一种配重铁块去除AB胶设备的制作方法
一种配重铁块去除ab胶设备
技术领域
1.本实用新型涉及琴键加工技术领域,具体为一种配重铁块去除ab胶设备。
背景技术:
2.钢琴是西洋古典音乐中的一种键盘乐器,钢琴分为三角钢琴和立式钢琴,由于三角钢琴比较占用空间,人们就想把三角钢琴竖立起来使用,这就出现了早期的立式钢琴,所以,三角钢琴要比立式钢琴早得多,钢琴的前身是拨弦古钢琴,也叫做羽管键琴,它与钢琴的内部原理大致相同,都是在琴体内部装有音板和许多拉紧并列的琴弦,不同的是钢琴的弦槌击弦发音,拨弦古钢琴用羽管制的拨子拨弦发音,此外,还有一种与它们同一血统的键盘乐器——击弦古钢琴,它同样是一种装有击弦装置的乐器,用铜制的形槌击弦发音;它的应用范围不如拨弦古钢琴广泛,主要用在当时的贵族家庭中演奏立式钢琴采用一种琴弦交错的设计方案,有效地节约了高度与厚度。
3.现代电子琴结构精密复杂,琴身内有一万多个零件协同工作,立式钢琴和三角钢琴基本结构是一样的,主要由琴壳、琴弦、支架、音板、击弦机系统和踏板系统六大部分组成,钢琴键盘包括琴键和键盘框,一般钢琴有88个键,其中36个黑键、52个白键,从低音开始,键盘可以分为大字二组、大字一组、大字组、小字组、小字一组、小字二组、小字三组、小字四组和小字五组。所有的琴键都是由均质木块切割而成,大小平均、高度相仿,并经过严格的重量及平衡检测,以保证触键时达到平滑的效果,但是现有的琴键回收加工过程中需要人工用刀片刮去铁片上的杂物操作步骤,加工过程效率低,并且在操作过程中不小心刀头易造成工人手部受伤,受伤风险度高,同时杂物不方便清理。
技术实现要素:
4.本实用新型的目的在于提供一种配重铁块去除ab胶设备,具备快速去除铁片残余的胶、快速收集杂物和自动回收良品物料的优点,解决了现有的琴键回收加工过程中需要人工用刀片刮去铁片上的杂物操作步骤,加工过程效率低,并且在操作过程中不小心刀头易造成工人手部受伤,受伤风险度高,同时杂物不方便清理的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种配重铁块去除ab胶设备,包括支撑壳体,所述支撑壳体的顶部焊接有支撑托盘,所述支撑壳体的内壁安装有加热组件,所述支撑托盘的顶部安装有去胶组件,所述支撑托盘顶部的右侧开设有铁片滑行轨道,所述铁片滑行轨道内腔底部的后侧开设有物料收集孔,所述铁片滑行轨道内腔底部的前侧开设有加热孔,所述支撑托盘的顶部固定安装有防护盖板,所述防护盖板的正面连通有气管,所述支撑托盘的背面焊接有u型支撑架。
6.优选的,所述加热组件包括圆形隔热柱,所述圆形隔热柱的底部与支撑壳体内腔的底部焊接,所述圆形隔热柱的顶部固定安装有发热体,所述发热体的顶部延伸至加热孔的内腔。
7.优选的,所述去胶组件包括气缸,所述气缸的一侧通过螺栓与支撑托盘的顶部固
定连接,所述气缸的输出端固定安装有去胶刀头。
8.优选的,所述支撑壳体的右侧固定安装有控制开关,所述支撑壳体底部的四角均焊接有支腿。
9.优选的,所述支撑壳体内腔底部的左后方焊接有电源接口支板,所述电源接口支板正面的右侧焊接有电源挡板。
10.优选的,所述支撑壳体内腔的底部焊接有发热体挡板,所述防护盖板为耐高温型透明塑料材质制成。
11.与现有技术相比,本实用新型的有益效果如下:
12.本实用新型通过支撑壳体、支撑托盘、加热组件、去胶组件、铁片滑行轨道、物料收集孔、加热孔、防护盖板、气管和u型支撑架进行配合,具备快速去除铁片残余的胶、快速收集杂物和自动回收良品物料的优点,解决了现有的琴键回收加工过程中需要人工用刀片刮去铁片上的杂物操作步骤,加工过程效率低,并且在操作过程中不小心刀头易造成工人手部受伤,受伤风险度高,同时杂物不方便清理的问题。
附图说明
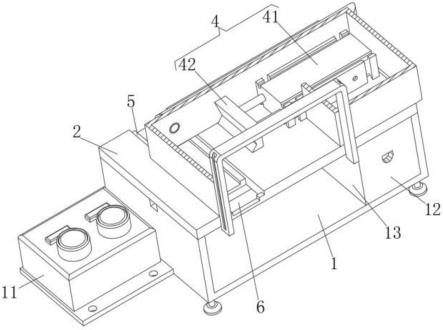
13.图1为本实用新型立体结构示意图;
14.图2为本实用新型局部剖视立体示意图;
15.图3为本实用新型加热组件立体示意图;
16.图4为本实用新型气缸和去胶刀头立体示意图;
17.图5为本实用新型防护盖板和气管立体示意图;
18.图6为本实用新型支撑托盘立体示意图。
19.图中:1支撑壳体、2支撑托盘、3加热组件、31圆形隔热柱、32发热体、4去胶组件、41气缸、42去胶刀头、5铁片滑行轨道、6物料收集孔、7加热孔、8防护盖板、9气管、10u型支撑架、11控制开关、12电源接口支板、13电源挡板、14发热体挡板。
具体实施方式
20.请参阅图1-图6,一种配重铁块去除ab胶设备,包括支撑壳体1,支撑壳体1的顶部焊接有支撑托盘2,支撑壳体1的内壁安装有加热组件3,支撑托盘2的顶部安装有去胶组件4,支撑托盘2顶部的右侧开设有铁片滑行轨道5,铁片滑行轨道5内腔底部的后侧开设有物料收集孔6,铁片滑行轨道5内腔底部的前侧开设有加热孔7,支撑托盘2的顶部固定安装有防护盖板8,防护盖板8的正面连通有气管9,支撑托盘2的背面焊接有u型支撑架10;
21.加热组件3包括圆形隔热柱31,圆形隔热柱31的底部与支撑壳体1内腔的底部焊接,圆形隔热柱31的顶部固定安装有发热体32,发热体32的顶部延伸至加热孔7的内腔,通过设置圆形隔热柱31和发热体32,对放置到铁片滑行轨道5上的琴键铁块进行加热,进而对其表面残余的胶进行加热,在去胶组件4的作用下对加热后的胶进行刮除;
22.去胶组件4包括气缸41,气缸41的一侧通过螺栓与支撑托盘2的顶部固定连接,气缸41的输出端固定安装有去胶刀头42,通过设置气缸41和去胶刀头42,对铁片滑行轨道5上加热后进入到防护盖板8内铁片上的残余胶进行刮除;
23.支撑壳体1的右侧固定安装有控制开关11,支撑壳体1底部的四角均焊接有支腿,
通过设置控制开关11,方便控制装置的运行和关闭,通过设置支腿,对装置进行支撑,当搬运时方便铲车穿过装置底部进行升起;
24.支撑壳体1内腔底部的左后方焊接有电源接口支板12,电源接口支板12正面的右侧焊接有电源挡板13,通过设置电源接口支板12和电源挡板13,方便对电源设备进行安装固定和遮挡;
25.支撑壳体1内腔的底部焊接有发热体挡板14,防护盖板8为耐高温型透明塑料材质制成,通过设置发热体挡板14,避免发热体32发出的热量快速的散失和对操作人员进行遮挡防护,通过设置防护盖板8为耐高温型透明塑料材质制成,方便观察铁片去胶的情况。
26.使用时,将装置通过导线外接电源,将气管9远离防护盖板8的一端通过法兰外接风机,将杂物收集袋安装在u型支撑架10的表面,控制开关11控制发热体32、气缸41和风机的运行,在拆琴键铁块装置的配合下将铁片放置于铁片滑行轨道5的前端,发热体32对铁片进行加热,进而对其表面残余的胶进行加热,随着铁片滑行轨道5上放置的铁片逐渐增多,使加热后的铁片不断在铁片滑行轨道5滑行移动到防护盖板8内,气缸41的运行带动去胶刀头42不断的往复移动,从而对加热后进入到防护盖板8内铁片上的残余胶进行刮除,刮除后的铁片不断在铁片滑行轨道5往后移动,通过物料收集孔6进入到支撑壳体1的内部进行收集,风机的运行将气体通过气管9输送到防护盖板8内,在气体流动的作用下带动杂物进入到杂物收集袋中,气体通过杂物收集袋上的气孔进行排出,杂物在杂物收集袋内进行收集,从而快速去除铁片残余的胶,快速收集杂物,自动回收良品物料,使整体效率提升5倍以上。
27.综上所述:该配重铁块去除ab胶设备,通过支撑壳体1、支撑托盘2、加热组件3、去胶组件4、铁片滑行轨道5、物料收集孔6、加热孔7、防护盖板8、气管9和u型支撑架10进行配合,解决了现有的琴键回收加工过程中需要人工用刀片刮去铁片上的杂物操作步骤,加工过程效率低,并且在操作过程中不小心刀头易造成工人手部受伤,受伤风险度高,同时杂物不方便清理的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1