一种复配食品添加剂生产线的制作方法
1.本实用新型属于复配食品添加剂生产技术领域,涉及一种复配食品添加剂生产线。
背景技术:
2.复配食品添加剂是含有两种或两种以上食品添加剂的配方混合物,复配食品添加剂能够改善食品的品质,便于食品的加工,复配食品添加剂日益为人们认识和重视,越来越广泛地使用复配食品添加剂,使用复配食品添加剂是保证食品安全,化解生产风险,减少生产投资,节约生产成本,加快实现我国食品工业现代化的一条捷径。
3.在复配食品添加剂加工生产过程中,大多采用人工进行称重配料混合操作,人工配料误差大、随意性强,影响复配食品添加剂的配比精度和质量,效率低等问题,满足不了现代化生产的需要。
技术实现要素:
4.针对上述问题,本实用新型提出了一种复配食品添加剂生产线,很好的解决了人工配料误差大,影响复配食品添加剂配比精度和质量的问题。
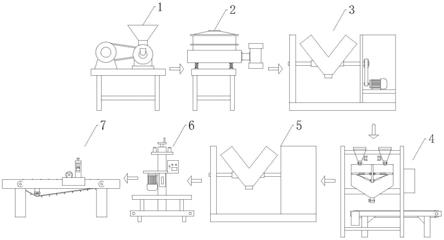
5.为了实现上述目的,本实用新型采用的技术方案如下:一种复配食品添加剂生产线,包括依次设置的粉碎机、振动筛、小料混合机、称量设备、物料混合机、包装设备、金属检测设备,所述称量设备包括装置架,所述装置架上固定有配比筒,所述配比筒内通过隔板均分有多个配比腔,所述装置架上端固定有多个料斗,所述料斗与配比腔一一对应,且料斗的下料端伸入配比腔内,每个所述料斗的下料端上均设置有放料阀,所述配比筒的下料端上设置有阀门,每个所述配比腔内均设置有能够称量复配食品添加剂原料细粉重量的称量组件。
6.进一步地,所述称量组件包括称重板、驱动气缸、称重传感器,所述称重板靠近隔板的一端固定有转轴,所述称重板通过转轴与隔板转动连接,所述驱动气缸的尾端铰接在隔板上,所述驱动气缸的伸缩杆铰接在称重板远离隔板的下端面上,所述称重传感器安装在称重板内。
7.进一步地,所述驱动气缸上设置有控制其伸缩的电磁阀,所述装置架上固定有控制器,所述电磁阀、称重传感器、放料阀均与控制器电性连接。
8.进一步地,所述料斗底端固定有振动电机。
9.进一步地,所述配比筒下方设置有传输组件,所述传输组件包括支架、主动辊、从动辊、传送带以及驱动电机,所述主动辊和从动辊分别转动连接在支架的左右两端,所述传送带绕设在主动辊与从动辊上,所述驱动电机固定在支架的侧壁上,且驱动电机的输出轴通过联轴器与主动辊连接。
10.与现有技术相比,本实用新型具有以下有益效果:本实用新型中称量组件与放料阀配合,能够对料斗内的复配食品添加剂精准配比,避免了人工配料时误差大的问题,提高
了配比质量以及配比效率,满足现代化生产的需要。
附图说明
11.图1是本实用新型的生产线流程图;
12.图2是本实用新型中称量设备的结构示意图。
13.图中:粉碎机(1)、振动筛(2)、小料混合机(3)、称量设备(4)、物料混合机(5)、包装设备(6)、金属检测设备(7)、装置架(10)、配比筒(11)、隔板(12)、料斗(13)、放料阀(14)、阀门(15)、称量组件(16)、支撑板(161)、驱动气缸(162)、称重传感器(163)、称重板(164)、控制器(17)、振动电机(18)、支架(192)、主动辊(191)、从动辊(193)、传送带(194)、驱动电机(195)。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
15.如图1
‑
图2所示,本实用新型采用的技术方案如下:一种复配食品添加剂生产线,包括依次设置的粉碎机1、振动筛2、小料混合机3、称量设备4、物料混合机5、包装设备6、金属检测设备7,首先通过粉碎机1将所需的复配食品添加剂原料进行粉碎,接着粉碎后的复配食品添加剂原料经过振动筛2筛分,选出符合所需的原料细粉,接着将复配食品添加剂原料中部分原料细粉与小料添加剂通过小料混合机3进行预混处理,使得添加剂与部分原料细粉充分混合,接着将剩余的复配食品添加剂原料细分和添加了小料添加剂的复配食品添加剂原料细粉通过称重设备4进行称重配比,接着将配比后的复配食品添加剂原料细粉通过物料混合机5充分混合形成复配食品添加剂,接着将复配食品添加剂通过包装设备6进行包装,接着将包装后的复配食品添加剂经过金属检测设备7进行检测,金属检测设备7去除包装袋内含有金属的复配食品添加剂,符合标准的复配食品添加剂送入仓库等待使用。
16.所述称量设备4包括装置架10,所述装置架10上通过螺栓固定有配比筒11,所述配比筒11内通过隔板12均分有多个配比腔,具体地,本实施例中配比腔的数量为两个,每个配比腔内均能够放置不同复配食品添加剂原料细粉,每个配比腔出料口连通,便于复配食品添加剂原料细粉下料,所述装置架10上端焊接或通过螺栓固定有多个料斗13,所述料斗13与配比腔一一对应,且料斗13的下料端伸入配比腔内,该料斗13能够暂时存放复配食品添加剂原料细粉,每个所述料斗13的下料端上均设置有放料阀14,所述放料阀14能够控制料斗13内复配食品添加剂原料细粉流入配比腔中的量,每个所述料斗13的底端均固定有振动电机18,该振动电机18采用的型号为hy
‑
0.1系列电机,当料斗13下料时,该振动电机18能够防止料斗13内结拱,每个所述配比腔内均设置有能够称量复配食品添加剂原料细粉重量的称重组件,所述称重组件与放料阀14配合,能够准确称量流入每个配比腔中的复配食品添加剂原料细粉的重量,进而能够准确配比。
17.所述称量组件16包括称重板164、支撑板161、驱动气缸162、称重传感器163,所述称重板164位于支撑板161上端,所述驱动气缸162采用cg1bn系列气缸,所述称重传感器163
采用lc101系列传感器,所述支撑板161靠近隔板12的一端固定有转轴,所述支撑板161通过转轴与隔板12转动连接,所述支撑板161能够通过转轴在0
‑
180度之间任意转动,所述驱动气缸162的尾端铰接在隔板12上,所述驱动气缸162的伸缩杆铰接在支撑板161远离隔板12的下端面上,所述驱动气缸162搭配电磁阀使用,该电磁阀能够控制驱动气缸162的伸缩,所述称重传感器163安装在支撑板161与称重板164之间,该称重传感器163用于称量复配食品添加剂原料细粉的重量。
18.所述装置架10上固定有控制器17,该控制器17采用的型号为ky02s,所述电磁阀、称重传感器163、放料阀14均与控制器17电性连接,所述料斗13内的复配食品添加剂原料细粉通过放料阀14落入到支撑板161上,当复配食品添加剂原料细粉的重量到达预先设置的称重传感器163对应的数值时,称重传感器163向控制器17发出信号,控制器17对放料阀14发出关闭的指令,此时复配食品添加剂原料细粉不再从料斗13内流出,接着控制器17对电磁阀发出指令,电磁阀控制驱动气缸162收缩,支撑板161随着驱动气缸162倾斜,继而支撑板161上复配食品添加剂原料细粉落入到配比筒11内底面,支撑板161上复配食品添加剂原料细粉滑落后,控制器17控制电磁阀驱动驱动气缸162的伸缩杆伸长,回复到初始位置,完成一次配比。
19.所述配比筒11的下料端上设置有阀门15,所述阀门15能够控制配比后复配食品添加剂原料细粉的流出量,所述配比筒11下方设置有传输组件,所述传输组件能够及时将配比后的复配食品添加剂原料细粉运输到下一工作平台,节省了时间,所述传输组件包括支架192、主动辊191、从动辊193、传送带194以及驱动电机195,所述驱动电机195采用型号为nmrv030系列电机,所述主动辊191和从动辊193分别通过轴承转动设置在支架192的左右两端,所述传送带194绕设在主动辊191与从动辊193上,所述驱动电机195通过螺栓固定在支架192的左端侧壁上,并且驱动电机195的输出轴通过联轴器与主动辊191连接,该驱动电机195带动主动辊191转动,传送带194随着主动辊191进行转动。
20.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1