一种磁芯自动组装机构的制作方法
1.本实用新型设计变压器技术领域,具体涉及一种磁芯自动组装机构。
背景技术:
2.近年来,随着电子通讯和个人数码消费用品超小型化、便携化得方向发展,电子变压器也变得越来越小巧,变压器是利用电磁感应的原理来改变交流电压的装置,主要构件是初级线圈、次级线圈和磁芯。
3.传统技术中磁芯组装都是以人工组装,效率低下,且容易出现组装偏差,造成良品率不高。
技术实现要素:
4.本实用新型提供一种磁芯自动组装机构,旨在解决上述传统技术中磁芯组装都是以人工组装,效率低下,且容易出现组装偏差,造成良品率不高的问题。
5.为实现上述目的,本实用新型提供一种磁芯自动组装机构,包括底板、输送组件、点胶组件、供磁芯组件和压磁芯组件,其中:
6.所述输送组件包括加工台和输送轨,所述加工台固定连接在所述底板上,所述输送轨与所述加工台固定连接,且所述加工台和所述输送轨上开设有相连通的输送槽道;
7.所述点胶组件包括杠杆、点胶气缸和点胶头;所述底板上固定连接有一支撑块,所述杠杆中部与所述支撑块转动连接;所述点胶头设于所述加工台的输送槽道上方,并与所述杠杆一端固定连接;所述点胶气缸固定连接在所述底板的底端,其输出端贯穿所述底板,并与所述杠杆远离所述点胶头的一端转动连接;
8.所述供磁芯组件设有两个,分别设于所述点胶头的两侧,均包括有固定架、滑轨和挡磁芯部件;两个所述固定架均固定连接在所述底板上,两条所述滑轨分别固定连接在两个所述固定架上,所述滑轨靠近所述点胶头的一侧向下弯曲形成弧形端,两个所述弧形端分别延伸至所述加工台两侧的上方,且不与所述加工台贴触;两条所述滑轨的弧形端呈对称设置,且均与所述加工台上的所述输送槽道垂直;所述挡磁芯部件设于所述滑轨的外侧,并通过一连接块与所述滑轨固定连接;
9.所述压磁芯组件设有两个,分别设于两条所述滑轨的下方;所述压磁芯组件包括导轨、滑块、推动气缸和手指气缸;所述导轨垂直于所述加工台上的输送槽道,并与所述底板固定连接;所述滑块滑动连接在所述导轨上;所述手指气缸固定连接在所述滑块上,其输出端设于所述加工台与所述弧形端的末端之间;所述推动气缸设于所述导轨远离所述加工台的一侧,并与所述底板固定连接,其输出端与所述手指气缸固定连接。
10.更为具体的,所述滑轨的侧面固定连接有第一固定块,所述滑轨的中部设有第一传感器,所述第一传感器与所述第一固定块固定连接。
11.更为具体的,所述底板上固定连接有第二固定块,所述输送轨与所述加工台的连接处在所述输送槽道的上方设有第二传感器,所述第二传感器与所述第二固定块固定连
接。
12.更为具体的,所述挡磁芯部件包括两块弧形隔板,两块弧形隔板为平行设置。
13.更为具体的,所述手指气缸的输出端在靠近所述加工台的一侧开设有与磁芯相适配的夹取槽。
14.更为具体的,所述滑轨的弧形端的圆心角为90
°
。
15.更为具体的,所述底板底端的两侧分别固定连接有固定脚。
16.本实用新型所涉及的一种磁芯自动组装机构的技术效果为:
17.1、本技术通过点胶组件将置于加工台上的变压器进行点胶,磁芯放置于滑轨上,并延滑轨的弧形端向下滑动,当磁芯滑至底端时,手指气缸夹取磁芯,并由推动气缸将磁芯贴至变压器上,实现全自动组装,提高了工作效率以及产品质量。
18.2、本技术通过设置第一传感器和第二传感器,通过第一传感器感知到滑轨上有无磁芯,以及时磁芯补充,第二传感器感知输送槽道上有无变压器,从而确定点胶和磁芯装配是否进行。
附图说明
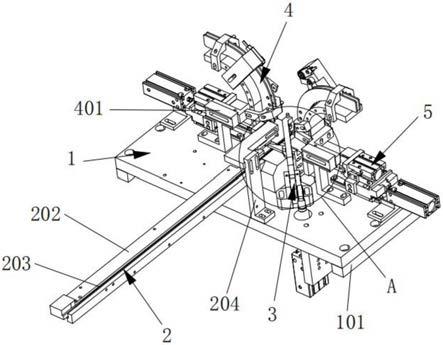
19.图1为本实用新型所涉及的一种磁芯自动组装机构的结构示意图;
20.图2为基于图1中a处的局部放大图;
21.图3为本实用新型所涉及的一种磁芯自动组装机构的后视图;
22.图4为基于图3中b处的局部放大图;
23.图5为本实用新型所涉及的一种磁芯自动组装机构中加工台的结构示意图;
24.图6为本实用新型所涉及的一种磁芯自动组装机构中第二传感器的结构示意图。
25.图中标记:
26.1—底板;2—输送组件;3—点胶组件;4—供磁芯组件;5—压磁芯组件;
27.101—固定脚;
28.201—加工台;202—输送轨;203—输送槽道;204—第二固定块;205—第二传感器;
29.301—杠杆;302—点胶气缸;303—点胶头;304—支撑块;
30.401—固定架;402—滑轨;403—挡磁芯部件;404—弧形端;405—连接块;406—第一固定块;407—第一传感器;
31.501—导轨;502—滑块;503—推动气缸;504—手指气缸;505—夹取槽;
具体实施方式
32.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
33.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者可能同时存在居中元件;当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
34.本实用新型的一较佳实施例,该实施例是这样实现的,参阅图1~图6,一种磁芯自
动组装机构,包括底板1、输送组件2、点胶组件3、供磁芯组件4和压磁芯组件5,其中:
35.输送组件2包括加工台201和输送轨202,加工台201固定连接在底板1上,输送轨202与加工台201固定连接,且加工台201和输送轨202上开设有相连通的输送槽道203;变压器由输送轨202一端放入,并延输送槽道203送至加工台201上。
36.点胶组件3包括杠杆301、点胶气缸302和点胶头303;底板1上固定连接有一支撑块304,杠杆301中部与支撑块304转动连接;点胶头303设于加工台201的输送槽道203上方,并与杠杆301一端固定连接;点胶气缸303固定连接在底板1的底端,其输出端贯穿底板1,并与杠杆301远离点胶头303的一端转动连接。
37.供磁芯组件4设有两个,分别设于点胶头303的两侧,均包括有固定架401、滑轨402和挡磁芯部件403;两个固定架401均固定连接在底板1上,两条滑轨402分别固定连接在两个固定架401上,滑轨402靠近点胶头303的一侧向下弯曲形成弧形端404,两个弧形端404分别延伸至加工台201两侧的上方,且不与加工台201贴触;两条滑轨402的弧形端404呈对称设置,且均与加工台201上的输送槽道203垂直;挡磁芯部件403设于滑轨402的外侧,并通过一连接块405与滑轨402固定连接,磁芯放置于滑轨402上输送,挡磁芯组件403防止磁芯在滑动过程中与滑轨402脱离。
38.优选的,滑轨402的弧形端404的圆心角为90
°
,从而磁芯滑至弧形端404末端时即正好为竖直放置,便于与变压器的粘合。
39.进一步的,挡磁芯部件403为两块弧形隔板,两块弧形隔板为平行设置,当采用e型磁芯时,两块弧形隔板正好置于e型磁芯的凹陷端内,从而使e型磁芯稳固的在滑轨402上滑动,不与滑轨402脱离。
40.压磁芯组件5设有两个,分别设于两条滑轨402的下方;压磁芯组件5包括导轨501、滑块502、推动气缸503和手指气缸504;导轨501垂直于加工台201上的输送槽道203,并与底板1固定连接;滑块502滑动连接在导轨501上;手指气缸504固定连接在滑块502上,其输出端设于加工台201与弧形端404的末端之间;推动气缸503设于导轨501远离加工台201的一侧,并固定连接在底板1上,其输出端与手指气缸504固定连接。
41.进一步的,滑轨402的侧面固定连接有第一固定块406,滑轨402的中部设有第一传感器407,第一传感器407与第一固定块406固定连接,第一传感器407感知其下方有无磁芯,以提醒工作人员及时补料。
42.底板1上固定连接有第二固定块204,输送轨202与加工台201的连接处在输送槽道203的上方设有第二传感器205,第二传感器205与第二固定块204固定连接,第二传感器205感知其下方有无变压器,以驱动点胶和磁芯装配是否进行。
43.手指气缸504的输出端在靠近加工台201的一侧开设有与磁芯相适配的夹取槽505,通过夹取槽505可使手指气缸504的输出端更稳固的夹取磁芯。
44.更为具体的,底板1底端的两侧分别固定连接有固定脚101,通过固定脚101将该磁芯自动组装机构连接到对应的设备上。
45.本实用新型的工作过程为:
46.变压器由人工排布并延输送槽道203输送到加工台201上,点胶气缸302驱动杠杆301摆动,使点胶头303在变压器上点胶,两侧的磁芯延滑轨402的弧形端404向下滑动到加工台201上,由手指气缸504的输出端收夹,使夹取槽505夹住磁芯,并由推动气缸503推动滑
块502延导轨501滑动,使磁芯压至变压器上,通过胶水粘合,即完成磁芯自动组装过程。
47.本实用新型所涉及的一种磁芯自动组装机构,通过合理的结构设置,解决了传统技术中磁芯组装都是以人工组装,效率低下,且容易出现组装偏差,造成良品率不高的问题。
48.以上所述仅为本实用新型较佳的实施例而已,其结构并不限于上述列举的形状,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1