一种城市下水管道防腐工艺方法与流程
1.本发明涉及管道防腐领域,具体涉及一种城市下水管道防腐工艺方法。
背景技术:
2.腐蚀是各行各业都面临的难题,特别是输气、输水管道,管道内输送的气体、液体有的含有腐蚀性物质,所以对管道内壁进行防腐处理显得尤为重要。目前对管道内壁进行防腐处理时,大多采用人工进行涂抹,但是管道内壁防腐步骤繁多,并且管道较长较细,人力涂抹不方便,工作效率低,且无法有效保证管道内壁涂抹均匀,更何况还有前期的除锈打磨和烘干。
技术实现要素:
3.(1)要解决的技术问题
4.本发明的目的在于克服现有技术的不足,适应现实需要,提供一种城市下水管道防腐工艺方法,以解决上述技术问题。
5.(2)技术方案
6.为了实现本发明的目的,本发明所采用的技术方案为,一种城市地下水管道防腐工艺方法,该方法包括以下步骤:
7.a.浆料搅拌:通过搅拌设备将多种防锈材料进行混合搅拌,获得合适的防锈浆料;
8.b.浆料输送:经过a处理的浆料通过浆料输送设备输送到喷涂设备内;
9.c.管道防腐:通过防腐设备对管道内壁进行除锈打磨处理,使管道内壁具备喷涂条件,再将b处理的浆料喷涂至管道内壁上,最后对喷涂过防腐浆料的管道内壁进行烘干;
10.上述防腐工艺方法a
‑
c步骤中的作业工序需要搅拌设备、浆料输送设备和防腐设备配合完成相应的处理操作,其中:
11.步骤a中的搅拌设备包括搅拌机和电控箱,搅拌机内设有“中”型搅拌杆;
12.步骤b中的浆料输送设备包括浆料泵、电动套管和伸缩输送管,浆料泵通过梯形固定架固定连接于底板中间位置,电动套管通过固定架固定连接于底板右端,伸缩输送管左端与浆料泵可拆卸连接;
13.步骤c中的防腐设备包括防腐打磨机,防腐打磨机包括固定盘、烘干机、喷涂部和打磨部,喷涂部包括圆柱形外壳、转动轴、转动扇和多个喷涂组件,喷涂组件穿透圆柱形外壳且与其固定连接,转动扇与转动轴固定连接,转动轴一端与圆柱形外壳转动连接,一端与打磨部固定连接,固定盘与电动套管固定连接,且烘干机与固定盘固定连接;伸缩输送管右端穿过固定盘和烘干机与圆柱形外壳固定连接;
14.烘干机和转动轴与电控箱电路连接。
15.优选的,打磨部包括圆柱形打磨盘,圆柱形打磨盘上设有多个矩形缺口,矩形缺口上合页连接有打磨组件,打磨组件包括连接板和打磨片,连接板一端弹性合页连接于矩形缺口下端,另一端与打磨片固定连接。
16.优选的,打磨片呈d型,其采用高强度合金制成,且其平面半径小于其曲面半径。
17.优选的,浆料泵与搅拌机连接处内部设有“工”型导流件,“工”型导流件内部中空,其上端位于搅拌机内部,下端位于浆料泵内部。
18.优选的,喷涂组件包括一体成型球囊和喷涂管,球囊底部设有圆形缺口,且球囊采用橡胶材料制成。
19.优选的,转动扇包括环形圈和多个椭圆形扇叶,椭圆形扇叶固定连接于环形圈外侧,且椭圆形扇叶采用橡胶材料制成。
20.优选的,“工”型导流件外侧突出部分呈弧形,其采用高分子材料制成。
21.(3)有益效果:
22.a.本发明的一种城市下水管道防腐工艺方法,其通过采用电动套管和伸缩输送管相互配合的方式,使得可以将防腐设备探入细长的管道中,进而实现对管道内壁按步骤进行防腐处理。
23.b.本发明的一种下水道防腐工艺方法,其防腐打磨机采用多种组件相配合的方式,实现了在对管道内壁进行除锈、打磨、喷涂和烘干的工艺流程,降低了人工损耗,提高了效率的同时又能够保证防腐处理的质量。
附图说明
24.图1是本发明提供的快件分拣装置的整体结构示意图;
25.图2是本发明实施例中搅拌机和浆料泵连接关系的剖面结构示意图;
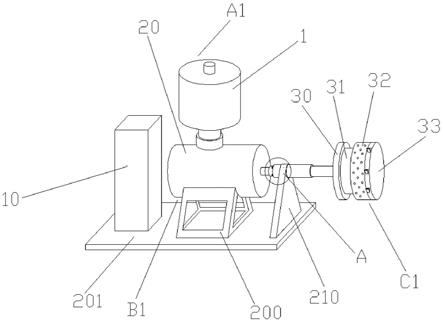
26.图3是图1中a处的放大结构示意图;
27.图4是本发明提供的喷涂部的剖面结构示意图;
28.图5是本发明提供的喷涂组件的结构示意图;
29.图6是本发明提供的打磨部的结构示意图。
30.附图标记如下:
31.a1、搅拌设备;b1、浆料输送设备;c1、防腐设备;
32.1、搅拌机;10、电控箱;11、“中”型搅拌杆;
33.20、浆料泵;200、梯形固定架;201、底板;202、“工”型导流件;21、电动套管;210、固定架;22、伸缩输送管;
34.3、防腐打磨机;30、固定盘;31烘干机;32、喷涂部;320、圆柱形外壳;321、转动轴;322、转动扇;3220、环形圈;3221、椭圆形扇叶;323、喷涂组件;3230、球囊;3231、喷涂管;3232、圆形缺口;33、打磨部;330、圆柱形打磨盘;331、缺口;332、打磨组件;3320、连接板;3321、打磨片;
具体实施方式
35.下面结合附图1
‑
附图6和实施例对本发明进一步说明:
36.一种城市下水管道防腐工艺方法,该方法包括以下步骤:
37.a.浆料搅拌:通过搅拌设备a1将多种防锈材料进行混合搅拌,获得合适的防锈浆料;
38.b.浆料输送:经过a处理的浆料通过浆料输送设备b1输送到喷涂设备内;
39.c.管道防腐:通过防腐设备c1对管道内壁进行除锈打磨处理,使管道内壁具备喷涂条件,再将b处理的浆料喷涂至管道内壁上,最后对喷涂过防腐浆料的管道内壁进行烘干;
40.上述防腐工艺方法a
‑
c步骤中的作业工序需要搅拌设备a1、浆料输送设备b1和防腐设备c1配合完成相应的处理操作,其中:
41.步骤a中所述的搅拌设备a1包括搅拌机1和电控箱10,所述搅拌机1内设有“中”型搅拌杆11;
42.步骤b中所述的浆料输送设备b1包括浆料泵20、电动套管21和伸缩输送管22,所述浆料泵20通过梯形固定架200固定连接于底板201中间位置,所述电动套管21通过固定架210固定连接于所述底板201右端,所述伸缩输送管22左端与所述浆料泵20可拆卸连接;
43.步骤c中所述的防腐设备c1包括防腐打磨机3,所述防腐打磨机3包括固定盘30、烘干机31、喷涂部32和打磨部33,所述喷涂部32包括圆柱形外壳320、转动轴321、转动扇322和多个喷涂组件323,所述喷涂组件323穿透所述圆柱形外壳320且与其固定连接,所述转动扇322与所述转动轴321固定连接,所述转动轴321一端与所述圆柱形外壳320转动连接,一端与所述打磨部33固定连接,所述固定盘30与所述电动套管21固定连接,且所述烘干机31与所述固定盘30固定连接;所述伸缩输送管22右端穿过所述固定盘30和所述烘干机31与所述圆柱形外壳320固定连接;
44.所述烘干机31和所述转动轴321与所述电控箱10电路连接。
45.具体使用时,将提前配备好的防腐剂混合材料加入搅拌机1后,通过电控箱10将其打开,“中”型搅拌杆11开始搅拌,在搅拌过程中,搅拌机1内的压力大于浆料泵20内的压力,“工”型导流件202受压力被向下挤压,使得其上端紧紧堵住搅拌机1下端的出浆口,避免未搅拌成型的浆料流入浆料泵20内,而当搅拌机1停止,“工”型导流件202回弹,浆料流入浆料泵20内,而在浆料泵20输送过程中,若过多浆料了如浆料泵20内时,其底部的浮力大于搅拌机1内压力,“工”型导流件202向上移动,堵住浆料泵20入料口,避免过多浆料流入引发浆料泵故障,而浆料经由浆料泵20经由伸缩输送管22输送至圆柱形外壳320内,当电控箱10将整体启动后,在防腐打磨机3行进的过程中,打磨部33在转动的离心力作用下,打磨组件332由缺口331单侧打开,由于打磨片3321平面与弧面的半径差的缘故,如实内壁上有较好的铁锈,则打磨片3321的平面处会对铁锈进行铲除,而在随后的转动中弧面会对内壁进行打磨,位于打磨部33左端的喷涂部32内转动的椭圆形扇叶3221在转动轴321的带动下转动,在接触倒球囊3230后对其形成挤压,该挤压力将球囊3230内的浆料经由喷涂管3231喷出至管道内壁上,当椭圆形扇叶3221与球囊3230脱离后,球囊3230在恢复的过程中对圆柱形外壳320内的浆料形成吸引力,将浆料由圆形缺口3232吸入球囊3230内等待下一次喷出,由于单次喷出的浆料量与球囊3230容积一致,而其喷出的频率因为转动轴321的转速不变,所以喷涂于管道内壁的浆料厚度及浓度都较为均匀,而在防腐打磨机3继续行进的过程中喷涂过得管道内壁会在烘干机31的高温作用下快速排出凝结,粘附于管道内壁上,而在防腐打磨机3行进的过程中,电动套管21不断伸长,而伸缩输送管22也会随着电动套管21的伸长而变化,以保证防腐打磨机3工作中能够做到不间断的提供防腐浆料。
46.具体的,所述打磨部33包括圆柱形打磨盘330,所述圆柱形打磨盘330上设有多个矩形缺口331,所述矩形缺口331上合页连接有打磨组件332,所述打磨组件332包括连接板
3320和打磨片3321,所述连接板3320一端弹性合页连接于所述矩形缺口331下端,另一端与所述打磨片3321固定连接。
47.通过圆柱形打磨盘330的转动产生的离心力将矩形缺口331上合页连接的打磨组件332甩出,通过单侧甩出的连接板3320和其上固定连接的打磨片3321实现对管道内壁的除锈和打磨两种操作。
48.具体的,所述打磨片3321呈d型,其采用高强度合金制成,且其平面半径小于其曲面半径,打磨片3321采用d型的设置,且其曲面半径大于平面半径的设定奠定了曲面工作范围大于平面工作范围的基础,通过该半径差的基础将管道内壁中有厚度的铁锈通过平面进行铲除,再通过曲面对铲除过或是无铁锈存在的管道内壁进行打磨。
49.具体的,所述浆料泵20与所述搅拌机1连接处内部设有“工”型导流件202,所述“工”型导流件202内部中空,其上端位于所述搅拌机1内部,下端位于所述浆料泵20内部;“工”型导流件202采用内部中空的设置减轻重量,使其可以通过浆料泵20与搅拌机1的压力差向上或是向下移动,在浆料泵20和搅拌机1不同的状态下实现单向封闭。
50.具体的,所述喷涂组件323包括一体成型球囊3230和喷涂管3231,所述球囊3230底部设有圆形缺口3232,且所述球囊3230采用橡胶材料制成;通过固定容易的球囊3230来实现单次喷涂的浆料容量相同,以保证喷涂的均匀,而橡胶材料制成的球囊3230在被挤压过后,可以通过其恢复形状产生的吸引力将浆料吸入球囊3230内以备下次使用。
51.具体的,所述转动扇322包括环形圈3220和多个椭圆形扇叶3221,所述椭圆形扇叶3221固定连接于所述环形圈3220外侧,且所述椭圆形扇叶3221采用橡胶材料制成;椭圆形扇叶3221材料和形状的选择保证了其与球囊3230接触时只会对球囊3230逐步产生挤压力,而避免在转速的加持下将球囊3230破坏或是碰触掉。
52.具体的,所述“工”型导流件202外侧突出部分呈弧形,其采用高分子材料制成;采用高分子材料制成的“工”型导流件202其一是具备了一定的弹性,避免因单侧受压后无法恢复初始位置而引发的浆料管道堵塞的情况发生。
53.本发明的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人员,极易根据上述实施例,领会本发明的精神,并做出不同的引申和变化,但只要不脱离本发明的精神,都在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1