一种工件涂装时孔洞遮蔽装置的制作方法
1.本发明属于工件表面涂装用辅助工具领域,具体涉及一种工件涂装时孔洞遮蔽装置。
背景技术:
2.汽车车身大量使用钣金件,一些钣金件上加工成型有各种不同尺寸的孔洞,这些孔洞在后续具有不同的用途。由于部分钣金件要进行单面或双面制漆处理,在进行该工艺步骤时,必须将孔洞及其边缘部分遮盖,以避免漆料粘附影响孔洞功能。例如,在进行电泳漆处理时,工件表面孔洞处必须严格遮蔽。目前常用的有热熔胶堵盖、橡胶堵盖等。热熔胶堵盖虽然具有较好的密封性能,但需要专用模具成型,不同尺寸的孔洞需要专用的堵盖,单件成本高;橡胶堵盖则存在设计间隙,不能适应不同厚度的钣金件,密封性不足,在涂装时容易出现渗漏。此外,这些堵盖存在拆装不便的问题,拆卸后可能造成损坏,而不能回收使用。因此,需要一种使用范围更广、方便安装和拆卸、密封良好的孔洞遮蔽装置。
技术实现要素:
3.有鉴于此,本发明提供一种工件涂装时孔洞遮蔽装置。
4.其技术方案如下:
5.一种工件涂装时孔洞遮蔽装置,其关键在于,包括插针、针套,所述插针的前部伸入所述针套内,所述针套上设置有锁定组件,该锁定组件具有锁定状态和解锁状态,在锁定状态时所述锁定组件将所述插针锁定,在解锁状态时所述锁定组件使所述插针解锁;
6.所述插针上套设有两个密封环垫,两个所述密封环垫正对设置,两个所述密封环垫其中之一靠近所述插针尾部,另一个贴靠所述针套;或
7.所述插针上套设有一个密封环垫和圆锥定位套,所述圆锥定位套的小头端朝向所述密封环垫,两者其中之一靠近所述插针尾部,另一个贴靠所述针套。
8.与现有技术相比,本发明的有益效果:具有一定的尺寸适应性,方便安装和拆卸,可回收重复利用,密封性好,互换性好。
附图说明
9.图1为本发明第一个实施例的结构示意图;
10.图2为图1中a-a剖视图;
11.图3为图1的右视图;
12.图4为图3中b-b剖视图;
13.图5为本发明第一个实施例的分解结构示意图;
14.图6为图5的另一个视角的示意图;
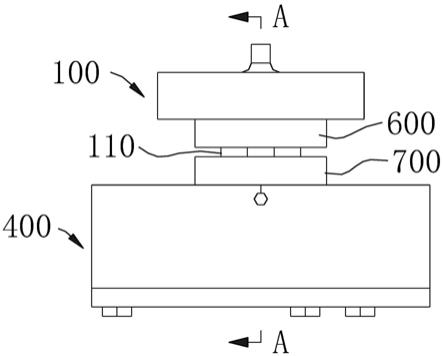
15.图7为本发明第一个实施例的装置安装在钣金件孔洞上的示意图;
16.图8为本发明第二个实施例的装置安装在钣金件孔洞上的示意图。
具体实施方式
17.以下结合实施例和附图对本发明作进一步说明。
18.实施例一
19.如图1和2所示,一种工件涂装时孔洞遮蔽装置,包括插针100、针套200,所述插针100的前部伸入所述针套200内,所述针套200上设置有锁定组件,该锁定组件具有锁定状态和解锁状态,在锁定状态时所述锁定组件将所述插针100锁定,在解锁状态时所述锁定组件使所述插针100解锁。所述插针100上设置有第一密封环垫600,该第一密封环垫600与所述插针100同中心线设置,所述针套200上设置有第二密封环垫700,该第二密封环垫700与所述第一密封环垫600正对。使用时,第一密封环垫600与第二密封环垫700分别从钣金件a的孔洞两侧覆盖其表面。
20.如图2,所述插针100包括针杆110,所述针杆110的一端一体成型有针帽120,靠近所述针杆110的另一端成型有环槽111。所述针杆110上套设有所述第一密封环垫600,所述第一密封环垫600背侧的所述针帽120上一体成型有手持块130。
21.结合图2~4可以看到,所述锁定组件包括卡持组件300、锁定操作件400和止转定位机构500。所述针套200上径向贯穿有锁定孔211,所述锁定孔211内设置有所述卡持组件300。所述针套200外可转动地套设有空心的锁定操作件400,二者密封配合。所述锁定操作件400转动使所述卡持组件300卡持所述插针100前部以防止所述针杆110退出,或释放所述针杆110。
22.如图5和6所示,所述锁定操作件400与所述针套200之间设置有止转定位机构500。止转定位机构500的作用在于,当锁定操作件400转动至使卡持组件300锁定或者解锁时,自动保持这一状态稳定。
23.本实施例中,如图4和5所示,所述针套200包括套筒210,该套筒210的一端同心设置有抵靠圆环220,该抵靠圆环220背向所述套筒210的端面上设置有所述第二密封环垫700。
24.所述套筒210上开设有至少一个所述锁定孔211,每个所述锁定孔211内设置有一个所述卡持组件300,所述卡持组件300沿着所述套筒210径向可滑动地设置在所述锁定孔211内。本实施例中,套筒210上开设有三个锁定孔211,每个锁定孔211内各设置一个所述锁定组件300。
25.如图4和5所示,所述锁定操作件400包括操作环套410,该操作环套410套设在所述套筒210外,该操作环套410的内壁对应每个所述卡持组件300分别成型有变径曲面411,该变径曲面411沿着所述套筒210的周向延伸且从其一端到另一端的内径逐渐减小,所述变径曲面411抵靠相应的所述卡持组件300。三个变径曲面411的分度为120
°
。
26.一种卡持组件300的具体结构为:如图4所示,卡持组件300包括复位压簧310,所述复位压簧310设置在所述锁定孔211内,所述复位压簧310内穿设有顶压销320。所述锁定孔211为内小外大的台阶孔,所述复位压簧310的内端抵靠所述台阶孔的台阶面,所述顶压销320外壁中部也加工有台阶,该台阶贴靠所述复位压簧310外端。顶压销320的内端朝向所述环槽111,该顶压销320的外端贴靠所述变径曲面411。
27.所述操作环套410的一端覆盖有端板420,该端板420贴靠所述套筒210远离所述抵靠圆环220的端面,该端板420与所述套筒210的端面密封配合。
28.所述操作环套410与所述抵靠圆环220也转动密封配合,所述操作环套410与所述抵靠圆环220之间设有防脱限位机构。
29.结合图2、5和6可以看到,所述防脱限位机构包括成型于所述操作环套410内腔的抵靠台阶430,该抵靠台阶430抵靠所述抵靠圆环220的相应端面,二者之间设置有密封圈。所述抵靠圆环220的圆柱面上加工有限位环槽221,所述操作环套410套在所述抵靠圆环220外,所述操作环套410上设置有限位柱412,所述限位柱412的内端伸入所述限位环槽221。
30.如图6,所述止转定位机构500包括止转压簧510,该止转压簧510沿着与所述操作环套410轴向平行的方向穿设在所述操作环套410上,该止转压簧510的两端分别设置有滚珠520,其中一颗所述滚珠520抵靠所述端板420的内侧面,另一颗所述滚珠520抵靠所述抵靠圆环220的相应端面,所述抵靠圆环220上对应相应的所述滚珠520成型有至少两个定位凹陷222,所有所述定位凹陷222沿着相应的所述滚珠520在所述抵靠圆环220上的转动路径分布。
31.插针100为一个单独模块,针套200和锁定操作件400形成一个整体模块。使用时,针套200放置在孔洞一侧,并使第二密封环垫700贴靠该侧孔洞外缘,保持操作环套410处于解锁位置,此时各个弹顶销之间保持一定距离,将插针100从钣金件a另一侧插入孔洞内,然后转动操作环套410使得各个变径曲面411向内顶压弹顶销,弹顶销内端伸入相应的环槽111内,将插针100向前端拉紧,第一密封环垫600从另一侧压紧钣金件a,实现对孔洞的密封遮蔽,如图7所示。针套200和锁定操作件400之间为密封配合,插针100与针套200组装后,也与钣金件a密封,从而防止涂料(如电泳漆)进入遮蔽装置内部损坏内部结构。此时止转定位机构500朝向抵靠圆环220的滚珠520落入相应的定位凹陷222内,使操作环套410相对针套200锁止,从而防止插针100回退。完成该步骤后,即可对钣金件a进行涂装处理,如电泳漆工艺处理。工艺完成后,反向转动操作环套410即可解锁弹顶销,方便将两个模块分别从钣金件a两侧取下。为保证解锁时操作环套410与针套200不发生同步转动,针杆110以不可自转地方式插设在针套200内,例如针杆110的截面设计为正六边形,针套200的内孔与其形状适配。
32.所述针杆110配置有一系列不同外径的衬套,以适用于不同孔径的孔洞。
33.此外,孔洞遮蔽装置还可以配置一系列不同厚度的第一密封环垫600和第二密封环垫700,从而在一定范围内适应不同厚度的钣金件a。
34.当用于电泳漆工艺时,由于常规的塑料和橡胶材料不能耐受腐蚀、高温,因此第一密封环垫600和第二密封环垫700可以使用氟胶材料制成。
35.实施例二
36.在这一实施方式中,如图8所示,将第一密封环垫600更换为圆锥定位套800,圆锥定位套800的小头端朝向第二密封环垫700,其余结构均同实施例一。安装在钣金件a上后,圆锥定位套800小头端从孔洞一端伸入其内,而第二密封环垫700从孔洞的另一端贴靠钣金件a,起到遮蔽作用。这样,在进行表面涂装处理时,圆锥定位套800所在侧的孔洞边缘不被遮蔽,钣金件a上的孔洞仅被第二密封环垫700单侧遮蔽。
37.最后需要说明的是,上述描述仅仅为本发明的优选实施例,本领域的普通技术人员在本发明的启示下,在不违背本发明宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1