液剂供给装置以及液剂供给方法与流程
[0001]
本公开涉及,液剂供给装置以及液剂供给方法。
背景技术:
[0002]
公开根据示出基板上的焊料的涂布对象位置的涂布位置信息,使分配器的喷嘴向基板上的涂布对象位置依次移动,并且,将焊料涂布到涂布对象位置的技术(例如,专利文献1)。据此,能够将焊料高精度地涂布到基板上的涂布对象位置。
[0003]
(现有技术文献)
[0004]
(专利文献)
[0005]
专利文献1:日本特开2009-164450号公报
[0006]
对于将焊料涂布到基板上的方法,除了所述专利文献1公开的方法的由配器进行的方法以外,还有由网版印刷进行的方法。但是,近几年,因安装部件的小型化等而涂布范围成为狭窄,因此,在网版印刷中存在的问题是,难以形成与狭窄的涂布范围对应的印网掩模。并且,近几年,利用柔软且难以固定的柔性基板等的情况多,因此,在网版印刷中存在的问题是,刮浆板的印刷时产生打印偏离。对此,在利用分配器的情况下,能够由喷嘴将焊料局部涂布到狭窄的涂布范围,并且,不利用刮浆板等,因此难以产生打印偏离的问题。
[0007]
但是,会有基板上的涂布对象位置成为数千点等的情况,为了缩短涂布所需要的时间,在分配器的喷嘴移动在各个涂布对象位置时反复进行急加速急减速。为了实现这样的急加速急减速,而利用使伴随于强力的驱动源以及急加速急减速的振动收敛的高刚体的壳体,导致装置的高成本化、或大型化。
技术实现要素:
[0008]
于是,本公开的目的在于,提供能够实现装置的低成本化以及小型化的液剂供给装置等。
[0009]
本公开的一个形态涉及的液剂供给装置,具备:保持部,保持基板;供给头,配置有向由所述保持部保持的所述基板上的多个供给位置供给液剂的多个喷嘴;以及相对移动部,使所述基板与所述供给头相对地移动,所述相对移动部,在包括所述多个供给位置的供给范围内,通过第一移动方式,使所述基板与所述供给头相对地移动,所述第一移动方式是,所述基板与所述供给头沿着特定的方向相对地移动的方式,所述特定的方向是与供给位置无关而预先决定的方向。
[0010]
而且,它们的总括或具体方式,也可以由系统、装置、方法、记录介质、或计算机程序实现,也可以由系统、装置、方法、记录介质、以及计算机程序的任意的组合实现。
[0011]
本公开涉及的液剂供给装置等,能够实现装置的低成本化以及小型化。
附图说明
[0012]
图1是实施方式1涉及的液剂供给装置的上面图。
[0013]
图2是实施方式1涉及的液剂供给装置的侧面图。
[0014]
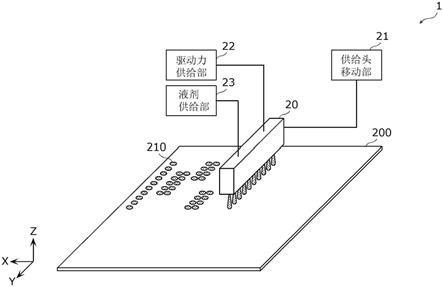
图3是实施方式1涉及的供给头的周边的外观斜视图。
[0015]
图4是实施方式1涉及的计算机的结构图。
[0016]
图5是实施方式1涉及的供给头的侧面透视图。
[0017]
图6是用于说明实施方式1涉及的供给头的液剂的喷射的结构的图。
[0018]
图7是示出实施方式1涉及的液剂供给装置的工作的一个例子的流程图。
[0019]
图8是用于说明第一移动方式的一个例子的图。
[0020]
图9是用于说明第一移动方式的另一个例子的图。
[0021]
图10是用于说明第二移动方式的一个例子的图。
[0022]
图11是实施方式2涉及的供给头的周边的外观斜视图。
[0023]
图12是实施方式2涉及的液剂供给装置的工作的一个例子的流程图。
具体实施方式
[0024]
本公开的液剂供给装置,具备:保持部,保持基板;供给头,配置有向由所述保持部保持的所述基板上的多个供给位置供给液剂的多个喷嘴;以及相对移动部,使所述基板与所述供给头相对地移动,所述相对移动部,在包括所述多个供给位置的供给范围内,通过第一移动方式,使所述基板与所述供给头相对地移动,所述第一移动方式是,所述基板与所述供给头沿着特定的方向相对地移动的方式,所述特定的方向是与供给位置无关而预先决定的方向。
[0025]
例如,第一移动方式是,供给头向特定的方向、即与配置在直线上的多个喷嘴的配置方向大致正交的方向移动的方式。供给头,配置有多个喷嘴,通过该第一移动方式,基板与供给头在特定的方向上相对地移动,并且能够由多个喷嘴向多个供给位置供给液剂。也就是说,能够通过基板与配置有多个喷嘴的供给头在特定的方向上的一次的相对移动,将液剂一并供给到多个供给位置,因此,能够缩短向多个供给位置的液剂的供给所需要的时间。并且,将液剂一并供给到多个供给位置,从而能够实现时间的缩短,因此,并不需要为了缩短时间而使基板与供给头相对地高速移动。因此,使基板与供给头相对地低速移动,从而不需要准备用于实现急加速急减速的强力的驱动源以及使伴随于急加速急减速的振动收敛的高刚体的壳体,能够实现装置的低成本化以及小型化。
[0026]
并且,也可以是,所述多个喷嘴,在通过所述第一移动方式进行移动时,所述供给头在所述供给位置以相对不停止的方式,将所述液剂供给到所述供给位置。
[0027]
如此,可见,不需要使供给头在供给位置相对地停止,因此,不需要准备用于实现急加速急减速的强力的驱动源以及使伴随于急加速急减速的振动收敛的高刚体的壳体。
[0028]
并且,也可以是,关于所述第一移动方式,所述基板与所述供给头沿着所述特定的方向相对地进行往返移动。
[0029]
据此,能够灵活地进行向基板上的多个供给位置的液剂的供给。
[0030]
例如,也可以是,所述基板与所述供给头相对地进行往返移动的路径包括,隔开间隔而相邻的去路以及归路。
[0031]
据此,以供给头从基板的一端向另一端相对地移动的方式,在去路以及归路之间隔开一定的间隔基板与供给头沿着特定的方向相对地进行往返移动。因此,例如,即使在与
配置有多个喷嘴的供给头的长度相比基板的从所述一端到所述另一端的长度大,由特定的方向上的一次的移动不能向基板上的多个供给位置的全部供给液剂的情况下,也能够由基板与供给头的相对往返移动,向多个供给位置的全部供给液剂。
[0032]
并且,也可以是,所述间隔,比配置所述多个喷嘴的间隔窄。
[0033]
据此,能够将液剂高精度地供给到供给位置。
[0034]
并且,也可以是,所述基板与所述供给头相对地进行往返移动的路径包括,彼此为相同路径的去路以及归路。
[0035]
据此,即使在由特定的方向上的基板与供给头的一次的相对移动,不能向供给位置供给充分的量的液剂的情况下,在相同的路径进行基板与供给头的相对往返移动,在去路以及归路的每一个向相同的供给位置供给液剂,从而也能够向该供给位置供给充分的量的液剂。
[0036]
并且,也可以是,所述液剂供给装置,还具备:选择部,从包括所述第一移动方式的多个移动方式中选择所述基板与所述供给头的相对移动方式;以及计算部,按所述多个移动方式的每一个计算向所述多个供给位置供给所述液剂时所需要的供给时间,所述选择部,根据所述供给时间的计算结果,从所述多个移动方式中选择所述基板与所述供给头的相对移动方式。具体而言,也可以是所述相对移动部,通过第二移动方式,使所述基板与所述供给头相对地移动,所述第二移动方式是,根据所述多个供给位置各自的位置关系,使所述基板与所述供给头相对地移动的方式,所述选择部,从所述多个移动方式中选择所述第一移动方式以及所述第二移动方式的任意一方。
[0037]
据此,从多个移动方式(具体而言,第一移动方式以及第二移动方式)中选择最佳的移动方式,从而能够设为最佳的供给时间。
[0038]
并且,也可以是,所述相对移动部,组合所述第一移动方式与所述第二移动方式,使所述基板与所述供给头相对地移动。
[0039]
据此,组合第一移动方式以及第二移动方式,从而能够设为更最佳的供给时间。
[0040]
并且,也可以是,所述液剂供给装置还具备识别部,该识别部识别附加在所述基板的标记。
[0041]
据此,例如,能够识别由批量生产工序等中利用的搬送装置等,将基板搬送到特定的位置(例如用于将液剂供给到基板上的供给的位置)。
[0042]
并且,也可以是,所述保持部具有夹持所述基板的端部的夹钳机构。
[0043]
据此,在向基板上的供给位置供给液剂时,能够由夹钳机构固定基板,能够抑制液剂供给到与所希望的供给位置偏离的位置。
[0044]
并且,所述液剂也可以是焊料。
[0045]
据此,能够将焊料供给到基板上的供给位置。
[0046]
本公开的液剂供给方法,是液剂供给装置的液剂供给方法,所述液剂供给装置,具备:保持部,保持基板;供给头,配置有向由所述保持部保持的所述基板上的多个供给位置供给液剂的多个喷嘴;以及相对移动部,使所述基板与所述供给头相对地移动,在包括所述多个供给位置的供给范围内,通过第一移动方式,使所述相对移动部将所述基板与所述供给头相对地移动,所述第一移动方式是,所述基板与所述供给头沿着特定的方向相对地移动的方式,所述特定的方向是与供给位置无关而预先决定的方向。
[0047]
据此,能够提供能够实现装置的低成本化以及小型化的液剂供给方法。
[0048]
而且,以下说明的实施方式,都示出本公开的总括或具体例子。以下的实施方式示出的数值、形状、构成要素、构成要素的配置位置以及连接形态、步骤、步骤的顺序等是一个例子,不是限定本发明的宗旨。并且,对于以下的实施方式的构成要素中的示出最上位概念的实施方案中没有记载的构成要素,作为任意的构成要素而被说明。并且,各个图是示意图,并不一定是严密示出的图。
[0049]
并且,在说明书以及附图中,利用x轴、y轴以及z轴进行说明。x轴、y轴以及z轴示出,三维正交坐标系的三个轴。在实施方式中,例如,将z轴方向设为铅垂方向,将与z轴垂直的方向(与xy平面平行的方向)设为水平方向。而且,将z轴的正方向设为铅垂上方。
[0050]
(实施方式1)
[0051]
以下,利用图1至图10说明实施方式1。
[0052]
[液剂供给装置的全体结构]
[0053]
首先,对于实施方式1涉及的液剂供给装置1的全体结构,利用图1至图3进行说明。
[0054]
图1是实施方式1涉及的液剂供给装置1的上面图(从z轴方向正侧看的图)。图2是实施方式1涉及的液剂供给装置1的侧面图(从y轴方向正侧看的图)。图3是实施方式1涉及的供给头20周边的外观斜视图。
[0055]
液剂供给装置1是,批量生产工序等中利用的装置,具体而言,向基板200供给用于安装部件的液剂的装置。
[0056]
基板200是,安装部件的基板,例如,刚性基板或柔性基板等的印刷板。刚性基板的材料是,纸苯酚、玻璃环氧等,但是,没有特别的限定。柔性基板的材料是,聚酰亚胺、聚酯等,但是,没有特别的限定。并且,基板200,不仅限于板形状,也可以是立方体、球体等的形状。
[0057]
液剂是,例如焊料(具体而言,液状的焊膏等)。而且,液剂也可以是,用于将部件粘接在基板200的粘接剂等。并且,液剂也可以是,成为基板200上的导体图案等的银膏等。
[0058]
液剂供给装置1具备,保持部10、搬送部11、搬入部12、搬出部13、供给头20以及识别部30。并且,液剂供给装置1,作为进行基板200与供给头20的相对移动以及液剂的喷射的结构,具备相对移动部、驱动力供给部22以及液剂供给部23。而且,在实施方式1中,作为相对移动部的供给头移动部21使供给头20移动,据此,基板200与供给头20相对地移动。在图1至图3中,省略示出供给头移动部21、驱动力供给部22以及液剂供给部23的具体结构。因此,示出为供给头20看上去悬浮。
[0059]
搬送部11、搬入部12以及搬出部13,例如,在x轴方向上按照搬入部12、搬送部11、搬出部13的顺序排列配置。搬送部11、搬入部12以及搬出部13,例如,分别由一对传送带构成。搬入部12,将从外部供给的基板200搬入到搬送部11,搬送部11,在向搬入的基板200的液剂的供给结束之后将基板200交给搬出部13,搬出部13,将接受的基板200搬出到外部。如此,基板200,由搬入部12、搬送部11、搬出部13搬送到图中的x轴方向正侧。
[0060]
保持部10,被设置在配置有搬送部11的部位。保持部10是,用于保持搬入到搬送部11的基板200的机构,例如,具有夹持基板200的端部的夹钳机构。据此,在向基板200上的液剂的供给位置210供给液剂时,能够由夹钳机构固定基板200,能够抑制液剂被供给到与所希望的供给位置偏离的位置。并且,保持部10,也可以包括载置基板200的台,将基板200载
置在保持部10(台)的情况,也称为保持基板200。
[0061]
在供给头20,配置有向由保持部10保持的基板200上的多个供给位置210供给液剂的多个喷嘴26(参照后述的图5等)。图3示出,液剂被供给的多个供给位置210。供给头20,在由保持部10保持的基板200的上方且x、y、z轴方向上能够移动,在该移动中能够将液剂供给到基板200上的多个供给位置210。
[0062]
供给头移动部21,使供给头20在x、y、z轴方向上移动。例如,供给头移动部21,被安装在供给头20,由能够将供给头20在x、y、z轴方向上移动的线性电动机等构成。而且,供给头移动部21也可以,由球螺丝等构成。供给头移动部21,在包括多个供给位置210的供给范围内,通过基板200与供给头20沿着与供给位置210无关而决定的规定的方向相对地移动的第一移动方式,使基板200与供给头20相对地移动。具体而言,供给头移动部21,通过第一移动方式使供给头20移动。例如,在本实施方式中,规定的方向,与供给位置210无关而被决定为x轴方向。并且,供给头移动部21,通过根据多个供给位置210各自的位置关系,基板200与供给头20相对地移动的第二移动方式,使基板200与供给头20相对地移动。具体而言,供给头移动部21,通过第二移动方式,使供给头20移动。多个喷嘴26,在供给头20以第一移动方式进行移动时,供给头20在供给位置210以相对不停止的方式(具体而言,供给头20本身在供给位置210不停止),将液剂供给到供给位置210。对于第一移动方式以及第二移动方式,在后述的图7至图10进行详细说明。
[0063]
驱动力供给部22,将用于使喷嘴26喷射液剂的驱动力供给到供给头20。液剂供给部23,将液剂供给(填充)到供给头20。对于驱动力供给部22以及液剂供给部23,在后述的图5以及图6进行详细说明。
[0064]
识别部30是,例如,相机,识别添加在基板200的标记m(对准标记)。据此,能够识别基板被搬送到特定的位置(例如,用于将液剂供给到基板200上的位置),能够使保持部10在准确的位置保持基板200。
[0065]
[液剂供给装置的计算机]
[0066]
关于供给头20的移动以及液剂的喷射等的控制,例如,由液剂供给装置1具备的计算机100进行。利用图4说明计算机100。而且,计算机100也可以,被设置为与液剂供给装置1分开。例如,计算机100也可以是,服务器装置等。
[0067]
图4是实施方式1涉及的计算机100的结构图。
[0068]
计算机100是,包括处理器110(微处理器)、存储器120、用户接口(图中未示出)等的计算机。用户接口包括,例如,显示器、键盘、触摸屏等的输入装置。存储器120是,rom、ram等,能够存储由处理器110执行的控制程序(计算机程序)。处理器110,根据控制程序进行工作,从而实现作为处理器110具有的功能构成要素的控制部111、选择部112以及计算部113。而且,计算机100,也可以具有一个存储器,并且,也可以具有多个存储器,在此,将一个或多个存储器作为存储器120示出。
[0069]
控制部111,进行关于基板200与供给头20的相对移动以及液剂的喷射的控制。具体而言,控制部111,对供给头移动部21、驱动力供给部22以及液剂供给部23进行控制。控制部111对供给头移动部21进行控制,据此,供给头20能够移动。具体而言,控制部111,对发生用于使供给头20移动的驱动力的线性电动机等进行控制,据此,供给头20能够移动。并且,控制部111对驱动力供给部22以及液剂供给部23进行控制,据此,供给头20能够将液剂供给
到基板200。
[0070]
选择部112,从包括第一移动方式的多个移动方式中选择基板200与供给头20的相对移动方式。具体而言,选择部112,选择多个移动方式之中的、第一移动方式、以及第二移动方式的任意一方。以第一移动方式以及第二移动方式那样的、特定的移动方式使基板200与供给头20能够相对地移动的程序,由存储器120存储。供给头移动部21,通过选择出的移动方式,使供给头20移动。
[0071]
计算部113,按多个移动方式的每一个计算,向多个供给位置210供给液剂时所需要的供给时间。例如,关于基板200的数据(具体而言,示出多个供给位置210各自的大小、多个供给位置210各自的基板200上的坐标、以及基板200的大小等的gerber数据等)由存储器120存储,计算部113,根据该数据计算供给时间。而且,也可以是,识别部30识别多个供给位置210各自的大小、多个供给位置210各自的基板200上的坐标、以及基板200的大小等,计算部113,根据该识别结果计算供给时间。而且,在供给时间中也可以,除了为了向多个供给位置210供给液剂而供给头20在基板200上相对地移动的时间以外,还包括用于为了液剂的供给而需要进行的预备工作的时间等。并且,供给时间,也可以是向多个供给位置210的全部供给液剂时所需要的时间,也可以是按基板200上的每个特定的区域(例如多个供给位置210密集的区域或离散的区域等),向各个区域包括的供给位置210供给液剂时所需要的时间。
[0072]
[供给头的结构以及液剂的喷射的结构]
[0073]
接着,对于供给头20的具体结构以及供给头20液剂的喷射的结构,利用图5以及图6进行说明。
[0074]
图5是实施方式1涉及的供给头20的侧面透视图。
[0075]
在供给头20,配置多个喷嘴26。并且,按多个喷嘴26的每一个设置驱动源24以及液剂存积部25。驱动源24、液剂存积部25以及喷嘴26,例如,被设置在供给头20的内部,因此,实际上从供给头20的侧面不能看到,但是,图5是侧面透视图,因此,示出它们。
[0076]
多个喷嘴26,在供给头20的下端(z轴方向负侧),被配置在y轴方向的直线上,分别向基板200喷射液剂。在图5中,在供给头20配置10个喷嘴26,但是,实际上配置例如数千个。喷嘴26的液剂的喷射口的直径是,例如,数十微米的尺度。在此情况下,从喷嘴26喷射的液剂被供给到基板200时的基板200上的供给位置210的液剂的直径成为,例如,数百微米左右的尺度。并且,从多个喷嘴26涂布的液剂的间隔也是,例如,数十微米的尺度。而且,也可以按照多个列分开配置多个喷嘴26。
[0077]
从液剂供给部23将液剂供给到液剂存积部25,据此,液剂存积到液剂存积部25。例如,液剂供给部23与液剂存积部25,由液剂流动的管等连接。
[0078]
驱动源24,由从驱动力供给部22供给的驱动力,使喷嘴26喷射由液剂存积部25存积的液剂。驱动源24,例如,由压电元件构成。压电元件具有,因被施加电压而其形状发生细微的变形的特性。在驱动源24由压电元件构成的情况下,从驱动力供给部22供给的驱动力成为电压,驱动力供给部22与驱动源24由例如布线等连接。在此,对于驱动源24的液剂的喷射的结构,利用图6进行说明。
[0079]
图6是用于说明实施方式1涉及的供给头20的液剂的喷射的结构的图。
[0080]
在驱动源24由压电元件构成的情况下,利用压电元件的所述特性,从喷嘴26喷射
液剂。具体而言,向构成驱动源24的压电元件施加电压,据此,如图6的右侧所示,压电元件的形状朝向液剂存积部25发生变形,以从液剂存积部25推出液剂的方式,从喷嘴26喷射液剂。而且,停止电压的施加,据此,如图6的左侧所示,压电元件恢复到原来的形状,此时,从液剂供给部23将液剂供给到液剂存积部25,据此,在液剂存积部25填充液剂。
[0081]
而且,驱动源24也可以,例如,由气压缸以及弹簧构成。气压缸具有,将压缩空气的能量变换为直动运动的特性,弹簧具有,若施加力量则变形,若除去力量则恢复到原来的形状的特性。在驱动源24由气压缸以及弹簧构成的情况下,从驱动力供给部22供给的驱动力成为压缩空气,驱动力供给部22与驱动源24由例如空气流动的管等连接。
[0082]
在驱动源24由气压缸以及弹簧构成的情况下,利用气压缸以及弹簧的所述特性,从喷嘴26喷射液剂。具体而言,向构成驱动源24的气压缸供给压缩空气,据此,如图6的右侧示出,气压缸内的活塞向液剂存积部25移动以从液剂存积部25推出液剂的方式,从喷嘴26喷射液剂。此时,弹簧变形(例如延伸)。而且,停止电压的施加,释放压电元件所充电的电荷,据此,如图6的左侧示出,由弹簧的恢复到原来的形状的力量,气压缸内的活塞恢复到原来的位置,此时,从液剂供给部23向液剂存积部25供给液剂,据此,在液剂存积部25填充液剂。
[0083]
而且,也可以是,向气压缸供给压缩空气,据此,在液剂存积部25填充液剂,由弹簧的恢复到原来的形状的力量,气压缸内的活塞向液剂存积部25移动。也就是说,也可以是,弹簧没有变形的状态(向气压缸没有供给压缩空气的状态)是图6的右侧的状态,弹簧变形的状态(向气压缸供给压缩空气的状态)是图6的左侧的状态。
[0084]
[供给头的移动方式]
[0085]
接着,作为基板200与供给头20的相对移动方式,具体而言,对于供给头20的移动方式,利用图7至图10进行说明。首先,对于第一移动方式,利用图7至图9进行说明。
[0086]
图7是示出实施方式1涉及的液剂供给装置1的工作的一个例子的流程图。图8是用于说明第一移动方式的一个例子的图。图9是用于说明第一移动方式的另一个例子的图。图8以及图9是,基板200的上面图(从z轴方向正侧看的图),示出供给头20的移动路径(路径r1以及r2等)。并且,示出包括多个供给位置210的供给范围a。在供给范围a,向基板200上的多个供给位置210供给液剂。并且,在此,作为多个喷嘴26示出五个喷嘴26。
[0087]
如图7示出,首先,控制部111,在包括多个供给位置210的供给范围a,通过供给头20沿着与供给位置210无关而决定的特定的方向移动的第一移动方式,使供给头移动部21将供给头20移动(步骤s11)。在此,特定的方向是,x轴方向,即,与多个喷嘴26的配置方向(y轴方向)大致正交的方向。例如,供给头20,根据第一移动方式,在供给范围a内不从特定的方向改变移动方向,而沿着该特定的方向在直线上移动。
[0088]
在供给头20,配置多个喷嘴26,供给头20能够,通过第一移动方式向特定的方向移动,并且,由多个喷嘴26向多个供给位置210供给液剂。如图8示出,能够由配置有多个喷嘴26的供给头20的特定的方向上的一次的移动(例如路径r1上的移动),向多个供给位置210(在此,六个供给位置210)一并供给液剂,因此,能够缩短向多个供给位置210的液剂的供给所需要的时间(供给时间)。在图8中,作为多个喷嘴26,示出五个喷嘴26,实际上在供给头20配置数千个喷嘴26。因此,能够由供给头20的特定的方向上的一次的移动,实际上向数千个部位的供给位置210供给液剂。并且,向多个供给位置210一并供给液剂,从而能够实现时间
的缩短,因此,并不需要为了缩短时间而使供给头20高速移动。例如,针对一万点的供给位置210,利用具有一个喷嘴的供给头向每一个供给位置210以高速移动供给液剂的情况的供给时间、与使供给头20低速移动向多个供给位置210一并供给液剂的情况的供给时间的检查结果为,与前者相比,后者能够实现10倍以上的时间的缩短。
[0089]
例如,控制部111,在供给头20以第一移动方式进行移动时,使供给头20不停止在供给位置210,而使多个喷嘴26将液剂供给到供给位置210(步骤s12)。如上所述,并不需要为了缩短时间而使供给头20高速移动,因此,使供给头20低速移动,据此,供给头20不停止在供给位置210,即,供给范围a不使供给头20急加速急减速,也能够供给液剂。因此,不需要准备用于实现急加速急减速的强力的驱动源以及使伴随于急加速急减速的振动收敛的高刚体的壳体,能够实现装置的低成本化以及小型化。而且,根据第一移动方式,供给头20也可以在供给范围a向特定的方向进行等速移动。据此,在供给范围a,除了供给头20的急加速急减速以外,还能够抑制只是加速减速,能够实现装置的进一步的低成本化以及小型化。
[0090]
并且,根据第一移动方式,基板200与供给头20沿着特定的方向相对地进行往返移动。具体而言,如图8以及图9所示,根据第一移动方式,供给头20沿着特定的方向进行往返移动。据此,能够灵活地进行向基板200上的多个供给位置210的液剂的供给。
[0091]
并且,基板200与供给头20相对地进行往返移动的路径包括,隔开间隔而相邻的去路以及归路。具体而言,供给头20进行往返移动的路径包括,隔开间隔而相邻的去路以及归路。图8以及图9所示的路径r1以及r2是,隔开间隔l而相邻的去路以及归路。
[0092]
间隔l被设定为,例如,在基板200的平面视中,即,在从z轴方向正侧看基板200的情况下,供给头20的路径r1上的移动范围与路径r2上的移动范围不重叠。图8所示的间隔l被设定为,在基板200的平面视中,供给头20(具体而言,多个喷嘴26群)的路径r1上的移动范围与路径r2上的移动范围不重叠。据此,供给头20,以从基板200的一端向另一端(例如,从y轴方向负侧向正侧)移动的方式,在去路以及归路间隔开一定的间隔l沿着特定的方向进行往返移动。因此,例如,即使在如图8示出,与配置有多个喷嘴26的供给头20的长度相比,基板200的从所述一端到所述另一端的长度大,由特定的方向上的一次的移动不能向基板200上的多个供给位置210的全部供给液剂的情况下,也能够由供给头20的往返移动,向多个供给位置210的全部供给液剂。
[0093]
并且,间隔l也可以,比配置多个喷嘴26的间隔窄。例如,如图9所示的供给位置210a以及210b,会有供给位置210间的间隔比配置多个喷嘴26的间隔窄的情况。这是因为,近几年,增加所谓0201尺寸等的用肉眼难以视觉识别的程度的大小的部件的使用,与这样的部件的安装盘对应,供给位置210间的间隔也变窄的缘故。在这样的情况下,如图8示出,若以在基板200的平面视中,供给头20的路径r1上的移动范围与路径r2上的移动范围不重叠的方式,设定间隔l,例如,则会有不能向供给位置210b供给液剂的情况。于是,如图9示出,将间隔l设为比配置多个喷嘴26的间隔窄。换而言之,以在基板200的平面视中,供给头20的路径r1上的移动范围与路径r2上的移动范围重叠的方式,设定间隔l。据此,供给头20从基板200的一端向另一端逐渐移动,能够将液剂高精度地供给到供给位置210。例如,将间隔l设定为,配置多个喷嘴26的间隔的1/4左右。
[0094]
并且,图中未示出,基板200与供给头20相对地进行往返移动的路径(具体而言,供给头20进行往返移动的路径)也可以包括,彼此为相同路径的去路以及归路。也就是说,在
供给头20进行往返移动时也可以,返回已移动的路径,再次移动相同路径。部件的安装盘的大小越大,需要的液剂的量也越多,因此,根据该安装盘的大小,会有由特定的方向上的供给头20的一次的移动,不能向与该安装盘对应的供给位置210供给充分的量的液剂的情况。在此情况下,会有供给位置210的液剂的高度不充分,导致部件的安装等中发生不良的情况。对此,在相同路径上进行供给头20的往返移动,在去路以及归路的每一个向相同的供给位置210供给液剂,据此,能够向该供给位置210供给充分的量的液剂。
[0095]
而且,进行往返移动时的间隔l的大小、以及是否在相同路径进行往返移动等,根据存储器120存储的关于基板200的数据(具体而言,gerber数据等)而被决定。也就是说,也可以会有在间隔l大的部位以及小的部位、并且供给头20往返相同路径的部位等、一个基板200的每个位置,供给头20的移动的方法不同的情况。
[0096]
接着,对于第二移动方式,利用图10进行说明。
[0097]
图10是用于说明第二移动方式的一个例子的图。图10是,基板200的上面图(从z轴方向正侧看的图),示出供给头20的移动路径。
[0098]
如图10示出,第二移动方式是,根据多个供给位置210各自的位置关系,供给头20,针对多个供给位置210的每一个,按每一个点依次移动的方式。具体而言,例如,以向各个供给位置210的液剂的供给时间成为最短的方式,根据多个供给位置210的每一个的位置关系决定用于液剂的供给的路径顺序。并且,作为用于液剂的供给的喷嘴26,选择相对于供给头20的当前位置的到下次供给液剂的供给位置210为止的距离最近的喷嘴26。而且,在向该喷嘴26的液剂存积部25的液剂的填充没有完成的情况下,例如,也可以选择下一个近的喷嘴26。
[0099]
并且,关于供给液剂的定时,不需要针对多个供给位置210的每一个,按每一个点依次供给,在供给位置210处于多个喷嘴26能够同时供给液剂的位置关系时,也可以同时供给。
[0100]
第二移动方式是,例如,在多个供给位置210的数量少的情况下,有利于供给时间的方式。在多个供给位置210的数量少的情况下,在供给头20以第一移动方式移动时,供给头20,在供给位置210不存在的区域移动的比例会多。也就是说,在多个供给位置210的数量少的情况下,供给头20,根据第一移动方式,会进行无用的移动。另一方面,根据第二移动方式,供给头20向多个供给位置210的每一个直接移动,因此,在多个供给位置210的数量少的情况下,不进行无用的移动,有利于供给时间。
[0101]
如上所述,计算部113,按第一移动方式以及第二移动方式的每一个计算,向多个供给位置210供给液剂时所需要的供给时间。具体而言,计算部113,按照基板200中的多个供给位置210各自的大小、多个供给位置210各自的基板200上的坐标、以及基板200的大小等,按照第一移动方式以及第二移动方式分别计算供给时间。并且,选择部112,根据供给时间的计算结果,从多个移动方式中选择供给头20的移动方式。例如,在多个供给位置210的数量多的情况下,第一移动方式的供给时间比第二移动方式的供给时间短,选择部112,选择第一移动方式。在多个供给位置210的数量少的情况下,第二移动方式的供给时间比第一移动方式的供给时间短,选择部112,选择第二移动方式。而且,根据批量生产的节拍时间(线间歇)等,并不一定选择供给时间短的移动方式。如此,从多个移动方式(具体而言第一移动方式以及第二移动方式)中选择最佳的移动方式,从而能够设为最佳的供给时间。
[0102]
并且,会有在基板200中的某区域,多个供给位置210密集,在其他的区域,多个供给位置210离散的情况。在此情况下,若仅由第一移动方式以及第二移动方式的任意一方能够使供给头20移动,根据第一移动方式在多个供给位置210离散的部位对液剂的供给花费时间,根据第二移动方式在多个供给位置210密集的部位对液剂的供给花费时间。
[0103]
于是,供给头移动部21也可以,组合第一移动方式以及第二移动方式,使供给头20移动。在此情况下,作为供给时间,例如,按照基板200上的多个供给位置210密集的区域以及离散的区域,计算向各个区域包括的供给位置210供给液剂时需要的时间。而且,根据该供给时间的计算结果,在多个供给位置210密集的区域,使供给头20以第一移动方式移动,在多个供给位置210离散的区域,使供给头20以第二移动方式移动。据此,组合第一移动方式以及第二移动方式,从而能够设为更最佳的供给时间。
[0104]
(实施方式2)
[0105]
在实施方式1中,供给头20移动,据此,多个喷嘴26向基板200上的多个供给位置210供给液剂,但是,供给头20本身也可以不移动,供给头20相对于基板200相对地移动即可。在实施方式2涉及的液剂供给装置2中,保持部10包括,载置基板200的台(参照图11),载置有基板200的保持部10移动,据此,供给头20相对于基板200相对地移动。而且,以下,说明中保持部10包括台,但是,保持部10也可以具有夹持基板200的夹钳机构,也可以夹持了基板200的保持部10移动,据此,供给头20相对于基板200相对地移动。对于其他之处,与实施方式1相同,因此,省略说明,以下,以与实施方式1不同之处为中心,利用图11以及图12进行说明。
[0106]
图11是实施方式2涉及的供给头20周边的外观斜视图。
[0107]
如图11示出,基板200被载置在保持部10(台)。液剂供给装置2,作为进行载置有基板200的保持部10的移动的结构,具备台移动部41。而且,在实施方式2中,作为相对移动部的台移动部41使保持部10移动,据此,基板200与供给头20相对地移动。在图11中,省略示出台移动部41的具体结构。
[0108]
载置板200的保持部10,在供给头20的下方,在x、y、z轴方向上能够移动,供给头20能够,在该移动中将液剂供给到基板200上的多个供给位置210。保持部10在x、y、z轴方向上移动,据此,供给头20,相对于基板200在x、y、z轴方向上相对地移动。
[0109]
台移动部41,使保持部10在x、y、z轴方向上移动。例如,台移动部41,由安装保持部10的能够使保持部10在x、y、z轴方向上移动的线性电动机等构成。而且,台移动部41也可以,由球螺丝等构成。台移动部41,在包括多个供给位置210的供给范围内,通过基板200与供给头20沿着与供给位置210无关而决定的规定的方向相对地移动的第一移动方式,使基板200与供给头20相对地移动。具体而言,台移动部41,通过第一移动方式,使保持部10移动。例如,在本实施方式中,规定的方向,与供给位置210无关而被设定为x轴方向。并且,台移动部41,通过根据多个供给位置210各自的位置关系,基板200与供给头20相对地移动的第二移动方式,使基板200与供给头20相对地移动。具体而言,台移动部41,通过第二移动方式,使保持部10移动。多个喷嘴26,在保持部10以第一移动方式进行移动时,供给头20在供给位置210以相对不停止的方式,将液剂供给到供给位置210。也就是说,在多个喷嘴26向供给位置210供给液剂时,保持部10不停止。
[0110]
关于保持部10的移动的控制,例如,由液剂供给装置2具备的计算机100进行。
[0111]
控制部111,进行关于保持部10的移动的控制。具体而言,控制部111,对台移动部41进行控制。控制部111对台移动部41进行控制,据此,保持部10能够进行移动。具体而言,控制部111,对发生用于使保持部10移动的驱动力的线性电动机等进行控制,据此,保持部10能够移动。并且,控制部111对驱动力供给部22以及液剂供给部23进行控制,据此,供给头20能够将液剂供给到基板200。
[0112]
选择部112,从包括第一移动方式的多个移动方式中选择基板200与供给头20的相对移动方式。具体而言,选择部112,选择多个移动方式之中的、第一移动方式、以及第二移动方式的任意一方。以第一移动方式以及第二移动方式那样的特定的移动方式使保持部10能够移动的程序,由存储器120存储。台移动部41,通过选择出的移动方式,使保持部10移动。
[0113]
计算部113,按多个移动方式的每一个计算,向多个供给位置210供给液剂时所需要的供给时间。而且,在供给时间中也可以,除了为了向多个供给位置210供给液剂而保持部10移动(换而言之,供给头20在基板200上相对移动)的时间以外,还包括用于为了液剂的供给而需要进行的预备工作的时间等。
[0114]
接着,作为基板200与供给头20的相对移动方式,具体而言,对于载置有基板200的保持部10的移动方式,利用图8至图10以及图12进行说明。首先,说明保持部10的第一移动方式。
[0115]
图12是实施方式2涉及的液剂供给装置2的工作的一个例子的流程图。
[0116]
首先,控制部111,在包括多个供给位置210的供给范围a内,通过沿着与供给位置210无关而决定的规定的方向基板200相对于供给头20相对地移动的方式保持部10移动的第一移动方式,使台移动部41将保持部10移动(步骤s21)。在此,特定的方向是,x轴方向,也是与多个喷嘴26的配置方向(y轴方向)大致正交的方向。例如,根据第一移动方式,以供给头20在供给范围a内相对于基板200,不从特定的方向改变移动方向,沿着该特定的方向在直线上相对地移动的方式,保持部10移动。
[0117]
在供给头20,配置有多个喷嘴26,保持部10以第一移动方式移动,据此,供给头20相对于基板200在特定的方向上相对地移动,并且由多个喷嘴26能够向多个供给位置210供给液剂。例如,在图8中,由保持部10向特定的方向(x轴方向)的负侧的一次的移动,配置有多个喷嘴26的供给头20向特定的方向(x轴方向)的正侧相对于基板200在路径r1上相对地移动,能够向多个供给位置210(在此,六个供给位置210)一并供给液剂,因此,能够缩短向多个供给位置210的液剂的供给所需要的时间(供给时间)。在图8中,作为多个喷嘴26,示出五个喷嘴26,但是,实际上在供给头20配置数千个喷嘴26。因此,能够由保持部10的特定的方向上的一次的移动,实际上向数千个部位的供给位置210供给液剂。并且,向多个供给位置210一并供给液剂,从而能够实现时间的缩短,因此,并不需要为了缩短时间而使保持部10高速移动。
[0118]
例如,控制部111,在保持部10以第一移动方式进行移动时,使供给头20在供给位置210相对不停止,使多个喷嘴26将液剂供给到供给位置210(步骤s22)。如上所述,并不需要为了缩短时间而使保持部10高速移动,因此,使保持部10低速移动,据此,供给头20在供给位置210以相对不停止的方式,即,不使保持部10急加速急减速,也能够供给液剂。因此,不需要准备用于实现急加速急减速的强力的驱动源以及使伴随于急加速急减速的振动收
敛的高刚体的壳体,能够实现装置的低成本化以及小型化。而且,根据第一移动方式也可以,以供给头20在供给范围a向特定的方向进行等速移动的方式,使保持部10移动。据此,除了保持部10的急加速急减速以外,还能够抑制只是加速减速,能够实现装置的进一步的低成本化以及小型化。
[0119]
并且,根据第一移动方式,基板200与供给头20沿着特定的方向相对地进行往返移动。具体而言,根据第一移动方式,保持部10沿着特定的方向进行往返移动。据此,如图8以及图9所示,根据第一移动方式,供给头20沿着特定的方向相对于基板200相对地进行往返移动。据此,能够灵活地进行向基板200上的多个供给位置210的液剂的供给。
[0120]
并且,基板200与供给头20相对地进行往返移动的路径包括,隔开间隔而相邻的去路以及归路。具体而言,保持部10进行往返移动的路径包括,隔开间隔而相邻的去路以及归路。例如,保持部10隔开间隔l来进行往返移动,据此,如图8以及图9所示,供给头20,像隔开间隔l而相邻的路径r1以及r2那样,相对于基板200相对地进行往返移动。
[0121]
间隔l被规定为,例如,供给头20的路径r1上的移动范围与路径r2上的移动范围,在基板200的平面视时、即从z轴方向正侧看基板200时不重叠。图8所示的间隔l被规定为,供给头20(具体而言,多个喷嘴26群)的路径r1上的移动范围与路径r2上的移动范围,在基板200的平面视中不重叠。据此,以供给头20从基板200的一端向另一端(例如从y轴方向负侧向正侧)移动的方式,保持部10,在去路以及归路间隔开一定的间隔l而沿着特定的方向进行往返移动,并且,例如,从y轴方向正侧向负侧移动。因此,例如,即使在如图8示出,与配置有多个喷嘴26的供给头20的长度相比基板200的从所述一端到所述另一端的长度大,由保持部10的特定的方向上的一次的移动,不能向基板200上的多个供给位置210的全部供给液剂的情况下,也能够由保持部10的往返移动,向多个供给位置210的全部供给液剂。
[0122]
并且,间隔l也可以,比配置多个喷嘴26的间隔窄。例如,如图9所示的供给位置210a以及210b,会有供给位置210间的间隔比配置多个喷嘴26的间隔窄的情况。这是因为,近几年,增加所谓0201尺寸等的用肉眼难以视觉识别的程度的大小的部件的使用,与这样的部件的安装盘对应,供给位置210间的间隔也变窄的缘故。在这样的情况下,如图8示出,若以在基板200的平面视中,供给头20相对于基板200的相对的路径r1上的移动范围与路径r2上的移动范围不重叠的方式,设定间隔l,例如,则会有不能向供给位置210b供给液剂的情况。于是,如图9示出,将间隔l设为比配置多个喷嘴26的间隔窄。换而言之,以在基板200的平面视中,供给头20相对于基板200的相对的路径r1上的移动范围与路径r2上的移动范围重叠的方式,设定间隔l。据此,供给头20从基板200的一端向另一端逐渐相对地移动,能够将液剂高精度地供给到供给位置210。例如,将间隔l设定为,配置多个喷嘴26的间隔的1/4左右。
[0123]
并且,图中未示出,基板200与供给头20相对地进行往返移动的路径(具体而言,保持部10进行往返移动的路径)也可以包括,彼此为相同路径的去路以及归路。也就是说,在保持部10进行往返移动时也可以,返回已移动的路径,再次移动相同路径。部件的安装盘的大小越大,需要的液剂的量也越多,因此,根据该安装盘的大小,会有由特定的方向上的保持部10的一次的移动,不能向与该安装盘对应的供给位置210供给充分的量的液剂的情况。在此情况下,会有供给位置210的液剂的高度不充分,导致部件的安装等中发生不良的情况。对此,在相同路径上进行保持部10的往返移动,在去路以及归路的每一个向相同的供给
位置210供给液剂,据此,能够向该供给位置210供给充分的量的液剂。
[0124]
而且,进行往返移动时的间隔l的大小、以及是否在相同路径进行往返移动等,根据存储器120存储的关于基板200的数据(具体而言,gerber数据等)而被决定。也就是说,也可以会有在间隔l大的部位以及小的部位、并且保持部10往返相同路径的部位等、一个基板200相对于供给头20的每个位置,保持部10的移动的方法不同的情况。
[0125]
接着,说明保持部10的第二移动方式。
[0126]
如图10示出,第二移动方式是,根据多个供给位置210各自的位置关系,供给头20,针对多个供给位置210的每一个,以按每一个点依次相对地移动的方式使保持部10移动的方式。具体而言,例如,以向各个供给位置210的液剂的供给时间成为最短的方式,根据多个供给位置210的每一个的位置关系决定用于液剂的供给的路径顺序。并且,作为用于液剂的供给的喷嘴26,选择相对于供给头20的当前位置的到下次供给液剂的供给位置210为止的距离最近的喷嘴26。而且,在向该喷嘴26的液剂存积部25的液剂的填充没有完成的情况下,例如,也可以选择下一个近的喷嘴26。
[0127]
第二移动方式是,例如,在多个供给位置210的数量少的情况下,有利于供给时间的方式。在多个供给位置210的数量少的情况下,在保持部10以第一移动方式移动时,供给头20,在供给位置210不存在的区域相对地移动的比例会多。也就是说,在多个供给位置210的数量少的情况下,保持部10,根据第一移动方式,会进行无用的移动。另一方面,根据第二移动方式,以供给头20向多个供给位置210的每一个直接移动的方式保持部10移动,因此,在多个供给位置210的数量少的情况下,不进行无用的移动,有利于供给时间。
[0128]
如上所述,计算部113,按第一移动方式以及第二移动方式的每一个计算,向多个供给位置210供给液剂时所需要的供给时间。具体而言,计算部113,按照基板200中的多个供给位置210各自的大小、多个供给位置210各自的基板200上的坐标、以及基板200的大小等,按照第一移动方式以及第二移动方式分别计算供给时间。并且,选择部112,根据供给时间的计算结果,从多个移动方式中选择保持部10的移动方式。例如,在多个供给位置210的数量多的情况下,第一移动方式的供给时间比第二移动方式的供给时间短,选择部112,选择第一移动方式。在多个供给位置210的数量少的情况下,第二移动方式的供给时间比第一移动方式的供给时间短,选择部112,选择第二移动方式。而且,根据批量生产的节拍时间(线间歇)等,并不一定选择供给时间短的移动方式。如此,从多个移动方式(具体而言第一移动方式以及第二移动方式)中选择最佳的移动方式,从而能够设为最佳的供给时间。
[0129]
并且,会有在基板200中的某区域,多个供给位置210密集,在其他的区域,多个供给位置210离散的情况。在此情况下,若仅由第一移动方式以及第二移动方式的任意一方能够使保持部10移动,根据第一移动方式在多个供给位置210离散的部位对液剂的供给花费时间,根据第二移动方式在多个供给位置210密集的部位对液剂的供给花费时间。
[0130]
于是,台移动部41也可以,组合第一移动方式以及第二移动方式,使保持部10移动。在此情况下,作为供给时间,例如,按照基板200上的多个供给位置210密集的区域以及离散的区域,计算向各个区域包括的供给位置210供给液剂时需要的时间。而且,根据该供给时间的计算结果,在供给头20位于多个供给位置210密集的区域上的情况下,使保持部10以第一移动方式移动,在供给头20位于多个供给位置210离散的区域上的情况下,使保持部10以第二移动方式移动。据此,组合第一移动方式以及第二移动方式,从而能够设为更最佳
的供给时间。
[0131]
(其他的实施方式)
[0132]
以上,对于本公开的液剂供给装置1以及2,根据实施方式进行了说明,但是,本公开,不仅限于所述实施方式。只要不脱离本公开的宗旨,对本实施方式实施本领域技术人员想到的各种变形的形态,以及组合不同的实施方式的构成要素来构成的形态,也包含在本公开的范围内。
[0133]
例如,在所述本实施方式中,多个喷嘴26,在供给头20以及保持部10以第一移动方式进行移动时,供给头20在供给位置210不停止(相对不停止),将液剂供给到供给位置210,但是,也可以停止。
[0134]
并且,例如,在所述本实施方式中,根据第一移动方式,供给头20或保持部10沿着特定的方向进行往返移动,但是,也可以不进行往返移动,也可以在特定的方向上移动一次。
[0135]
并且,例如,在所述本实施方式中,从多个移动方式中选择供给头20或保持部10的移动方式,但是,不仅限于此。例如,供给头20或保持部10的移动方式也可以,只有第一移动方式。
[0136]
并且,例如,在所述本实施方式中,液剂供给装置1以及2具备识别部30,但是,也可以不具备。
[0137]
并且,例如,在所述本实施方式中,保持部10具有夹钳机构,但是,也可以不具有。
[0138]
并且,例如,本公开,除了能够作为液剂供给装置1以及2实现以外,也能够作为包括构成液剂供给装置1以及2的各个构成要素进行的步骤(处理)的液剂供给方法实现。
[0139]
具体而言,液剂供给方法是,具备保持基板200的保持部10、配置有向由保持部10保持的基板200上的多个供给位置210供给液剂的多个喷嘴26的供给头20、以及使基板200与供给头20相对地移动的相对移动部(供给头移动部21或台移动部41)的液剂供给装置1或2的液剂供给方法。在该液剂供给方法中,如图7或图12所示,在包括多个供给位置210的供给范围a内,通过基板200与供给头20沿着与供给位置210无关而决定的特定的方相对地移动的第一移动方式,使相对移动部将基板200与供给头20相对地移动(步骤s11或步骤s21)。
[0140]
并且,例如,这些步骤也可以,由计算机(计算机系统)执行。而且,能够作为用于使计算机执行这些方法中包括的步骤的程序实现。进一步,本公开的目的在于提供,能够作为记录该程序的cd-rom等的非暂时性的计算机可读取的记录介质实现。
[0141]
例如,在本公开,由程序(软件)实现的情况下,利用计算机的cpu、存储器以及输入输出电路等的硬件资源执行程序,从而执行各个步骤。也就是说,cpu将数据从存储器或输入输出电路等提取并运算,或者,将运算结果输出到存储器或输入输出电路等,从而执行各个步骤。
[0142]
并且,所述实施方式液剂供给装置1以及2包括的多个构成要素分别也可以,作为专用或通用的电路实现。这些构成要素,也可以作为一个电路实现,也可以作为多个电路实现。
[0143]
并且,所述实施方式的液剂供给装置1以及2包括的多个构成要素,也可以作为集成电路(ic:integrated circuit)即lsi(large scale integration)实现。这些构成要素,也可以个别地单片化,也可以以包含一部分或全部的方式单片化。lsi,根据集成度的不同,
会有称为系统lsi、超级lsi或极大lsi的情况。
[0144]
并且,集成电路,不仅限于lsi,也可以作为专用电路或通用处理器来实现。也可以利用能够编程的fpga(field programmable gate array)、或能够重构lsi内部的电路单元的连接以及设定的可重构处理器。
[0145]
进而,若因半导体技术的进步或派生的其他的技术而出现代替lsi的集成电路化的技术,当然,也可以利用该技术进行功能块的集成化。
[0146]
另外,对实施方式实施本领域技术人员想到的各种变形而得到的形态,或在不脱离本公开的宗旨的范围内任意组合各个实施方式的构成要素以及功能来实现的形态,也包含在本公开中。
[0147]
本公开,例如,能够利用于用于将焊料等供给到安装基板的装置等。
[0148]
符号说明
[0149]
1、2 液剂供给装置
[0150]
10
ꢀꢀ
保持部
[0151]
11
ꢀꢀ
搬送部
[0152]
12
ꢀꢀ
搬入部
[0153]
13
ꢀꢀ
搬出部
[0154]
20
ꢀꢀ
供给头
[0155]
21
ꢀꢀ
供给头移动部(相对移动部)
[0156]
22
ꢀꢀ
驱动力供给部
[0157]
23
ꢀꢀ
液剂供给部
[0158]
24
ꢀꢀ
驱动源
[0159]
25
ꢀꢀ
液剂存积部
[0160]
26
ꢀꢀ
喷嘴
[0161]
30
ꢀꢀ
识别部
[0162]
41
ꢀꢀ
台移动部(相对移动部)
[0163]
100 计算机
[0164]
110 处理器
[0165]
111 控制部
[0166]
112 选择部
[0167]
113 计算部
[0168]
120 存储器
[0169]
200 基板
[0170]
210、210a、210b
ꢀꢀ
供给位置
[0171]
a
ꢀꢀꢀ
供给范围
[0172]
l
ꢀꢀꢀ
间隔
[0173]
m
ꢀꢀꢀ
标记
[0174]
r1、r2
ꢀꢀ
路径
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1