一种旋转驱动件转轴自动涂油机构的制作方法
一种旋转驱动件转轴自动涂油机构
【技术领域】
1.本实用新型涉及自动涂油技术领域,特别是涉及一种旋转驱动件转轴自动涂油机构。
背景技术:
2.马达在各种设备中基本上成为了必不可少的驱动件之一,马达在制作过程中,需要将定子与转子组装在一起,之后在输出轴上涂上润滑油减小转轴的旋转摩擦力,提高旋转驱动效率。现有技术中,对于旋转驱动件转轴的涂油设备是采用单独设置的形式,且涂油不均匀,涂油效果不佳。
3.因此,有必要提供一种新的旋转驱动件转轴自动涂油机构来解决上述技术问题。
技术实现要素:
4.本实用新型的主要目的在于提供一种旋转驱动件转轴自动涂油机构,可实现在线式的马达转轴全自动涂油操作,大大提高了涂油效率和涂油效果。
5.本实用新型通过如下技术方案实现上述目的:一种旋转驱动件转轴自动涂油机构,其包括承载产品的定位工装、驱动所述定位工装从上下料工位水平移动至一夹持翻转单元位置的第一气缸、在所述上下料工位对所述定位工装上的产品进行状态位置检测的检测单元、驱动所述夹持翻转单元从产品夹持翻转工位移动至一涂油单元位置的第二气缸。
6.进一步的,所述定位工装包括受所述第一气缸驱动进行水平直线运动的底板、固定在所述底板上的定位支撑座、环形设置在所述定位支承座上的且插入产品圆周定位孔中支撑住产品的定位支撑柱。
7.进一步的,所述定位支撑座上设置有承载产品底部的台阶式环形凹槽。
8.进一步的,所述定位支撑柱的上部形成有支撑产品圆周板面的台阶支撑面。
9.进一步的,所述检测单元包括检测产品表面高度的第一对光电传感器、检测所述定位工装中是否有产品的第二对光电传感器。
10.进一步的,所述夹持翻转单元包括受所述第二气缸驱动进行水平直线运动的支撑座、固定在所述支承座上的第三气缸、受所述第三气缸驱动进行上下运动的活动板、固定在所述活动板上的第一旋转气缸、受所述第一旋转气缸驱动进行旋转运动的第一夹持气缸、受所述第一夹持气缸驱动进行张开或夹持动作的夹爪。
11.进一步的,所述涂油单元包括第二旋转气缸、受所述第二旋转气缸驱动进行旋转运动的第二夹持气缸、受所述第二夹持气缸驱动进行张开或夹持动作的一对安装板、固定在所述安装板上的注油阀枪。
12.进一步的,所述涂油单元位置位于所述注油阀枪下方设置有一接油盒。
13.与现有技术相比,本实用新型一种旋转驱动件转轴自动涂油机构的有益效果在于:通过设置水平移载工装,实现产品在上下料工位与产品夹持翻转工位之间的位置切换;通过设置夹持翻转单元,将产品从水平状态翻转成垂直状态,便于后续的涂油操作;通过将
夹持翻转单元设置在一水平移载机构上,实现了产品在夹持翻转工位与涂油工位之间的位置切换;通过对称设置两个注油阀枪,并将其设置在一旋转气缸上,通过同步旋转实现转轴圆周面的均匀涂油,提高了涂油均匀程度和质量,也大大提高了涂油效率。
【附图说明】
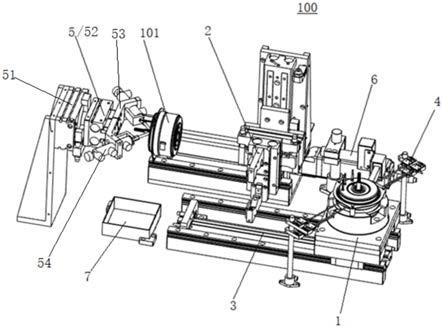
14.图1为本实用新型实施例的结构示意图;
15.图2为本实用新型实施例中定位工装的结构示意图;
16.图3为本实用新型实施例中夹持翻转单元的结构示意图;
17.图中数字表示:
18.100旋转驱动件转轴自动涂油机构,101产品;
19.1定位工装,11底板,12定位支撑座,13定位支撑柱,14台阶式环形凹槽;2夹持翻转单元,21支撑座,22第三气缸,23活动板,24第一旋转气缸,25第一夹持气缸,26夹爪;3第一气缸;4检测单元;5涂油单元,51第二旋转气缸,52第二夹持气缸,53安装板,54注油阀枪;6第二气缸;7接油盒。
【具体实施方式】
20.实施例:
21.请参照图1-图3,本实施例为旋转驱动件转轴自动涂油机构100,其包括承载产品的定位工装1、驱动定位工装1从上下料工位水平移动至一夹持翻转单元2位置的第一气缸3、在上下料工位对定位工装1上的产品进行状态位置检测的检测单元4、驱动夹持翻转单元2从产品夹持翻转工位移动至一涂油单元5位置的第二气缸6。
22.定位工装1包括受第一气缸3驱动进行水平直线运动的底板11、固定在底板11上的定位支撑座12、环形设置在定位支承座12上的且插入产品圆周定位孔中支撑住产品的定位支撑柱13。定位支撑座12上设置有承载产品底部的台阶式环形凹槽14。定位支撑柱13的上部形成有支撑产品圆周板面的台阶支撑面(图中未标示)。马达中的定转子组装结构的底部安置于台阶式环形凹槽14中,且上部圆周板面承置于定位支撑柱13上,通过定位支撑柱13插入产品圆周板面上的定位孔中实现精准定位,并通过定位支撑柱13支撑住产品圆周板面实现高度支撑定位。
23.检测单元4包括检测产品表面高度的第一对光电传感器、检测定位工装1中是否有产品的第二对光电传感器。通过检测单元4检测定位工装1是否有产品,且检测定位工装1中的产品是否有放置正确,有没有在来料移载过程中发生晃动移位现象,若第一对光电传感器检测到产品表面的高度高于设定值,则代表定位支撑柱13没有准确的插入产品圆周板面的定位孔中,未进行精准定位,则系统会发生报警,提醒操作人员进行处理。
24.夹持翻转单元2包括受第二气缸6驱动进行水平直线运动的支撑座21、固定在支承座21上的第三气缸22、受第三气缸22驱动进行上下运动的活动板23、固定在活动板23上的第一旋转气缸24、受第一旋转气缸24驱动进行旋转运动的第一夹持气缸25、受第一夹持气缸25驱动进行张开或夹持动作的夹爪26。夹持翻转单元2主要用于将水平放置的产品从定位工装1中取出,然后将其状态由水平状态翻转成垂直状态,让中间的转轴水平放置并面朝涂油单元5。
25.涂油单元5包括第二旋转气缸51、受第二旋转气缸51驱动进行旋转运动的第二夹持气缸52、受第二夹持气缸52驱动进行张开或夹持动作的一对安装板53、固定在安装板53上的注油阀枪54。通过第二夹持气缸52驱动两个注油阀枪54对称接触马达转轴,然后受第二旋转气缸51驱动同步旋转180
°
,完成马达转轴设定位置圆周表面的涂油操作,且涂油均匀。
26.涂油单元5位置位于注油阀枪54下方设置有一接油盒7。
27.本实施例旋转驱动件转轴自动涂油机构100的工作原理为:机械手抓取产品放置到定位工装1中,然后通过检测单元4对其位置进行检测,若放置位置有误,则提示报警;然后通过第一气缸3驱动至产品夹持翻转工位位置,通过夹持翻转单元2将产品夹持住并翻转90
°
,使得马达转轴水平面朝涂油单元5;再通过第二气缸6驱动将产品移动至涂油工位,第二夹持气缸52驱动注油阀枪54接触转轴表面,然后通过第二旋转气缸51驱动注油阀枪54同步旋转180
°
完成涂油操作,然后第二气缸6驱动夹持翻转单元2夹持产品移动至产品夹持翻转工位,并将其放回至定位工装1中,再由第一气缸3驱动定位工装1至产品上下料工位,待机械手将其取走至下一工位。
28.本实施例旋转驱动件转轴自动涂油机构100的有益效果在于:通过设置水平移载工装,实现产品在上下料工位与产品夹持翻转工位之间的位置切换;通过设置夹持翻转单元,将产品从水平状态翻转成垂直状态,便于后续的涂油操作;通过将夹持翻转单元设置在一水平移载机构上,实现了产品在夹持翻转工位与涂油工位之间的位置切换;通过对称设置两个注油阀枪,并将其设置在一旋转气缸上,通过同步旋转实现转轴圆周面的均匀涂油,提高了涂油均匀程度和质量,也大大提高了涂油效率。
29.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1