工业陶瓷烘干炉链条的制作方法
1.本实用新型涉及一种工业陶瓷烘干炉链条。适用于汽车生产领域。
背景技术:
2.涂装车间电泳烘干炉、中涂烘干炉、面涂烘干炉为u形桥式结构,输送链均采用imc链,即反向轨道输送链。为保证白车身电泳漆和面涂漆表面光滑无颗粒、无杂质等品质,对电泳炉、中涂炉、面涂炉洁净度要求极高,需要达成无尘化目标。
3.烘炉imc链条主要由轨道、x
‑
458链条、台车、主推车、滑架、轴承等主要部件组成,其中主推头、滑架为铸件材料,表面仅刷一层高温油进行防锈,长时间后油烘烤挥发失去保护,材料表面与空气接触生锈。
4.为保证主推头和滑架表面有一层油膜保护,需对链条每周进行刷油保养,但链条较多,频次较大,工作量大。若保养不及时,表面则易生成大量锈粉,加上烘干炉内下送上排的送排风结构,锈粉被吹起极易吸附在车身表面,产生黑点、颗粒等品质问题,降低白车身合格率。
技术实现要素:
5.本实用新型要解决的技术问题是:针对上述存在的问题,提供一种工业陶瓷烘干炉链条,以避免因链条铁粉而影响白车身合格率。
6.本实用新型所采用的技术方案是:一种工业陶瓷烘干炉链条,具有主推车和滑架,其特征在于:所述主推车及滑架表面包有一层保护膜,该保护膜由附于主推车及滑架表面的耐高温、耐腐蚀、耐磨材料形成。
7.所述保护膜厚度为0.02
‑
0.04mm。
8.所述保护膜外表面光滑。
9.所述耐高温、耐腐蚀、耐磨材料采用液态陶瓷漆。
10.所述主推车及滑架表面的粗糙度达到gb
‑
11373
‑
89规定的rz30
‑
50μm。
11.本实用新型的有益效果是:本实用新型在主推车、滑架表面包一层保护膜,以使主推车及滑架能在高温(180℃)、voc腐蚀气体的环境下不会锈蚀,保护膜可使在链条长时间运转零部件交接位置碰撞时不会磨损产生粉末。
附图说明
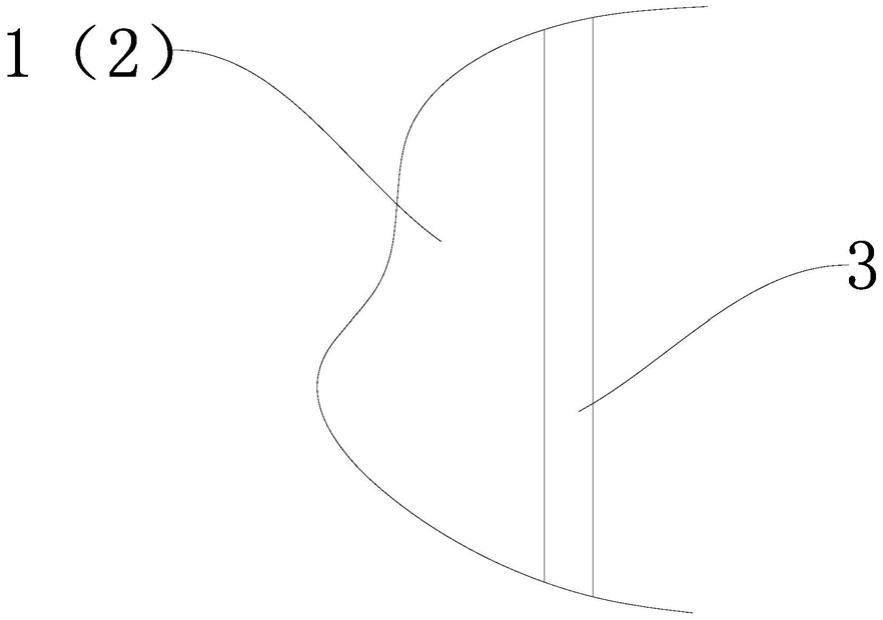
12.图1为实施例的局部剖视图。
13.1、主推车;2、滑架;3、保护膜。
具体实施方式
14.本实施例为一种工业陶瓷烘干炉链条,具有主推车和滑架,主推车及滑架表面包有一层保护膜,该保护膜由附于主推车及滑架表面的耐高温、耐腐蚀、耐磨材料形成,本例
中耐高温、耐腐蚀、耐磨材料采用液态陶瓷漆(品牌为cerakote)。保护膜厚度为0.02
‑
0.04mm,保护膜外表面光滑。
15.本实施例的加工工艺如下:
16.1、表面预处理:预制相应用于悬挂主推车和滑架的挂件,清除主推车和滑架上的包装及杂物。
17.2、物理除油作业:物理高温除油,清除主推车和滑架表面油污及水分。
18.3、喷砂除锈作业:喷砂机对主推车和滑架工件表面进行喷砂处理,达到表面干燥无灰尘、污垢及锈斑,工件表面清洁度达到gb
‑
8923
‑
88《涂装前钢材表面锈蚀等级和除锈等级》中规定的sa3.0级。工件表面裸露的基材表面粗糙度达到gb
‑
11373
‑
89《热喷涂金属件表面预处理通则》中规定的rz30
‑
50μm。
19.4、喷涂作业:采用液态陶瓷漆(品牌为cerakote)对主推车和滑架进行相关喷涂作业,漆面达到工艺要求参数后再移至周转区,期间确保喷涂层的厚度及结合力,防止漏喷和流挂,喷涂完毕后随即进行质量检验,合格品进入烘箱固化漆面及相关操作。
20.5、成品检验及包装:对工件进行液态陶瓷漆喷涂作业完成后进行整体检验。
21.本实施例具有以下性能特点:
22.a、液态陶瓷本身安全环保、无毒无害,不含硅酮;
23.b、耐高温(500℃);
24.c、耐腐蚀,盐雾试验大于500小时,20年不会生锈;
25.d、具体良好的耐磨性(硬度≥4h),要求烘干炉链条运动过程中不产生粉末;
26.e、附着力达到0
‑
1级,耐冲击达到90kg/cm;
27.f、表面膜厚要求为0.02
‑
0.04mm,处理后均匀光滑;
28.g、外观无裂纹、伤痕(裂痕)、断裂,颜色无明显变化;
29.h、喷涂前要进行深度除油除锈及其他杂质;
30.i、材料应遵循国家标准、行业标准以及地方法规要求。
31.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1