一种提高物料洗涤效率的装置及方法与流程
本发明属于物料洗涤,具体涉及一种提高物料洗涤效率的装置及方法。
背景技术:
1、随着国家政策加大对新能源汽车的扶持,带动了上下游产业的发展,从而对动力电池的需求不断攀升。三元锂电因体积更小、能量密度更高、耐低温、循环性能也更好等优势,成为新能源乘用车的主流电池。正极材料前驱体的性能直接影响正极材料的各种性能,进而决定锂电池的倍率性能、能量密度、循环寿命等核心电化学性能。
2、正极材料前驱体一般使用共沉淀法获得,主要工序流程为:配制三元液-反应-洗涤-烘干-煅烧。目前的洗涤方式主要分两类,一类是压滤机洗涤后排入浆化槽,浆化后进入下一工序;另一类是通过二合一洗涤机进行洗涤,这种方式相比“压滤机-浆化”的洗涤方式,区别在于直接把洗涤和浆化集于一体,节省了浆化及排料时间,同时也减少了设备投资、用地面积。但是目前为止,发现两类洗涤方式都存在因漏料、发现不及时而大大降低洗涤效率和成品率的情况,漏料主要是反应工序排入的浆料中存在较大颗粒或其它表面尖锐杂质颗粒,在反复洗涤过程中划破滤布,在排洗涤液时部分浆料从破损处随洗涤液一起排入废料收集槽。而目前针对此问题,主要有两种解决方式,一是操作人员在排洗涤液过程中,通过观察洗涤视镜中洗涤液的浑浊程度来判断是否漏料;二是洗涤废液排够一定量时,操作人员根据汇总的总废料量来推断。随着工业生产规模的扩大、洗涤设备的大幅增加,人为观察的方法显然已不能满足需求;同时,汇总的数据通常是多台设备、且各设备洗涤多机的总量,发现异常而逐机排查时需投入较大时间成本和劳动力成本,存在严重滞后性,造成物料损失、洗涤效率降低。
技术实现思路
1、针对现有技术中的问题,本发明提供一种提高物料洗涤效率的装置及方法,本发明能够提高物料成品率和洗涤生产效率。
2、本发明采用以下技术方案:
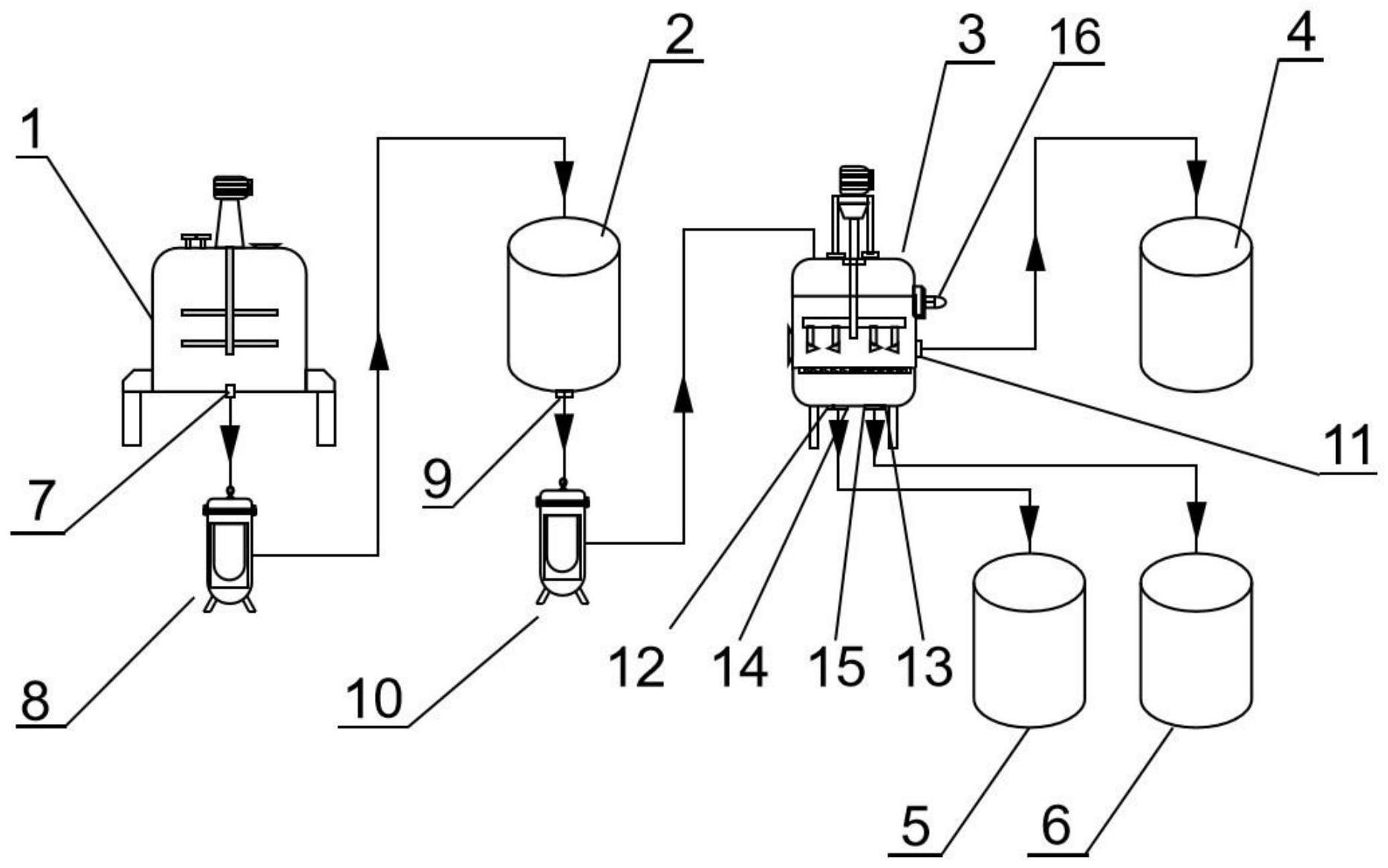
3、一种提高物料洗涤效率的装置,所述装置包括反应釜(1)、陈化槽(2)、洗涤机(3)、合批槽(4)、母液槽(5)、洗水槽(6)、自控系统,反应釜(1)与陈化槽(2)通过安装有第一过滤器(8)的管道连接,陈化槽(2)与洗涤机(3)通过安装有第二过滤器(10)的管道连接,洗涤机(3)与合批槽(4)通过排料管道连接,洗涤机(3)与母液槽(5)通过设置有第一计时器(14)的排母液管道连接,洗涤机(3)与洗水槽(6)通过设置有第二计时器(15)的排洗水管道连接,洗涤机(3)设有报警器(16),第一计时器(14)、第二计时器(15)、报警器(16)均与自控系统电连接。
4、进一步地,所述第一过滤器(8)、所述第二过滤器(10)均为袋式过滤器。
5、进一步地,所述洗涤机(3)为洗涤和浆化二合一洗涤机;所述洗涤机(3)设有搅拌机构,所述洗涤机(3)与装有压缩气体的容器通过安装有进气阀的管道连接。
6、进一步地,连接所述反应釜(1)与所述陈化槽(2)的管道安装有机械泵、第一阀门(7),所述第一阀门(7)位于所述反应釜(1)与所述第一过滤器(8)之间。
7、进一步地,,连接所述陈化槽(2)与所述洗涤机(3)的管道安装有机械泵、第二阀门(9),所述第二阀门(9)位于所述陈化槽(2)与所述第二过滤器(10)之间。
8、进一步地,所述排料管道上安装有机械泵、第三阀门(11),所述排母液管道上安装有机械泵、第四阀门(12),所述排洗水管道上安装有机械泵、第五阀门(13)。
9、进一步地,,所述自控系统包括压力传感器单元、plc控制单元,第一计时器(14)、第二计时器(15)分别与压力传感器单元电连接,压力传感器单元用于收集水压信号并转化为电信号,plc控制单元与报警器(16)电连接,plc控制单元用于判断时间条件并输出电信号命令至报警器(16)。
10、一种基于上述的提高物料洗涤效率的装置的提高方法,所述方法包括以下步骤:
11、步骤(一):打开第一阀门(7),反应釜内的浆料经第一过滤器(8)过滤后排至陈化槽(2)中,关闭第一阀门(7);
12、步骤(二):陈化槽(2)中的浆料陈化后,得到陈化浆料;打开第二阀门(9),关闭第三阀门(11)、第四阀门(12)、第五阀门(13),陈化浆料经第二过滤器(10)过滤后进入洗涤机(3),关闭第二阀门(9);
13、步骤(三):在自控系统中设置排母液预定时间范围、排洗水预定时间范围;
14、步骤(四):开启洗涤机(3)的搅拌机构进行搅拌后,开启进气阀、第四阀门(12)、第一计时器(14),洗涤机(3)中的母液排到母液槽(5)后,关闭进气阀、第四阀门(12)、第一计时器(14),排母液时间反馈至自控系统;
15、步骤(五):将洗涤机(3)中排出母液后的物料进行洗涤,再开启第五阀门(13)、第二计时器(15),洗涤机(3)中的洗水排到洗水槽(6)后,关闭第五阀门(13)、第二计时器(15),排洗水时间反馈至自控系统;
16、步骤(六):如果排母液时间在排母液预定时间范围内并且排洗水时间在排洗水预定时间范围内,报警器(16)不发出警报,否则报警器(16)发出警报;
17、步骤(七):打开第三阀门(11),将洗涤机(3)中排出洗水后的物料排到合批槽(4)中,如果报警器(16)发出警报,则对第一过滤器(8)、第二过滤器(10)、洗涤机(3)的滤网进行检修,如果报警器(16)未发出警报,则开始下一轮物料洗涤。
18、进一步地,步骤(一)中反应釜内的浆料经第一过滤器(8)过滤后排至陈化槽(2)中,待浆料体积达到陈化槽(2)容积的3/5-4/5时,关闭第一阀门(7);步骤(二)陈化槽(2)中的浆料陈化1.5h-2h后,得到陈化浆料;步骤(二)中陈化浆料经第二过滤器(10)过滤后进入洗涤机(3),待陈化浆料的体积达到洗涤机(3)容积的3/4-4/5时,关闭第二阀门(9)。
19、进一步地,步骤(三)中排母液预定时间范围为60min-70min,排洗水预定时间范围为60min-70min;步骤(五)中向洗涤机(3)中加入稀碱、热水对洗涤机(3)中排出母液后的物料进行洗涤,洗涤时间为45min-60min。
20、本发明的有益技术效果:在共沉淀法生产正极材料前驱体工艺的洗涤过程中,反应浆料中较大颗粒或其它表面尖锐杂质颗粒,在反复洗涤过程中划破滤布未及时发现或发现滞后,使得排洗涤液时部分浆料从滤布破损处随洗涤液一起排走,从而造成物料损失、影响洗涤效率,同时降低成品率;并且随着生产规模扩大、洗涤设备大幅增加,人为观察洗涤视镜来排查设备漏料需投入更大的时间成本和劳动力成本,存在较严重滞后问题、也降低了生产效率。
21、本发明采从来料环节进行控制:在来料端主要是反应釜、陈化槽的排料口设置过滤器,对浆料中大颗粒物料、杂质进行拦截,定期进酸对杂质酸溶清理滤网;本发明设置计时警报自控设施,中控室依据不同洗涤工艺对排液时间设置范围,在洗涤机排料口设置计时器,对洗涤液的排液时间进行监控,排液时间自动反馈到中控室,系统对实际排液时间进行判断,若时间超过预设范围,则响起警报,待本机料排完清底后,对滤布进行检修工作。本发明在反应釜排料端设置滤网,从来料环节控制了大颗粒物料、杂质进入洗涤工序,大大降低了洗涤设备滤布破损的风险;本发明使用计时警报设施实时反馈洗涤设备排废液时间,可以及时发现洗涤设备的漏料情况,从而在最短时间内检查、修复设备,大大降低了物料损失,提高了物料成品率和洗涤生产效率。
- 还没有人留言评论。精彩留言会获得点赞!