一种用于污水处理的缺氧状态模拟装置的制作方法
1.本技术涉及污水处理领域,具体涉及一种用于污水处理的缺氧状态模拟装置。
背景技术:
2.污水处理是环境治理与保护领域的主要内容之一,其中含氮污染物的处理更是污水处理中的重点难点。对水体富营养化等问题的处理至关重要。目前,处理含氮污染物的处理主要依靠生化处理工艺中的缺氧或厌氧处理。其中厌氧工艺除了能够出去含氮污染物以外,还能去除含磷污染物,在污染物的处理上具有一定的优势。但是,其同时会生成甲烷,硫化氢等物质,具有较高的危险性。因此,在没有除磷需求的污水厂一般选用缺氧工艺。而这两者的主要区别就在于溶解氧的控制,一般把溶解氧控制在0.2mg/l以下的工艺称为厌氧工艺,把溶解氧控制在0.2-0.5mg/l的工艺称为缺氧工艺。因此,为了更加有效的模拟缺氧工艺,对溶解氧浓度的控制至关重要。而目前并没有一个专门针对缺氧工艺设计的实验模拟装置。
技术实现要素:
3.本技术提供一种用于污水处理的缺氧状态模拟装置,可以精确控制反应腔室内的溶解氧,防止反应进入厌氧或好氧状态,且可以批量进行实验。
4.本技术提供一种用于污水处理的缺氧状态模拟装置,包括:
5.反应腔室,其内含有污水;
6.溶解氧探头,伸入污水中,以获得污水的溶解氧;
7.三通气泵,其第一开口通过气体输送管道与反应腔室单向连通,其第二开口与氮气源单向连通,其第三开口与氧气源单向连通,气体输送管道输送氮气和氧气的混合气体;
8.控制系统,通过信号线路与溶解氧探头连接,通过第一控制线路与氮气源相连接,并通过第二控制线路与氧气源相连接;信号线路传输溶解氧信号;第一控制线路传输根据溶解氧信号计算而得的氮气流量信号,以控制氮气源按照氮气流量信号向三通气泵的第二开口输入氮气;第二控制线路传输根据溶解氧信号计算而得的氧气流量信号,以控制氧气源按照氧气流量信号向三通气泵的第三开口输入氧气;
9.泄压阀,贯通反应腔室的内壁,排出反应腔室内的气体。
10.可选的,在本技术一些实施例中,反应腔室的上表面设有密闭接口。
11.可选的,在本技术的一些实施例中,溶解氧探头设于传感器上,传感器贯穿密闭接口固定于反应腔室内,溶解氧探头位于传感器远离密闭接口的端部,传感器上还设有进气孔和出气孔,进气孔位于传感器靠近密闭接口的端部,出气孔位于溶解氧探头上方,进气孔和气体输送管道相连通。
12.可选的,在本技术的一些实施例中,三通气泵和控制系统设于控制器内,控制器靠近底部的侧壁处还设有通气口,控制器的上表面设有多个连接口。
13.可选的,在本技术的一些实施例中,连接线集成信号线路和气体输送管道,连接线
的一端与传感器相连,连接线的另一端与连接口相连。
14.可选的,在本技术的一些实施例中,还包括搅拌装置,搅拌装置包括磁力搅拌子和磁力搅拌器,磁力搅拌子置于反应腔室内,反应腔室置于磁力搅拌器上,通过磁力搅拌器产生的磁力带动磁力搅拌子转动对反应腔室内的污水进行搅拌。
15.可选的,在本技术的一些实施例中,出气孔位于溶解氧探头的上方至少 4cm处。
16.可选的,在本技术的一些实施例中,通气口包括第一通气口和第二通气口,第一通气口通入氮气源,第二通气口通入氧气源。
17.可选的,在本技术的一些实施例中,控制器的侧壁上设有显示屏,以显示溶解氧数据。
18.可选的,在本技术的一些实施例中,控制器的上表面设有6~8个连接口。
19.本技术的用于污水处理的缺氧状态模拟装置具有至少以下一种或多种技术效果:
20.1)通过设置传感器和控制器,能够实时检测反应腔室中液体的溶解氧,并控制不同气体的通入,从而将反应腔室内的溶解氧精确控制在缺氧状态,溶解氧浓度0.2-0.5mg/l,在模拟反硝化过程的同时避免厌氧反应生成甲烷等可燃气体;
21.2)控制器上设有多个连接口,可以与多个反应腔室相连,最大可同时连接8个反应腔室进行实验,保证实验效率及实验的准确性;
22.3)连接线集成信号线路及气体输送管道,传感器兼具溶解氧检测及气体传输功能,节省了空间,同时方便使用。
附图说明
23.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
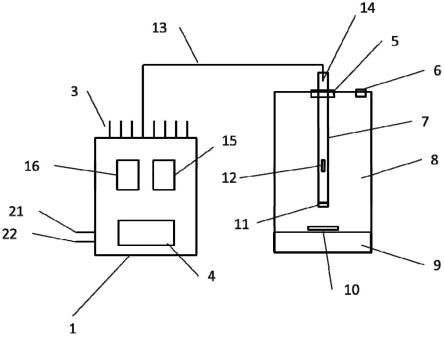
24.图1是本技术提供的一种用于污水处理的缺氧状态模拟装置的结构示意图;
25.图中标记分别表示为:1为控制器、21为第一通气口、22为第二通气口、 3为连接口、4为显示屏、5为密闭接口、6为泄压阀、7为传感器、8为反应腔室、9为磁力搅拌器、10为磁力搅拌子、11为溶解氧探头、12为出气孔、 13为连接线、14为进气孔、15为控制系统、16为三通气泵。
具体实施方式
26.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。此外,应当理解的是,此处所描述的具体实施方式仅用于说明和解释本技术,并不用于限制本技术。在本技术中,在未作相反说明的情况下,使用的方位词如“上”、“下”、“左”、“右”通常是指装置实际使用或工作状态下的上、下、左和右,具体为附图中的图面方向。
27.本技术实施例提供一种用于污水处理的缺氧状态模拟装置。以下分别进行详细说
明。需说明的是,以下实施例的描述顺序不作为对实施例优选顺序的限定。
28.本技术实施例提供一种用于污水处理的缺氧状态模拟装置,包括:反应腔室、溶解氧探头、三通气泵、控制系统和泄压阀。反应腔室内含有污水;溶解氧探头伸入污水中,以获得污水的溶解氧;三通气泵的第一开口通过气体输送管道与反应腔室单向连通,其第二开口与氮气源单向连通,其第三开口与氧气源单向连通,气体输送管道输送氮气和氧气的混合气体;控制系统通过信号线路与溶解氧探头连接,通过第一控制线路与氮气源相连接,并通过第二控制线路与氧气源相连接;信号线路传输溶解氧信号;第一控制线路传输根据溶解氧信号计算而得的氮气流量信号,以控制氮气源按照氮气流量信号向三通气泵的第二开口输入氮气;第二控制线路传输根据溶解氧信号计算而得的氧气流量信号,以控制氧气源按照氧气流量信号向三通气泵的第三开口输入氧气;泄压阀贯通反应腔室的内壁,排出反应腔室内的气体。通过溶解氧探头检测反应腔室内的液体的溶解氧,并将溶解氧数据通过信号线路传输给控制系统,利用控制系统根据溶解氧信号计算氧气或氮气流量信号,以对通入气体的种类和通入气体的量进行控制,气体通过气体输送管道传送到反应腔室,从而能够调节反应腔室内溶解氧在0.2-0.5mg/l,即缺氧状态,防止反应进入厌氧或好氧状态,并且控制反硝化过程的发生,有效阻止厌氧反应生成甲烷等可燃气体。
29.进一步的,反应腔室的上表面设有密闭接口。反应腔室的材质可以为玻璃,反应腔室也可以选用其它合适的材质。具体的,反应腔室可以选用棕色的玻璃材质,最大容量为1l。在反应腔室的上表面设有密闭接口,该密闭接口既能够用于将传感器插入反应腔室检测其溶解氧,又能够保证反应腔室的密封性。
30.进一步的,溶解氧探头设于传感器上,传感器贯穿密闭接口固定于反应腔室内,溶解氧探头位于传感器远离密闭接口的端部,传感器上还设有进气孔和出气孔,进气孔位于传感器靠近密闭接口的端部,出气孔位于溶解氧探头上方,进气孔和气体输送管道相连通。传感器内部具有气道,气体可从进气孔进入气道并从出气孔排出。因此,本技术的传感器兼具溶解氧检测及气体传输功能,节省了空间,同时方便使用。
31.进一步的,反应腔室的上表面设有泄压阀,防止反应腔室内压力过大导致爆炸等风险。泄压阀为单向阀,仅能从内部向外排气,外部气体无法从泄压阀进入反应腔室,保证外部气体不会进入反应腔室影响实验结果。
32.在本技术的一些实施例中,三通气泵和控制系统设于控制器内,控制器的上表面设有多个连接口,通气口设于控制器侧壁处;优选地,通气口设于靠近控制器底部的控制器侧壁处。
33.在本技术的一些实施例中,连接线集成信号线路和气体输送管道,连接线的一端与传感器相连,连接线的另一端与连接口相连。连接线同时集成信号线路及气体输送管道,节约了空间,避免各种连接线互相干扰。
34.在本技术一些实施例中,模拟缺氧生化过程的实验装置还包括搅拌装置,搅拌装置包括磁力搅拌子和磁力搅拌器,磁力搅拌子置于反应腔室内,反应腔室置于磁力搅拌器上,通过磁力搅拌器产生的磁力带动磁力搅拌子转动对反应腔室内的液体进行搅拌。反应腔室内的液体经搅拌混匀,使得溶解氧的检测结果更准确。
35.进一步的,出气孔位于溶解氧探头上方至少4cm处。出气孔可以位于溶解氧探头上方4cm处、5cm处、6cm处、7cm处或8cm处等,避免了在通入气体时距离溶解氧探头过近,而导
致的读数干扰,反复通入不同的气体及其它可能的问题。
36.在本技术的一些实施例中,通气口包括第一通气口和第二通气口,第一通气口通入氮气源,用于降低反应腔室内的溶解氧,第二通气口通入氧气源,用于增加反应腔室内的溶解氧。
37.在本技术的一些实施例中,控制器的侧壁上设有显示屏,以显示溶解氧数据。控制器上设有显示屏可以实时查看反应瓶内的溶解氧浓度,确保实验处于缺氧状态。
38.进一步的,控制系统为plc(programmable logic controller,可编程逻辑控制器)装置。plc是一种带有微处理器的数字电子设备,用于对数字逻辑控制器进行自动控制,可将控制指令随时载入存储器中进行存储和操作。plc可以接收(输入)和发送(输出)多种电气或电子信号,并利用它们来控制或监控机电系统。控制系统的输入端与连接线相连,以接收来自传感器的溶解氧数据,控制装置的输出端与氮气源或氧气源相连,从而根据传感器的反馈结果控制投加不同的气体。
39.在本技术的一些实施例中,控制器的上表面设有6~8个连接口;优选地,控制器上设有8个连接口,可以自由选择1~8个反应腔室同时进行实验,方便实验的批量进行及平行试验的准确性。
40.在具体实施时,在反应腔室中加入待处理的污水,接上连接线,打开控制器和传感器,检查并校正溶解氧探头读数,打开磁力搅拌器,将磁力搅拌子放入反应腔室,将传感器从密闭接口插入,并将反应腔室放置于磁力搅拌器上,将待处理的污水混匀。反应过程中可以通过显示屏了解实时的溶解氧数据。待溶解氧稳定在0.2-0.5mg/l,反应完成后,拔出传感器,关闭磁力搅拌器,关闭控制器,拔掉连接线。
41.下面将结合具体实施例进行说明。
42.实施例一、用于污水处理的缺氧状态模拟装置
43.本实施例提供了用于污水处理的缺氧状态模拟装置的较佳实施例。
44.如图1所示为用于污水处理的缺氧状态模拟装置的结构示意图。用于污水处理的缺氧状态模拟装置包括:反应腔室8、溶解氧探头11、三通气泵16、控制系统15和泄压阀6。反应腔室8的上表面设有密闭接口5和泄压阀6。传感器7贯穿密闭接口5固定于反应腔室8内,传感器7远离密闭接口5的端部设有溶解氧探头11,以检测反应腔室内的污水的溶解氧,传感器7上还设有进气孔14和出气孔12,进气孔14位于传感器7靠近密闭接口5的端部,出气孔12位于溶解氧探头11上方4cm处。反应腔室8为棕色玻璃反应腔室,容量为1l。
45.控制器1靠近底部的侧壁上设有第一通气口21和第二通气口22,第一通气口21接有氮气,第二通气口22接有氧气。控制器1的上表面设有8个连接口3,其中一个连接口3上连有连接线13,连接线13的另一端与传感器7相连。控制器1上的其它连接口均可以连接连接线和反应腔室。控制器1内还设有控制系统15和三通气泵16。控制器1的侧壁上设有显示屏4,以显示传感器的反馈结果。
46.磁力搅拌子10置于反应腔室8内,反应腔室8置于磁力搅拌器9上,通过磁力搅拌器9产生的磁力带动磁力搅拌子10转动对反应腔室1内的液体进行搅拌。磁力搅拌器9的型号为ika c-mag ms。
47.通过设置传感器7和控制器1,能够实时检测反应腔室中液体的溶解氧,并控制不同气体的通入,从而将反应腔室内的溶解氧精确控制在缺氧状态。
48.实施例二、模拟缺氧生化过程的实验装置的工作
49.本实施例提供了模拟缺氧生化过程的实验装置的工作模式,具体如下:
50.1.准备污水厂缺氧池的正常活性污泥,污泥离心并弃去上清液,用脱盐水清洗剩余污泥并离心2次。
51.2.取适量污泥测定含水率,并根据污泥含水率,称取一定质量污泥备用。
52.3.向反应腔室内加入磷酸缓冲溶液、氯化钙、氯化铁及硫酸镁,混匀。
53.4.向反应腔室内进一步加入污水样品及污泥,混匀,并调节ph至7.5左右。
54.5.打开控制器及连接线,检查并校正溶解氧探头读数。
55.6.打开磁力搅拌器,将磁力搅拌子放入反应腔室。
56.7.将传感器从密闭接口插入,并将反应腔室放置于磁力搅拌器上,观察是否搅拌正常。
57.8.观察显示屏上的溶解氧逐渐降低,待溶解氧稳定在0.2-0.5mg/l。
58.9.反应完成后,拔出传感器,取样测定各项指标。
59.10.关闭磁力搅拌器,关闭控制器,拔掉连接线。
60.本技术提供了一种用于污水处理的缺氧状态模拟装置,通过设置传感器和控制器,能够实时检测反应腔室中污水的溶解氧,并控制不同气体的通入,从而将反应腔室内的溶解氧精确控制在缺氧状态,在模拟反硝化过程的同时避免厌氧反应生成甲烷等可燃气体,且可以批量进行实验。
61.以上对本技术所提供的一种用于污水处理的缺氧状态模拟装置进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1