一种用于热浸镀锌钢管的锌瘤吹除装置的制作方法
1.本实用新型属于钢管镀锌技术领域,具体涉及一种用于热浸镀锌钢管的锌瘤吹除装置。
背景技术:
2.在现有的热镀锌过程中,钢管是浸泡在热熔化的锌液中,在镀锌完成取出钢管后,钢管上会残留锌液,这些锌液清除的不彻底就会在镀锌管内冷却成为小的锌瘤,影响镀锌管的质量,锌液冷却后形成的锌瘤在才凝结或未凝结的状态下是比较容易清除掉的。
3.现有的锌瘤清除方式是将钢管上的锌瘤打磨掉,比较麻烦,非常的费时,而且打磨时使用的钢管固定装置也不方便固定不同长度的钢管,通用性较低。
技术实现要素:
4.本实用新型的目的在于提供一种用于热浸镀锌钢管的锌瘤吹除装置,以解决现有技术中存在的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种用于热浸镀锌钢管的锌瘤吹除装置,包括底座,所述底座上端一侧设置有减速电机,所述减速电机的转子轴上安装有联轴器,所述底座上端开设有凹槽,所述凹槽内转动安装有第一丝杠,所述第一丝杠上螺纹安装有第一螺母,所述底座上端一侧设置有调距机构,所述调距机构与第一丝杠传动连接,所述底座上端设置有支架,所述支架上端设置有滑轨,所述滑轨中间转动安装有第二丝杠,所述第二丝杠上螺纹安装有第二螺母,所述第二螺母下端设置有气枪,所述气枪通过软管与外部气源连接,所述第二丝杠一端设置有转盘,所述转盘一端设置有手柄。
6.优选的,所述第一螺母上端设置有轴承座,所述轴承座的内侧和联轴器一端的内侧均套装有橡胶套。
7.优选的,所述调距机构包括固定座,所述固定座内转动装设有带轮轴,所述带轮轴一端设置有主动带轮,所述第一丝杠一端设置有从动带轮,所述主动带轮和从动带轮上套装有皮带。
8.优选的,所述固定座一端安装有齿圈,所述带轮轴一端设置有传动块,所述带轮轴一端套装有限位套,所述限位套内开设有仿形槽,所述传动块位于仿形槽内,所述限位套一端开设有圆孔,所述圆孔与仿形槽相连通,所述限位套一端设置有齿套,所述限位套一端安装有手轮。
9.与现有技术相比,本实用新型的有益效果是:通过设置一个通过高速气流吹出锌瘤的装置,可以快速吹落钢管表面的锌瘤,与传统的打磨相比更加省时省力,同时通过设置距离可调的钢管固定机构,可以方便固定各种长度的钢管,提升了通用性。
附图说明
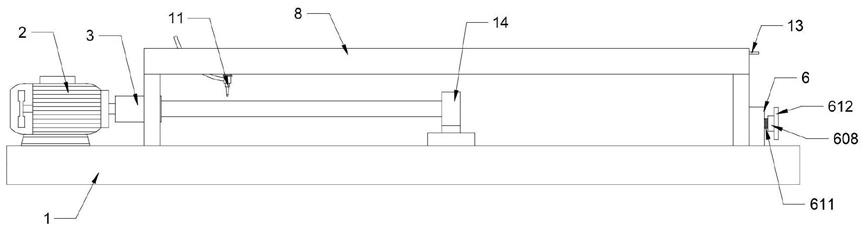
10.图1为本实用新型的主视示意图;
11.图2为本实用新型的主视局部剖切示意图;
12.图3为本实用新型的图2中a的放大图;
13.图4为本实用新型的传动块的右视图;
14.图5为本实用新型的限位套的右视图。
15.图中:1.底座、2.减速电机、3.联轴器、4.第一丝杠、5.第一螺母、6.调距机构、7.支架、8.滑轨、9.第二丝杠、10.第二螺母、11.气枪、12.转盘、13.手柄、14.轴承座、101.凹槽、601.固定座、602.带轮轴、603.主动带轮、604.从动带轮、605.皮带、606.齿圈、607.传动块、608.限位套、609.仿形槽、610.圆孔、611.齿套、612.手轮。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
17.请参阅图1和图2,本实用新型实施例提供一种用于热浸镀锌钢管的锌瘤吹除装置,包括底座1,底座1上端左侧通过螺栓安装有减速电机2,所用减速电机2型号为bwd,减速电机2的转子轴上通过销连接安装有联轴器3,底座1上端开设有凹槽101,凹槽101内转动安装有第一丝杠4,第一丝杠4上螺纹安装有第一螺母5,底座1上端右侧设置有调距机构6,调距机构6与第一丝杠4传动连接,底座1上端左右两侧焊接有支架7,支架7上端焊接有滑轨8,滑轨8中间转动安装有第二丝杠9,第二丝杠9上螺纹安装有第二螺母10,第二螺母10下端法兰连接有气枪11,气枪11通过软管与外部气源连接,第二丝杠9右端通过螺栓安装有转盘12,转盘12右端焊接有手柄13。
18.请参阅图2、图3、图4和图5,第一螺母5上端焊接有轴承座,轴承座的内侧和联轴器3右端的内侧均套装有橡胶套,防止磨损钢管表面的镀锌层。调距机构6包括固定座601,固定座601内转动装设有带轮轴602,带轮轴602左端通过键连接安装有主动带轮603,第一丝杠4右端通过键连接安装有从动带轮604,主动带轮603和从动带轮604上套装有皮带605,用于驱动第一丝杠4转动。固定座601右端安装有齿圈606,带轮轴602右端通过销连接安装有传动块607,带轮轴602右端套装有限位套608,限位套608内开设有仿形槽609,仿形槽609的轮廓与传动块607的轮廓相同,传动块607位于仿形槽609内,用于通过限位套608带动传动块607转动,限位套608左端开设有圆孔610,圆孔610与仿形槽609相连通,用于使带轮轴602穿过,限位套608左端焊接有齿套611,用于与齿圈606相互配合对第一丝杠4进行限位,限位套608右端通过螺钉安装有手轮612,用于驱动带轮轴602转动。
19.本实施例的工作原理如下:使用时,先根据钢管的长度调整轴承座和联轴器3之间的距离,调整时先用手转动手轮612,手轮612带动限位套608转动,限位套608带动传动块607转动,进而带动带轮轴602和第一丝杠4转动,第一丝杠4驱动第一螺母5沿着凹槽101左右移动,从而带动轴承座左右运动,距离调整好后,将手轮612向左推动,手轮612带动限位套608向左移动,使齿套611插入齿圈606中间,齿套611与齿圈606相互卡合,以此使限位套608不会自主转动,从而对第一丝杠4进行限位,然后将钢管左右两端分别插入联轴器3和轴承座中,然后通过减速电机2驱动联轴器3缓慢转动,从而带动钢管缓慢转动,然后通过外部气源供气使气枪11进行吹气,然后用手转动手柄13,手柄13通过转盘12带动第二丝杠9转动,从而驱动第二螺母10沿着滑轨8左右移动,第二螺母10带动气枪11左右移动,以此实现
对钢管表面的锌瘤进行全方位吹除。
20.以上所述,仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围。
技术特征:
1.一种用于热浸镀锌钢管的锌瘤吹除装置,其特征在于:包括底座(1),所述底座(1)上端一侧设置有减速电机(2),所述减速电机(2)的转子轴上安装有联轴器(3),所述底座(1)上端开设有凹槽(101),所述凹槽(101)内转动安装有第一丝杠(4),所述第一丝杠(4)上螺纹安装有第一螺母(5),所述底座(1)上端一侧设置有调距机构(6),所述调距机构(6)与第一丝杠(4)传动连接,所述底座(1)上端设置有支架(7),所述支架(7)上端设置有滑轨(8),所述滑轨(8)中间转动安装有第二丝杠(9),所述第二丝杠(9)上螺纹安装有第二螺母(10),所述第二螺母(10)下端设置有气枪(11),所述气枪(11)通过软管与外部气源连接,所述第二丝杠(9)一端设置有转盘(12),所述转盘(12)一端设置有手柄(13)。2.根据权利要求1所述的一种用于热浸镀锌钢管的锌瘤吹除装置,其特征在于:所述第一螺母(5)上端设置有轴承座(14),所述轴承座(14)的内侧和联轴器(3)一端的内侧均套装有橡胶套。3.根据权利要求1所述的一种用于热浸镀锌钢管的锌瘤吹除装置,其特征在于:所述调距机构(6)包括固定座(601),所述固定座(601)内转动装设有带轮轴(602),所述带轮轴(602)一端设置有主动带轮(603),所述第一丝杠(4)一端设置有从动带轮(604),所述主动带轮(603)和从动带轮(604)上套装有皮带(605)。4.根据权利要求3所述的一种用于热浸镀锌钢管的锌瘤吹除装置,其特征在于:所述固定座(601)一端安装有齿圈(606),所述带轮轴(602)一端设置有传动块(607),所述带轮轴(602)一端套装有限位套(608),所述限位套(608)内开设有仿形槽(609),所述传动块(607)位于仿形槽(609)内,所述限位套(608)一端开设有圆孔(610),所述圆孔(610)与仿形槽(609)相连通,所述限位套(608)一端设置有齿套(611),所述限位套(608)一端安装有手轮(612)。
技术总结
本实用新型公开了一种用于热浸镀锌钢管的锌瘤吹除装置,包括底座,底座上端一侧设置有减速电机,减速电机的转子轴上安装有联轴器,底座上端开设有凹槽,凹槽内转动安装有第一丝杠,第一丝杠上螺纹安装有第一螺母,底座上端一侧设置有调距机构,调距机构与第一丝杠传动连接,底座上端设置有支架,支架上端设置有滑轨,滑轨中间转动安装有第二丝杠,第二丝杠上螺纹安装有第二螺母。通过设置一个通过高速气流吹出锌瘤的装置,可以快速吹落钢管表面的锌瘤,与传统的打磨相比更加省时省力,同时通过设置距离可调的钢管固定机构,可以方便固定各种长度的钢管,提升了通用性。提升了通用性。提升了通用性。
技术研发人员:向文 李明
受保护的技术使用者:四川振鸿钢制品有限公司
技术研发日:2021.09.01
技术公布日:2022/3/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1