式为起点的装配建筑是我国“制造2025计划”中的重要内容。墙板是预应力混凝土预制板构件的通用名称,轻型墙板是现代建筑应用最广泛的一类,每块墙板上都均匀布置有多个圆心孔,是用于装配建筑或者建筑内隔断的重要板材。现代墙板生产线(以下简称“pc生产线”)主要依靠墙板机快速生产墙板,而平模模板成型是墙板机加工墙板的主要制作方法之一,墙板机通过隔板、侧板等组成近十个并列成型腔,沿轨道依次通过布料、振实、上压盖、预养护、抽管、养护、开模、出板、合模、清洁、喷涂隔离剂、穿芯完成墙板生产循环,在墙板制作墙板过程中,需要墙板机在清洁工位完成成型腔的清理,为喷涂隔离剂提供条件,以便进行后续的墙板出板作业以及墙板机清洁作业。
3.墙板机在清洁工位需要对成型腔进行清理,目的是去除模板壁上的粘结料,为墙板机后续作业循环提供前提。当前pc生产线墙板机成型腔清洁主要靠人工进行,因墙板机要一次成型近十余块板,成型腔数量多,清洁作业工人劳动强大,费时费力,部分企业开始采用机械装置进行成型腔的清洁,但在实际使用过程中,不仅存在自动化程度低、清理效果差,清洁不彻底等问题,而且还存在着故障率高,清洁速度慢等问题,严重影响了墙板生产线的生产效率。如何设计一种pc生产线墙板机成型腔清理装置,实现墙板机成型腔高效清洁作业,已成为业内亟需解决的工程问题。
技术实现要素:
4.本发明的目的是提供一种pc生产线墙板机成型腔清理装置,通过清洁装置合理设计,配合较低的成本,实现墙板机成型腔的高效清洁,提升墙板生产线的生产效率,降低工人劳动强度。
5.本发明通过以下技术方案达到上述目的:一种pc生产线墙板机成型腔清理装置包含成型腔清理装置、除尘室,所述成型腔清理装置包含高架轨道、轨道车、横向毛刷辊装置、纵向毛刷辊装置,所述高架轨道包含齿条轨道、用于支撑齿条轨道的轨道架,所述轨道架为钢结构组成的矩形框架结构,所述齿条轨道固定安装在轨道架的上部。
6.所述轨道车包含行走架、传动轴、第一齿轮、第二齿轮、行车架驱动系统,所述行车架为钢结构组成的框架结构,传动轴通过第一转动副安装在行车架上,第一齿轮、第二齿轮安装在传动轴的两端,所述第一齿轮、第二齿轮尺寸规格相同,且均与齿条轨道啮合而行成齿轮齿条副;所述传动轴上安装有第一从动链轮;所述行车架驱动系统包含第一电机、第一减速机、第一驱动链轮、第一链条,所述第一电机固定安装在行车架上,第一驱动链轮、第一
链条、第一从动链轮构成第一链轮副,所述第一链轮副由第一电机通过第一减速机驱动;通过车架驱动系统驱动,传动轴旋转,进而带动传动轴两端的第一齿轮、第二齿轮转动,从而使行车架沿着齿条轨道移动。行车架与轨道架之间安装有降低移动阻力和导向的滚轮,所述行车架四周安装有降低移动阻力的端面竖直安装的可自由滑动的第一滚轮、第二滚轮、第三滚轮、第四滚轮,行车架两端安装有用于降低行车架移动阻力和导向的可自由滑动的第五滚轮、第六滚轮。
7.所述横向毛刷辊装置包含第一毛刷辊、第二毛刷辊、横向毛刷辊驱动系统,所述第一毛刷辊通过第二转动副横向安装在行车架前下方,第二毛刷辊通过第三转动副横向安装在行车架前下方,所述第一毛刷辊与第二毛刷辊通过联轴器连接,进而确保第一毛刷辊与第二毛刷辊可以同步转动;所述第二毛刷辊一端固定有用于带动第二毛刷辊旋转的第二从动链轮;所述横向毛刷辊驱动系统包含第二电机、第二减速机,所述第二电机固定安装在行车架上,第二驱动链轮、第二链条、第二从动链轮构成第二链轮副,所述第二链轮副由第二电机通过第二减速机驱动;通过横向毛刷辊驱动系统驱动下,第二驱动链轮带动第二从动链轮旋转,进而第二毛刷辊旋转,通过联轴器传动,第一毛刷辊同步旋转,进而实现对墙板机隔板上部进行清理。
8.所述纵向毛刷辊装置包含十二个纵向毛刷辊、十二个纵向毛刷辊驱动系统,所述十二个纵向毛刷辊通过相互独立的转动副依次纵向安装在行车架的下方,每个纵向毛刷辊均通过独立的由电机和减速机构成的纵向毛刷辊驱动系统驱动。由于十二个纵向毛刷辊由十二个纵向毛刷辊驱动系统独立驱动,相比共用动力源,降低了故障率,提高了可靠性。所述十二个纵向毛刷辊在十二个纵向毛刷辊驱动系统驱动下旋转,进而可以对墙板机的成型腔进行清洁作业。
9.所述成型腔清理装置安装在除尘室内,除尘室设置有卷帘门,所述除尘室内成型腔清理装置的正下方地面上安装有用于墙板机行车的钢轨,除尘室外部安装有用于除尘的除尘装置,除尘装置通过管道与除尘室连通。
10.工作过程简述如下:(1)墙板机通过轨道轮沿着轨道驶入除尘室内,并停靠在成型腔清理装置正下方的恰当位置处,卷帘门落下,除尘装置开启。
11.(2)横向毛刷辊装置启动,在横向毛刷辊驱动系统驱动下,第一毛刷辊、第二毛刷辊旋转;纵向毛刷辊装置启动,十二个纵向毛刷辊在十二个纵向毛刷辊驱动系统驱动下,独立旋转。
12.(3)轨道车在高架轨道上,通过行车架驱动系统驱动,从初始位置沿着齿条轨道移动,第一毛刷辊、第二毛刷辊、以及十二个纵向毛刷辊同时对墙板机的十二个成型腔上部和内部的粘结料同时进行清除;作业扬尘通过除尘装置予以清除。
13.(4)墙板机成型腔清理完毕后,横向毛刷辊装置、纵向毛刷辊装置停止运转,轨道车停靠在初始位置,除尘装置关闭,除尘室的卷帘门开启,墙板机通过轨道驶出除尘室,进入墙板生产线的下一工位。
14.与现有技术相比,本发明的突出优点在于:1.该种pc生产线墙板机成型腔清理装置实现了墙板机成型腔的自动化清理,提升墙板生产线的生产效率,降低工人劳动强度。
15.2.该种pc生产线墙板机成型腔清理装置的纵向毛刷辊装置每个纵向毛刷辊由独立的驱动单元驱动,不仅保证了清洁质量,而且有效降低了故障率,提高了墙板生产线可靠性。
附图说明
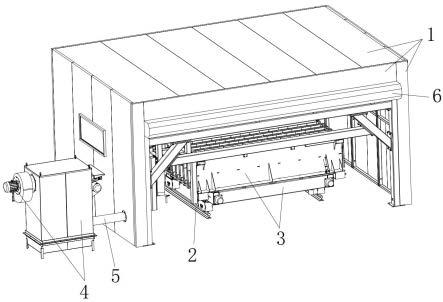
16.图1为本发明所述的一种pc生产线墙板机成型腔清理装置示意图。
17.图2为本发明所述的成型腔清理装置示意图。
18.图3为本发明所述的成型腔清理装置作业示意图。
19.图4为本发明所述的轨道车、横向毛刷辊装置、纵向毛刷辊装置示意图之一。
20.图5为本发明所述的的轨道车、横向毛刷辊装置、纵向毛刷辊装置示意图之二。
21.图6为本发明的墙板机成型腔示意图。
具体实施方式
22.以下通过附图1-6和实施例对本发明的技术方案作进一步说明。
23.对照图1、图2、图3,一种pc生产线墙板机成型腔清理装置包含成型腔清理装置、除尘室1,所述成型腔清理装置包含高架轨道、轨道车8、横向毛刷辊装置、纵向毛刷辊装置,所述高架轨道包含齿条轨道9、用于支撑齿条轨道9的轨道架7,所述轨道架7为钢结构组成的矩形框架结构,所述齿条轨道9固定安装在轨道架7的上部。
24.对照图2、图3、图4、图5,所述轨道车包含行走架12、传动轴16、第一齿轮20、第二齿轮23、行车架驱动系统,所述行车架为钢结构组成的框架结构,传动轴16通过第一转动副21安装在行车架上,第一齿轮20、第二齿轮23安装在传动轴16的两端,所述第一齿轮20、第二齿轮23尺寸规格相同,且均与齿条轨道9啮合而行成齿轮齿条副;所述传动轴16上安装有第一从动链轮31;所述行车架驱动系统包含第一电机17、第一减速机31、第一驱动链轮30、第一链条19,所述第一电机17固定安装在行车架12上,第一驱动链轮30、第一链条19、第一从动链轮31构成第一链轮副,所述第一链轮副由第一电机17通过第一减速机31驱动;通过车架驱动系统驱动,传动轴16旋转,进而带动传动轴16两端的第一齿轮20、第二齿轮23转动,从而使行车架12沿着齿条轨道9移动。行车架12与轨道架7之间安装有降低移动阻力和导向的滚轮,所述行车架12四周安装有降低移动阻力的端面竖直安装的可自由滑动的第一滚轮11、第二滚轮13、第三滚轮14、第四滚轮15,行车架12两端安装有用于降低行车架12移动阻力和导向的可自由滑动的第五滚轮25、第六滚轮26。
25.对照图2、图3、图4、图5,所述横向毛刷辊装置包含第一毛刷辊36、第二毛刷辊37、横向毛刷辊驱动系统,所述第一毛刷辊36通过第二转动副35横向安装在行车架8前下方,第二毛刷辊37通过第三转动副34横向安装在行车架8前下方,所述第一毛刷辊36与第二毛刷辊37通过联轴器38连接,进而确保第一毛刷辊36与第二毛刷辊37可以同步转动;所述第二毛刷辊37一端固定有用于带动第二毛刷辊37旋转的第二从动链轮33;所述横向毛刷辊驱动系统包含第二电机27、第二减速机28,所述第二电机27固定安装在行车架12上,第二驱动链轮32、第二链条29、第二从动链轮33构成第二链轮副,所述第二链轮副由第二电机27通过第二减速机28驱动;通过横向毛刷辊驱动系统驱动下,第二驱动链轮32带动第二从动链轮33旋转,进而第二毛刷辊37旋转,通过联轴器38传动,第一毛刷辊36同步旋转,进而实现对墙
板机隔板上部进行清理。
26.对照图2、图3、图4、图5,所述纵向毛刷辊装置包含十二个纵向毛刷辊39、十二个纵向毛刷辊驱动系统,所述十二个纵向毛刷辊39通过相互独立的转动副40依次纵向安装在行车架8的下方,每个纵向毛刷辊39均通过独立的由电机41和减速机构成的纵向毛刷辊驱动系统驱动。由于十二个纵向毛刷辊39由十二个纵向毛刷辊驱动系统独立驱动,相比共用动力源,降低了故障率,提高了可靠性。所述十二个纵向毛刷辊39在十二个纵向毛刷辊驱动系统驱动下旋转,进而可以对墙板机3的成型腔10进行清洁作业。
27.对照图1,所述成型腔清理装置安装在除尘室1内,除尘室1设置有卷帘门6,所述除尘室1内成型腔清理装置的正下方地面上安装有用于墙板机3行车的钢轨2,除尘室1外部安装有用于除尘的除尘装置4,除尘装置4通过管道5与除尘室1连通。
28.对照图1-6,工作过程简述如下:(1)墙板机3通过轨道轮24沿着轨道2驶入除尘室1内,并停靠在成型腔清理装置正下方的恰当位置处,卷帘门6落下,除尘装置4开启。
29.(2)横向毛刷辊装置启动,在横向毛刷辊驱动系统驱动下,第一毛刷辊36、第二毛刷辊37旋转;纵向毛刷辊装置启动,十二个纵向毛刷辊39在十二个纵向毛刷辊驱动系统驱动下,独立旋转。
30.(3)轨道车在高架轨道上,通过行车架驱动系统驱动,从初始位置沿着齿条轨道9移动,第一毛刷辊36、第二毛刷辊37、以及十二个纵向毛刷辊39同时对墙板机3的十二个成型腔10上部和内部的粘结料同时进行清除;作业扬尘通过除尘装置4予以清除。
31.(4)墙板机3成型腔10清理完毕后,横向毛刷辊装置、纵向毛刷辊装置停止运转,轨道车停靠在初始位置,除尘装置关闭,除尘室1的卷帘门6开启,墙板机3通过轨道2驶出除尘室1,进入墙板生产线的下一工位。
32.除说明书所述的技术特征外,均为本专业技术人员的已知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1