一种熔模铸造硅溶胶涂料配送系统的制作方法
[0001]
本实用新型涉及熔模铸造辅助系统,尤其涉及一种熔模铸造硅溶胶涂料配送系统。
背景技术:
[0002]
熔模铸造行业硅溶胶涂料由硅溶胶胶水、石英粉或莫来石粉等添加剂按照一定比例混合配置而成,是一种高粘度、易沉淀、流动性差的涂料,若配置完成短时间内未搅拌,涂料则会凝固无法使用。
[0003]
目前熔模铸造行业使用生产线进行大批量制壳生产,需要使用的硅溶胶涂料量较大,且需要进行定时补给,若现场配置,其用量、质量以及涂料一致性无法保障,且每个工位单独配置,用工较多、流程繁琐、效率低下,若集中配送,一方面,大批量的物料运输投料比较麻烦,需要考虑将配料点设置在仓库附件,另一方面需要考虑配料点输送至工位的路程,若过长可能会存在管道堵塞的问题。
技术实现要素:
[0004]
有鉴于此,本实用新型提出了一种能够统一配置,同时可以防止管道堵塞的熔模铸造硅溶胶涂料配送系统。
[0005]
本实用新型的技术方案是这样实现的:本实用新型提供了一种熔模铸造硅溶胶涂料配送系统,包括硅溶胶池、配料桶、粉料箱、送料机构、隔膜泵、涂料阀门、硅溶胶阀门、清洗阀门、工位阀门和工位涂料存放桶,所述粉料箱的出料口通过送料机构与配料桶的进料口相互连通,配料桶的底部出料口安装有涂料阀门,所述涂料阀门的出口依次通过隔膜泵和清洗阀门与配料桶的进料口相互连通,涂料阀门与隔膜泵之间的管道通过硅溶胶阀门与硅溶胶池的出料口相互连通,所述隔膜泵与清洗阀门之间的管道通过工位阀门与工位涂料存放桶相互连通。
[0006]
在以上技术方案的基础上,优选的,还包括疏通阀门和疏通管道,所述疏通阀门通过疏通管道与位于隔膜泵和清洗阀门之间的管道相互连通,疏通阀门、疏通管道与工位阀门位于一条直线上。
[0007]
在以上技术方案的基础上,优选的,所述工位涂料存放桶与工位阀门的数量相同且至少为两个,每个工位涂料存放桶均通过一个工位阀门与隔膜泵和清洗阀门之间的管路相互连通。
[0008]
在以上技术方案的基础上,优选的,还包括硅溶胶储罐,所述硅溶胶储罐的出料口通过管道与硅溶胶池相互连通。
[0009]
在以上技术方案的基础上,优选的,还包括流量计和潜水泵,所述潜水泵安装在硅溶胶储罐的内部,潜水泵的出液口通过管道与硅溶胶池的进料口相互连通,潜水泵与硅溶胶池的管道上安装有流量计。
[0010]
更进一步优选的,所述送料机构为螺旋输送机。
[0011]
更进一步优选的,所述涂料阀门、硅溶胶阀门、清洗阀门和工位阀门均采用气动插板阀。
[0012]
在以上技术方案的基础上,优选的,本实用新型中所用管道的表面均设有保温层。
[0013]
本实用新型的熔模铸造硅溶胶涂料配送系统的配送方法,其包括如下步骤:
[0014]
步骤一、开启硅溶胶阀门和清洗阀门,关闭涂料阀门和工位阀门,开启隔膜泵,将硅溶胶池内的硅溶胶泵送至配料桶内,泵送完毕,关闭隔膜泵;
[0015]
步骤二、将粉料投料至粉料箱内,开启送料机构,将粉料箱内的粉料输送至配料桶内,将粉料与硅溶胶在配料桶内搅拌混合均匀;
[0016]
步骤三、关闭硅溶胶阀门和清洗阀门,开启工位阀门和涂料阀门,开启隔膜泵,将配料桶内的物料输送至工位涂料存放桶内,并在工位涂料存放桶内搅拌,由工位支配使用;
[0017]
步骤四、当配料桶内物料使用完时,重复步骤一到步骤三。
[0018]
本实用新型的熔模铸造硅溶胶涂料配送系统相对于现有技术具有以下有益效果:
[0019]
(1)本实用新型中硅溶胶池到配料桶的送料管路与配料桶到工位涂料存放桶的送料管路存在部分重合,利用该部分重合管路,在硅溶胶池送料的过程中对重合管道内残留的涂料进行冲洗,防止涂料在残留管道内凝固,同时还可以使残留的涂料进入下一次投料,达到回收利用的目的;
[0020]
(2)本实用新型的配送系统能够实现配料和清洗的往复循环,且清洗效果是由硅溶胶的投料所达到的,无需额外的清洗步骤,既节省了原料,又缩减了操作步骤,同时还能够防止管道内的涂料凝固堵塞;
[0021]
(3)本实用新型的配送系统能够应用于原料配料场所距离生产场所较远的场景,适用于大型工厂的应用,具有良好的应用前景。
附图说明
[0022]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0023]
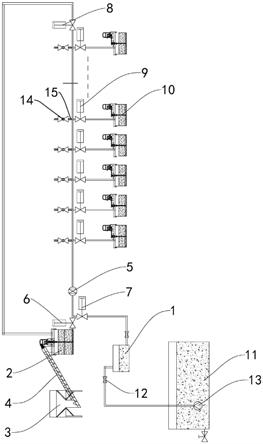
图1为本实用新型熔模铸造硅溶胶涂料配送系统的结构连接示意图。
[0024]
图中:1-硅溶胶池、2-配料桶、3-粉料箱、4-送料机构、5-隔膜泵、6-涂料阀门、7-硅溶胶阀门、8-清洗阀门、9-工位阀门、10-工位涂料存放桶、11-硅溶胶储罐、12-流量计、13-潜水泵、14-疏通阀门、15-疏通管道。
具体实施方式
[0025]
下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
[0026]
如图1所示,本实用新型的熔模铸造硅溶胶涂料配送系统,其包括硅溶胶池1、配料桶2、粉料箱3、送料机构4、隔膜泵5、涂料阀门6、硅溶胶阀门7、清洗阀门8、工位阀门9、工位
涂料存放桶10、硅溶胶储罐11、流量计12、潜水泵、疏通个阀门14和疏通管道15。
[0027]
硅溶胶池1用于暂存待投料使用的硅溶胶,硅溶胶池1可以设置对应的称量装置,如液位计或称重模块,从而便于直管判断硅溶胶池1内待投料硅溶胶的量,硅溶胶池1的出液口安装有硅溶胶阀门7。
[0028]
配料桶2用于混合配置熔模铸造用硅溶胶涂料,配料桶2的顶部设有粉料投料口和硅溶胶投料口,粉料投料口由送料机构4与粉料箱3相互连通,硅溶胶投料口由管道与硅溶胶阀门7相互连通,配料桶2上设有搅拌设备,配料桶2的底部设有出料口,配料桶2的出料口处安装有涂料阀门6。
[0029]
粉料箱3用于暂存待投料的粉料,待投料的粉料优选的通过预先称重后再投入到粉料箱3内,粉料箱3的底部通过送料机构4与配料桶2的粉料投料口相互连通,优选的,粉料箱3的底部设置有称重模块,粉料箱3的顶部安装有吸尘罩。
[0030]
送料机构4用于将粉料箱3内的物料输送至配料桶2内,送料机构4优选的是螺旋输送机,螺旋输送机为相对密闭的系统,在送料的过程中可以防止粉料飞尘和扬尘,从而使生产场地更加清洁,送料机构4优选的还可以是斗提机、皮带送料机等送料机构,送料机构4的一端位于粉料箱3出料口的位置,另一端与配料桶2顶部粉料投料口相互连通。
[0031]
隔膜泵5用于为整个输送管道提供输送动力,隔膜泵5安装在输送管道上,具体的,涂料阀门6的一端与配料桶2的出料口连通,另一端通过隔膜泵5依次连通清洗阀门8和配料桶2的硅溶胶投料口,所述硅溶胶阀门7与涂料阀门6和隔膜泵5之间的管道连通,优选的,隔膜泵5为气动隔膜泵。
[0032]
涂料阀门6用于控制配料桶2底部开口的开启和关闭,从而选择是否将配料桶2内配置好的物料输送至工位涂料存放通10,同时还可以起到防止硅溶胶通过涂料阀门6输送至配料桶2内。
[0033]
硅溶胶阀门7用于控制硅溶胶池1出料口的开启和关闭,从而选择是否将硅溶胶池1内的硅溶胶输送至配料桶2内。
[0034]
清洗阀门8用于控制物料输送管路的开启和关闭,具体的,在隔膜泵5与清洗阀门8之间的管路上,并联设置有若干工位涂料存放桶10,且工位涂料存放桶10与管道之间通过工位阀门9连通,当清洗阀门8开启时,硅溶胶池1内的硅溶胶可以通过清洗阀门8输送至配料桶2内,从而对硅溶胶阀门7到清洗阀门8之间的管道进行冲洗,防止残留在管道内的涂料凝固,影响管道正常使用,同时还可以对管道内残留的涂料进行回收利用,防止物料浪费。
[0035]
工位阀门9用于控制工位涂料存放桶10的进料口的开启和关闭,从而选择是否将涂料输送至工位涂料存放桶10内,隔膜泵5到清洗阀门8之间的管路通过工位阀门9与工位涂料存放桶10连通。
[0036]
工位涂料存放桶10用于暂存每个工位需要使用的涂料,工位涂料存放桶10具有搅拌功能,能够保证运输到工位的涂料保持搅拌状态,放至凝固。
[0037]
硅溶胶储罐11用于大量储存硅溶胶,硅溶胶储罐通过管道与硅溶胶池1连通,优选的,连通管道上设置流量计12,用于计量输送到硅溶胶池1内的硅溶胶的量,优选的,硅溶胶储罐11内安装潜水泵13,提供输送动力,从而将硅溶胶输送至硅溶胶池1内。
[0038]
流量计12安装在硅溶胶储罐11到硅溶胶池1连通的管道上,用于计量输送的硅溶胶的量。
[0039]
潜水泵13安装在硅溶胶储罐11内,用于为输送硅溶胶提供输送动力。
[0040]
疏通阀门14用于手动疏通位于工位阀门9和位于隔膜泵5与清洗阀门8之间的管道连通的管路,疏通阀门14的一端开口通过疏通管道15与位于隔膜泵5和清洗阀门8之间的管路相互连通,且疏通阀门14内部通道的轴线方向与工位阀门9内部通道的轴线方向以及工位阀门9所在管道的管道轴线方向重合,当工位阀门9与位于隔膜泵5与清洗阀门8之间的管道的连接管道内存在少量凝固的涂料时,通过开启疏通阀门14,通过疏通设备进行局部疏通即可。
[0041]
疏通阀门14优选的采用球阀。
[0042]
疏通管道15用于连通疏通阀门14与位于隔膜泵5与清洗阀门8之间的管道。
[0043]
在具体实施方式中,熔模铸造硅溶胶涂料配送系统的配送方法,具体包括:
[0044]
步骤一、保持硅溶胶池1内具有待投的硅溶胶,开启硅溶胶阀门7和清洗阀门8,关闭涂料阀门6和工位阀门9,开启隔膜泵5,此时硅溶胶池1内的硅溶胶被泵送至配料桶2内,并对管道内的残余物料进行冲洗,一并输送至配料桶2内,泵送完毕后,关闭隔膜泵5;
[0045]
步骤二、将粉料投料至粉料箱3内,开启送料机构4,将粉料箱3内的粉料均匀输送至配料桶2内,开启配料桶2的搅拌,从而使粉料与硅溶胶混合,直至搅拌均匀;
[0046]
步骤三、关闭硅溶胶阀门7和清洗阀门8,开启工位阀门9和涂料阀门6,此时再开启隔膜泵5,配料桶2内的物料被输送至工位涂料存放桶10内,并在工位涂料存放桶10内搅拌,由工位支配使用;
[0047]
步骤四、当配料桶2内的物料使用完毕时,再次重复步骤一,对送料的管道进行冲洗,并继续重复步骤二和步骤三,最后重复步骤四,如此往复循环。
[0048]
在具体实施方式中,还包括,预先通过潜水泵13和流量计12对硅溶胶池1内进行硅溶胶上料,准确控制硅溶胶的量。
[0049]
以上所述仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1