用于车辆喷涂生产线的喷涂材料粘度控制设备及方法与流程
1.本发明涉及用于车辆喷涂生产线的喷涂材料粘度控制设备及方法。
背景技术:
2.在车辆的生产线上,通常借助于喷涂机器人利用喷涂材料对车身进行喷涂。喷涂材料通常以吨的量级储存在位于喷涂机器人远程的容器中。因此,喷涂材料将经由较长的供应管线输送到喷涂站中的操作现场。然而,喷涂材料的批次差异可能导致材料性质变化,而且作为非牛顿流体,在不同的工况下,流动性也多变化。特别地,其粘度会影响到机器人喷涂的质量。
3.通常喷涂机器人本身具有一定的适应能力,例如可以在操作温度和/或操作压力方面进行一定的调节,以响应管线所供给的材料的特别是粘度的变化。然而,当粘度超出机器人的调节范围时,机器人将始终在极限参数下工作,这易导致设备故障,也易导致喷涂质量下降。
技术实现要素:
4.因此,本领域需要在车辆喷涂生产线上实现对喷涂材料的粘度的自动控制,避免喷涂机器人处于不利工作条件,使得在多种工况下材料粘度都可以及时转变到机器人的调节范围内,而且不过度增加检测管理等的负担。
5.根据本发明的一些方面,提供了一种用于车辆喷涂生产线的喷涂材料粘度控制设备,包括:在安装时定位成紧邻喷涂机器人的储存容器,所述储存容器构造成用于接收喷涂材料并将其供应给车辆喷涂生产线上的喷涂机器人;用于对储存容器实施搅拌的搅拌器;和控制模块,所述控制模块构造成用于当喷涂机器人在操作中的操作压力达到第一压力阈值时激活搅拌器,其中,第一压力阈值大体上对应于喷涂机器人的预设调节范围的压力上限值。优选地,控制模块构造成用于当喷涂机器人在操作中的操作压力达到第一压力阈值且操作温度达到第一温度阈值时激活搅拌器,其中,第一压力阈值大体上对应于喷涂机器人的预设调节范围的压力上限值且第一温度阈值大体上对应于喷涂机器人的预设调节范围的温度上限值。根据喷涂材料的性质,这种搅拌使其粘性倾向于降低(剪切稀化)。此外,这种搅拌也不同于配制过程中的搅拌,换句话说,喷涂材料本身可以为成品,也就是说可以为制备好的待(可直接用于)喷涂的喷涂材料。而且,尽管搅拌器的激活在达到相应上限值的时发生,但是由于储存容器在安装时定位成紧邻喷涂机器人,后续供给的喷涂材料由于搅拌得到降低的粘度并快速地抵达喷涂机器人,这基本上不会不利地影响到喷涂机器人的性能和寿命。
6.根据本发明的一些方面,喷涂材料从材料供应部经由供应管线输送到储存容器。优选地,材料供应部与喷涂机器人之间的距离远大于储存容器与喷涂机器人之间的距离。例如,储存容器与喷涂机器人之间的距离可以至多为10m、5m、2m,材料供应部与喷涂机器人之间的距离可以至少为10m、20m、50m。
7.根据本发明的一些方面,喷涂材料粘度控制设备是无粘度传感器型设备。即,不设置且不使用粘度传感器,因此不会变得过度复杂。相反地,使用关于喷涂机器人的操作参数的信息,从而能够充分且及时地关联到喷涂状况。换句话说,上述操作压力和/或操作温度与即将喷出喷涂机器人的喷涂材料相关联。优选地,喷涂机器人可以设置有提供操作压力信息的压力传感器和/或提供操作温度信息的温度传感器,控制模块可以从压力传感器和/或温度传感器获取关于操作压力和/或操作温度的信息。
8.根据本发明的一些方面,控制模块构造成用于在激活搅拌器后,当喷涂机器人在操作中的操作压力达到低于第一压力阈值的第二压力阈值时停用搅拌器。替代地或附加地,控制模块构造成用于在激活搅拌器后,在预定时间段后停用搅拌器。因此,搅拌器可以被响应式的操控和/或计划式的操控。优选地,控制模块构造成用于定期地和/或定时地激活搅拌器一指定时间段。这样,还增加了操控灵活性。
9.根据本发明的一些方面,第二压力阈值为第一压力阈值的约80%。在这种情况下,搅拌器的响应式停用并未允许操作压力的过多减小,因为压力调节相对于温度调节更有弹性,否则当操作压力已经较低时,温度尚未能调降,导致粘度可能变得过低。通常喷涂机器人具有20-35℃的温度范围,10-150bar的压力范围。优选地,第一压力阈值为约150bar,和/或第二压力阈值为约120bar,和/或第一温度阈值为约35℃,和/或预定时间段为约15-20min。申请人通过在试验大量批次的材料并模拟各种常见工况后发现,上述参数,特别是预定时间段的该较小的窗口,是特别优选的,尤其是对于pvc类型的喷涂材料。此外,控制模块优选地构造成能够修改第一压力阈值、第二压力阈值、第一温度阈值、预定时间段中的一个或多个,例如借助于与控制模块相关联的用户接口修改。
10.根据本发明的一些方面,控制模块构造成能够切换到人工模式,其中,激活或停用搅拌器仅基于用户输入执行。这样,极大地方便了检验和检修等。
11.根据本发明的一些方面,控制模块与物理认证结构(例如钥匙与对应的钥匙孔等)相关联,并且构造成用于检测相关联的物理认证结构的状态,以使能或禁用模式切换功能和/或参数修改功能。
12.根据本发明的一些方面,搅拌器包括搅拌体,其中,搅拌体的至少下部和侧部的外围轮廓与储存容器的内壁基本上相符。优选地,所述轮廓与内壁之间的距离在约3-5mm。
13.根据本发明的一些方面,搅拌体至少包括:大体对称的第一部段和第二部段;底部部段,其从第一部段的底侧延伸至第二部段的底侧,并且构造成连接到桨杆;上部部段,其从第一部段的上侧延伸至第二部段的上侧,并且构造成连接到桨杆;其中,第一部段、第二部段、底部部段、上部部段构造成限定桨杆的一部分穿过其中的中空区域。优选地,第一部段和第二部段从底侧到上侧径向向外倾斜延伸且在垂直于延伸方向的宽度上渐缩。这在考虑到爬杆效应的情况下是特别有利的,使得喷涂材料能够得到充分、均匀地搅拌,从而更有效地减低粘度。
14.根据本发明的一些方面,上部部段包括构造成连接第一部段与桨杆的第一桨叶以及连接第二部段与桨杆和第二桨叶。优选地,第一桨叶和第二桨叶具有主延伸表面,其中,当安装时,主延伸表面所在的平面相对于垂直于桨杆的平面成角度。这在考虑到爬杆效应的情况下也是特别有利的,使得喷涂材料能够得到充分、均匀地搅拌,从而更有效地减低粘度。
15.根据本发明的一些方面,搅拌体包括至少一个刮板。优选地,刮板连接到第一部段和/或第二部段,使得刮板具有在径向向外的方向上突出第一部段和/或第二部段的至少一个刮板边沿,其定位成沿着边沿长度与储存容器的内壁的一部分基本上接触。在一些示例中,刮板边沿为至少两个,它们彼此成角度,定位成沿着其各自的边沿长度分别与储存容器的内壁的不同部分基本上接触。
16.根据本发明的一些方面,第一部段和/或第二部段包括沿着长度方向排列的多个孔,使得可以通过刮板的孔与所述第一部段和/或第二部段的孔的不同对准而将刮板定位在相对于第一部段和/或第二部段的不同位置。
17.根据本发明的一些方面,提供了一种用于车辆喷涂生产线的喷涂材料粘度控制方法,包括:获取关于车辆喷涂生产线上的喷涂机器人的操作压力的信息,基于获取到的信息比较喷涂机器人在操作中的操作压力和第一压力阈值,当确定操作压力达到第一压力阈值时,激活在安装时定位成紧邻喷涂机器人的储存容器的搅拌器,其中,第一压力阈值大体上对应于喷涂机器人的预设调节范围的压力上限值。优选地,方法包括获取关于所述喷涂机器人的操作压力和操作温度的信息,基于获取到的信息比较喷涂机器人在操作中的操作压力和第一压力阈值以及比较喷涂机器人在操作中的温度压力和第一温度阈值,当确定操作压力达到第一压力阈值且操作温度达到第一温度阈值时,激活所述搅拌器,其中,第一压力阈值大体上对应于喷涂机器人的预设调节范围的压力上限值且第一温度阈值大体上对应于喷涂机器人的预设调节范围的温度上限值。
18.根据本发明的一些方面,方法不涉及从粘度传感器获取信息,特别是不包括获取、计算或使用粘度数据。相反地,方法包括从喷涂机器人获取关于喷涂机器人在操作中的操作压力和/或操作温度的信息,特别是从与喷涂机器人相关联的压力传感器和/或温度传感器获取。
19.根据本发明的一些方面,方法包括在激活搅拌器后,获取关于所述喷涂机器人在操作中的操作压力的信息,基于获取到的信息比较所述喷涂机器人在操作中的操作压力和小于第一压力阈值的第二压力阈值,当确定操作压力达到第二压力阈值时,停用搅拌器。替代地或附加地,方法包括在激活搅拌器后,在预定时间段后停用搅拌器。优选地,方法包括定期地和/或定时地激活搅拌器一指定时间段。
20.根据本发明的一些方面,方法至少部分地以监控的方式执行。换句话说,可以反复地执行获取动作和比较动作。
21.根据本发明的一些方面,第二压力阈值为第一压力阈值的约80%。优选地,第一压力阈值为约150bar,和/或第二压力阈值为约120bar,和/或第一温度阈值为约35℃,和/或预定时间段为约15-20min。此外,方法包括获取用于修改参数的用户输入,以修改第一压力阈值、第二压力阈值、第一温度阈值、预定时间段中的一个或多个。
22.根据本发明的一些方面,方法包括获取用于切换到人工模式的指示,以切换到人工模式,其中,激活或停用搅拌器仅基于用户输入执行。
23.根据本发明的一些方面,方法包括获取关于相关联的物理认证结构(例如钥匙与对应的钥匙孔等)的状态的信息,以根据其使能或禁用模式切换和/或参数修改功能。
24.根据本发明的一些方面,提供了一种计算机可读存储介质,所述存储介质上存储有计算机程序,当所述计算机程序被处理器执行时,实施根据上述和下所述的方法。
25.需要说明的是,以上虽然关于设备和方法描述了本发明的一些方面,但是关于设备和方法中的一者描述的特征可以单独地或组合地应用于设备和方法中的另一者。例如,方法利用设备实施,设备用于执行方法等等。
附图说明
26.图1示出了用于车辆喷涂生产线的常规喷涂材料供给的示意图。
27.图2示出了根据本发明的一些实施例的喷涂材料粘度控制设备的至少一些部分的示意图。
28.图3示出了根据本发明的一些实施例的喷涂材料粘度控制设备与车辆喷涂生产线结合的示意图。
29.图4示出了根据本发明的一些实施例的储存容器和搅拌器的至少一些部分的局部剖视图。
30.图5-图7示出了根据本发明的一些实施例的搅拌器的至少一些部分的示意图。
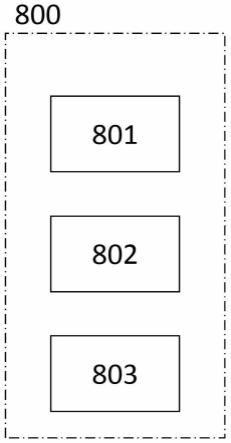
31.图8a-图8c示出了根据本发明的一些实施例的喷涂材料粘度控制方法的至少一些步骤的流程图。
32.图9示出了根据本发明的一些实施例的用户接口的示意图。
具体实施方式
33.参考附图描述本发明,在附图中示出了本发明的某些实施例。然而,本发明可以以许多不同的形式实施,并且不应被解释为限于本文所描绘和描述的实施例;相反,提供这些实施例,使得本公开将是彻底和完整的,并且将向本领域技术人员充分地传达本发明的范围。还将理解,本文公开的实施例可以以任何方式和/或组合来组合可以提供许多另外的实施例。
34.除非另有定义,本公开中使用的所有技术和科学术语具有与本发明所属领域的普通技术人员通常理解的相同的含义。在上述描述中使用的术语仅用于描述特定实施例的目的,而不旨在限制本发明。
35.为了便于说明,在各附图中,相同的附图标记指代相同或类似的设备、单元和/或部件,并且附图中的各部分不一定按比例绘制。
36.现在参考图1,图1示出了用于车辆喷涂生产线的常规喷涂材料供给的示意图。
37.在图1中,借助于一个或多个喷涂机器人100利用喷涂材料进行喷涂。喷涂机器人100例如位于喷涂站1中。喷涂材料经由一个或多个供应管线2供应到喷涂机器人100。供应管线2的另一端连接到材料供应部,这里可以是供给站3的形式。用于车辆喷涂的喷涂材料以例如吨的量级储存在位于供给站3中的一个或多个容器300内。供给站3及容器300通常位于喷涂站1及喷涂机器人100远程。这通常是有利的,因为存放时长、存放温度、当前供应源自桶中的位置等不同,离开供给站3时喷涂材料的粘度差异很大,随着行经较长的供应管线2,相继的喷涂材料的均一性逐渐增加。
38.然而如开头所述,申请人注意到在这种情况下,喷涂机器人100本身的适应能力可能仍不足以响应管线2所供给的材料的特别是粘度的变化,因此期望提供在车辆喷涂生产线上对喷涂材料的粘度的自动控制。
39.现在参考图2,图2示出了根据本发明的一些实施例的喷涂材料粘度控制设备400的至少一些部分的示意图。
40.喷涂材料粘度控制设备400包括:在安装时定位成紧邻车辆喷涂生产线上的喷涂机器人100的储存容器401,所述储存容器构造成用于接收喷涂材料并将其供应给喷涂机器人100;用于对储存容器实施搅拌的搅拌器500;和控制模块c,所述控制模块构造成用于当喷涂机器人100在操作中的操作压力达到第一压力阈值时激活搅拌器500。优选地,控制模块c构造成用于当喷涂机器人100在操作中的操作压力达到第一压力阈值且操作温度达到第一温度阈值时激活搅拌器500。其中,第一压力阈值大体上对应于喷涂机器人100的预设调节范围的压力上限值,第一温度阈值大体上对应于喷涂机器人100的预设调节范围的温度上限值。其中,喷涂材料可以例如是pvc喷涂材料,特别是成品的。
41.在图示的实施例中,控制模块c是属于喷涂材料粘度控制设备400的独立模块。在未示出的实施例中,控制模块c可以至少部分地集成在车辆喷涂生产线(包括喷涂机器人100)的控制系统中。在每种情况下,控制模块c可以与所述控制系统通信。
42.在图示的实施例中,搅拌器500可以经由如在罩壳内的传动机构通过优选可以变频的马达402驱动。除其他外,传动机构可以例如包括传动齿轮(例如减速器)、传动链以及其它适当的装置或它们的组合。
43.现在参考图3,图3示出了根据本发明的一些实施例的喷涂材料粘度控制设备400与车辆喷涂生产线结合的示意图。
44.喷涂材料从具体是供给站3的材料供应部经由供应管线2输送到储存容器401。材料供应部位于喷涂机器人100的远程,也位于在安装时定位成紧邻喷涂机器人100的储存容器401的远程。有利地,材料供应部与喷涂机器人100之间的距离远大于储存容器401与喷涂机器人100之间的距离。例如,前者可以至少为10m、20m、50m,后者可以至多为10m、5m、2m。
45.在图示的实施例中,储存容器401位于喷涂站1内。在未示出的实施例中,储存容器401可以在喷涂站1的紧邻周边附近,或者其他合适的位置。
46.在图示的实施例中,优选地通过阀门20在流体上连接储存容器401和供应管线2。为此,控制模块c可以构造成用于当储存容器401的液位达到下限阈值时开启阀门20以允许实施将喷涂材料供应到储存容器401和/或当储存容器401的液位达到上限阈值时关闭阀门20以停止将喷涂材料供应到储存容器401。相应地,储存容器401可以设置有提供液位信息的液位传感器(未示出),控制模块c可以获取液位信息。这样,在上游故障时也能够有缓存用量并且提供维护时间,避免生产线过早停工。
47.需要注意的是,为清楚起见,仅绘制了一个喷涂机器人100、一个供应管线2和一个容器300,但是如图1所示,其数量可以不同地设置,从而设备400也相应地设置,其中,控制模块c可以为单个模块或多个模块(其例如可以相互通信),并且可以与如上所述的车辆喷涂生产线的控制系统通信,或者可以至少部分地集成在所述控制系统中。
48.在本发明中,喷涂材料粘度控制设备400是无粘度传感器型设备,因此优选地不设置且不使用粘度传感器。相反地,使用关于喷涂机器人100在操作中的操作压力和/或操作温度的信息。优选地,这样的信息由喷涂机器人100所具有的压力传感器和/或温度传感器(未示出)提供。因此,控制模块c可以从喷涂机器人100获取这样的信息。例如,操作压力和/或操作温度可以在喷涂机器人100的喷嘴(枪头)101处测得,特别是喷涂机器人100的计量
泵(未示出)的出口压力和/或温度。相应地,压力传感器和/或温度传感器可以设置在喷涂机器人100的喷嘴(枪头)101处或附近,特别是喷涂机器人100的计量泵(未示出)的出口处或附近。
49.根据一些实施例,控制模块c可以构造成用于在激活搅拌器500后,当喷涂机器人100在操作中的操作压力达到(特别是下降到)低于第一压力阈值的第二压力阈值时停用搅拌器500。因此,这涉及响应式地操控搅拌器500。替代地或附加地,控制模块构c可以造成用于在激活搅拌器500后,在预定时间段后停用搅拌器500。因此,这涉及计划式地操控搅拌器500。在一些情况下,控制模块c还可以构造成用于定期地和/或定时地激活搅拌器一指定时间段。这样,除了在喷涂机器人100在操作中时进行粘度控制,例如还可以在停机后的首次工作前进行粘度的预控制。
50.根据一些实施例,第二压力阈值为第一压力阈值的约80%。对于常用喷涂机器人,申请人发现如下参数是特别有利的,第一压力阈值为约150bar,和/或第二压力阈值为约120bar,和/或第一温度阈值为约35℃,和/或预定时间段为约15-20min。有利地,搅拌频率为约2hz。在一些情况下,控制模块c构造成能够修改上述参数。例如,用户接口与控制模块c相关联,以获取关于修改的信息。
51.根据一些实施例,控制模块c构造成能够切换到人工模式,其中,激活或停用搅拌器500仅基于用户输入执行。
52.根据一些实施例,物理认证结构(例如钥匙与对应的钥匙孔等)与控制模块c相关联。仅当物理认证结构的状态指示获得验证时,才允许模式切换功能和/或参数修改功能。
53.现在参考图4,图4示出了根据本发明的一些实施例的储存容器401和搅拌器500的至少一些部分的局部剖视图。
54.在图示的实施例中,储存容器401包括圆筒状上部401u和锥形或漏斗状下部401b,使得喷涂材料从顶部获取,从底部排出。如图所示,储存容器401还优选地包括上盖401c。上盖401c优选地并没有完全覆盖储存容器401的上部开口,从而形成观察检修口,如图2所示。
55.在图示的实施例中,搅拌器500包括优选由304不锈钢制成的搅拌体,其中,搅拌体的至少下部和侧部的外围轮廓与储存容器401的内壁基本上相符。在一些情况下,轮廓与内壁之间的距离在约3-5mm。
56.现在参考图5,图5示出了根据本发明的一些实施例的搅拌器500的至少一些部分的示意图,具体示出了示例性搅拌体。搅拌体的厚度可以小于另两个维度的尺寸,呈基本扁平状构造。搅拌体至少包括:大体对称的第一部段501和第二部段502;底部部段503,其从第一部段501的底侧延伸至第二部段502的底侧,并且构造成连接到桨杆s;上部部段504,其从第一部段501的上侧延伸至第二部段502的上侧,并且构造成连接到桨杆s;其中,这些部段501-504构造成限定桨杆s的一部分穿过其中的中空区域a。如图所示,第一部段501和/或第二部段502优选地在底侧平滑过渡到底部部段503,例如第一部段501、第二部段502和底部部段503可以一体地形成。如图所示,第一部段501和/或第二部段502优选地在顶侧延伸超出上部部段504。如图所示,第一部段501和第二部段502优选地从底侧到上侧径向向外倾斜延伸(例如对称地)且在垂直于延伸方向的宽度上渐缩。
57.在图示的实施例中,上部部段504包括构造成连接第一部段501与桨杆s的第一桨叶以及连接第二部段502与桨杆s和第二桨叶。通常,第一桨叶和第二桨叶具有主延伸表面,
当安装时,主延伸表面所在的平面相对于垂直于桨杆s的平面成角度。例如,当在径向向外的方向上观察时,图示的桨叶都朝同一方向(如逆时针)转动约40度。
58.现在参考图6,图6示出了根据本发明的一些实施例的搅拌器500的至少一些部分的示意图,具体示出了示例性桨叶600。桨叶600为板片状,包括在纵向方向上相对的大致梯形端601和大致弧形端603以及在两端之间在大致平行的纵向侧之间延伸的本体部分602。在此示例中,上述主延伸表面是本体部分602的朝页面外面向的表面。优选地,梯形端601的至少末端部分可以形成用于连接(例如焊接)到第一部段501和/或第二部段502的凸台;弧形端603的曲率半径可以在考虑到上述转动后大致对应于桨杆s的半径。
59.返回参考图5,搅拌体优选地包括至少一个刮板(具体是三个刮板505-507)。在图示的实施例中,刮板505连接到第一部段501,刮板506、507连接到第二部段502。具体地,刮板505位于第一部段501的上侧,刮板506位于第二部段502的大致中间位置,刮板507位于第二部段502的顶侧。当然,刮板可以具有不同的数量,也可以不同地(例如对称地或不对称地)连接和定位。对于每个刮板505-507,其具有在径向向外的方向上突出第一部段501和/或第二部段502的至少一个刮板边沿。刮板边沿定位成沿着边沿长度与储存容器401的内壁的一部分基本上接触。在图示的实施例中,刮板505、506分别具有定位成沿着其各自的边沿长度与储存容器401的下部401b的倾斜内壁基本上接触的刮板边沿。刮板507具有彼此成角度的两个刮板边沿,它们定位成沿着其各自的边沿长度分别与储存容器401的上部401u的竖直内壁和下部401b的倾斜内壁基本上接触。
60.继续参考图5,第一部段501和/或第二部段502包括沿着长度方向排列的多个孔(示出各有5个),使得可以通过刮板505-507的孔(例如至少两个,例如是长圆形的)与所述多个孔的不同对准而将刮板505-507定位在相对于第一部段501和/或第二部段502的不同位置。例如,刮板506示出为通过第二部段502的最下侧的两个孔进行连接,作为非限制性替代,刮板506可以通过第二部段502的从最下侧起算的第二孔和第三孔进行连接。例如,这种连接可以采用螺纹紧固件。
61.现在参考图7,图7示出了根据本发明的一些实施例的搅拌器500的至少一些部分的示意图,具体示出了示例性刮板700。从图示的端视图可见,刮板700为板片状,优选地在刮板边沿处具有刃部,例如由倒棱701形成,如上所述其可以定位成沿着边沿长度与储存容器401的内壁的至少一部分接触。这样,可以更有利地刮下粘附在储存容器401的内壁上的残余喷涂材料,促进充分、均匀地搅拌,从而更有效地减低粘度。
62.现在参考图8a-图8c,图8a-图8c示出了根据本发明的一些实施例的喷涂材料粘度控制方法800的至少一些步骤的流程图。
63.喷涂材料粘度控制方法800至少包括:801、获取关于车辆喷涂生产线上的喷涂机器人的操作压力的信息;802、基于获取到的信息比较喷涂机器人在操作中的操作压力和第一压力阈值;803、当确定操作压力达到第一压力阈值时,激活在安装时定位成紧邻喷涂机器人的储存容器的搅拌器。
64.在一些实施例中,喷涂材料粘度控制方法800还包括:801’、获取关于喷涂机器人的操作温度的信息;802’、基于获取到的信息比较喷涂机器人在操作中的操作温度和第一温度阈值。在这种情况下,803’、激活在安装时定位成紧邻喷涂机器人的储存容器的搅拌器则要求操作压力达到第一压力阈值且操作温度达到第一温度阈值。需要注意的是,这里将
方法800描述为在获取了关于喷涂机器人的操作压力和操作温度两者的信息后再进行确定,但是可以每次获取关于喷涂机器人的操作压力和操作温度中的一者的信息后即对其进行相关联的确定,或者采用其它适当的次序。
65.其中,第一压力阈值大体上对应于喷涂机器人的预设调节范围的压力上限值,第一温度阈值大体上对应于喷涂机器人的预设调节范围的温度上限值。
66.在一些实施例中,方法800包括获取关于储存容器的液位信息,基于获取到的信息比较储存容器液位与下限阈值和/或上限阈值,当储存容器液位达到下限阈值执行时实施将喷涂材料供应到储存容器(例如通过开启阀门)和/或当储存容器液位达到上限阈值时停止将喷涂材料供应到储存容器(例如通过关闭阀门)。
67.在一些实施例中,方法800不涉及从粘度传感器获取信息,特别是不包括获取、计算或使用粘度数据。相反地,方法800包括从喷涂机器人获取关于喷涂机器人在操作中的操作压力和/或操作温度的信息,特别是从与喷涂机器人相关联(例如其所具有)的压力传感器和/或温度传感器获取。
68.在一些实施例中,方法800包括在803/803’、激活搅拌器后,执行以下两个流程中的至少一者:
69.804:获取关于喷涂机器人在操作中的操作压力的信息,基于获取到的信息比较喷涂机器人在操作中的操作压力和小于第一压力阈值的第二压力阈值,当确定操作压力达到(特别是下降到)第二压力阈值时,停用搅拌器;
70.804’:在预定时间段后停用搅拌器。
71.在一些实施例中,方法800包括定期地和/或定时地激活搅拌器一指定时间段。例如,在给定日期(例如工作日)从至少一个第一时刻到至少一个第二时刻激活搅拌器。这特别适用于在班次开始前进行,因为在班次开始前喷涂材料可能已经静置较长时间,这样实现了粘度的预控制。
72.在一些实施例中,获取动作和比较动作可以反复地执行。换句话说,方法800涉及对操作压力和/或操作温度的监控。
73.在一些实施例中,上述关于设备描述的参数特征可以适用于方法800。相应地,方法800可以包括获取用于修改参数的用户输入,以修改上述参数中的一个或多个。
74.在一些实施例中,方法800包括获取用于切换到人工模式的指示,以切换到人工模式,其中,激活或停用搅拌器仅基于用户输入执行。
75.根据本发明的一些方面,方法800包括获取关于相关联的物理认证结构(例如钥匙与对应的钥匙孔等)的状态的信息,以根据其使能或禁用模式切换和/或参数修改功能。
76.要指出的是,在不脱离本发明的范围和思想的情况下,方法步骤不是必须按照所描绘的序列来进行。
77.现在参考图9,图9示出了根据本发明的一些实施例的用户接口900的一部分的示意图。在图示的实施例中,用户接口900包括:用于立即关断设备的急停按钮901;物理认证设备的一部分(例如钥匙孔902);用于人工启动和停止搅拌器的按钮903、904(例如用于上述的人工模式);以及显示屏905。例如,显示屏905可以通过触摸或其他适当的手段交互。在一些示例中,可以借助于显示屏905切换到上述人工模式;在另一些示例中,可以借助于显示屏905设定包括第一压力阈值、第二压力阈值、第一温度阈值、预定时间段、搅拌频率等的
上述参数;在又一些示例中,可以借助于显示屏905设定搅拌器定期和/或定时工作的日期、时刻和/或时长。其中,设定包括对已有参数的修改。还需要指出的是,在不脱离本公开的精神和范围的情况下,用户接口900可以不同地设置。
78.通过利用本发明的用于车辆喷涂生产线的喷涂材料粘度控制设备及方法,还能够相应地提供喷涂材料供应系统和方法以及执行相关方法的计算机可读存储介质。
79.通过本发明,特别是pvc胶的喷涂材料(胶)被搅拌和均匀化,并且调节材料粘度。搅拌体的形状与容器内壁一致甚至其部分与内壁的接触可以改进搅拌效率、减少死空间。由于容器的存在及其搅拌控制,管线距离不再成为限制因素。工艺、质量更稳定,降低设备故障率。
80.以上是对本发明的说明,而不应被解释为对本发明的限制。虽然已经描述了本发明的示例性实施例,但是本领域技术人员将容易地理解,在不实质上脱离本发明的新颖教导和优点的情况下,在示例性实施例中可以进行许多修改。因此,所有这些修改旨在被包括在如权利要求中所限定的本发明的范围内。本发明由所附权利要求限定,其中,包括权利要求的等同形式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1