热熔胶出胶装置的制作方法
1.本实用新型涉及中空玻璃制造设备技术领域,具体涉及用于将热熔胶涂在铝隔条上时所使用的热熔胶出胶装置。
背景技术:
2.中空玻璃是一种良好的隔热、隔音、美观适用、并可降低建筑自重的新型建筑材料。中空玻璃是由两层或多层平板玻璃以铝隔条均匀隔开并周边粘结密封形成的具有干燥气体空间的玻璃制品。涂胶装置是加工中空玻璃的常用设备,用于将热熔胶(如:丁基胶)加热熔融并均匀地涂在铝隔条上,便于生产中空玻璃。
3.涂胶装置中需要使用到将热熔胶加热并挤出的出胶装置,目前所使用的热熔胶出胶装置的结构包括:前端敞口且后端设后端盖的胶缸,在胶缸的内部设置有挤胶压头,挤胶压头与胶缸的内壁密封接触,挤胶压头将胶缸内部分隔成相对独立的后腔室与用以放置热熔胶块的前腔室,挤胶压头由第一驱动组件驱动在胶缸内前后移动,在胶缸的敞口端正前方设置有能密封胶缸敞口端且能加热熔融热熔胶块的加热盘,胶缸由第二驱动组件驱动相对加热盘前后移动,并且当胶缸前移抵紧加热盘时,加热盘正好堵塞密封胶缸的敞口端,将胶缸的前腔室封闭为密闭空腔,在加热盘中设置有连通前腔室与外界的出胶通道,出胶通道的进胶口位于加热盘的后端面上部。其工作过程如下:先使第一驱动组件带动挤胶压头后移,直至前腔室能容纳热熔胶块后,停止第一驱动组件的动作,然后再将热熔胶块放置于胶缸的前腔室中,接着再使第二驱动组件带动胶缸前移抵紧加热盘,此时加热盘正好堵塞密封胶缸的敞口端,将胶缸的前腔室封闭为密闭空腔,接着使第一驱动组件带动挤胶压头前移,推动前腔室内的热熔胶块向加热盘移动,当热熔胶块与加热盘相接触后,热熔胶块会被加热盘逐渐加热熔融成粘流状,随着挤胶压头推动热熔胶块继续前移,固态的热熔胶块会逐渐减少,粘流状态的热熔胶会不断增多,同时粘流状态的热熔胶会从加热盘上部的进胶口进入出胶通道,再经出胶通道挤出。
4.目前所使用的热熔胶出胶装置存在的缺点是:当胶缸前端的敞口端与加热盘相密封后,由于胶缸的前腔室内会留有气体,在打胶过程中,胶缸前腔室内的气体会随热熔胶一起被挤出而使挤出的胶液中出现气泡,导致打胶效果差。
技术实现要素:
5.本实用新型的目的是提供一种在打胶过程中不会出现气泡、打胶效果好的热熔胶出胶装置。
6.为实现上述目的,本实用新型采用了如下技术方案:热熔胶出胶装置,包括前端敞口的胶缸,在胶缸的内部设置有挤胶压头,挤胶压头与胶缸的内壁接触密封,挤胶压头将胶缸内部分隔成相对独立的后腔室及用以放置热熔胶块的前腔室,挤胶压头在气缸的驱动下能在胶缸内前后移动,在胶缸敞口端的正前方设置有能密封胶缸敞口端且能加热熔融热熔胶块的加热盘,胶缸在气缸的驱动下能相对加热盘前后移动,并且当胶缸前移抵紧加热盘
时,加热盘正好封堵胶缸的敞口端而将胶缸的前腔室封闭为密闭空腔,在加热盘中设置有当加热盘密堵胶缸敞口端时能连通前腔室与外界的出胶通道,在挤胶压头的上部设置有能在打胶过程中将前腔室内的气体排出至外界的排气机构。
7.进一步地,前述的热熔胶出胶装置,其中:排气机构的结构包括:在挤胶压头的上部设置有空腔,在挤胶压头的前端设置有将空腔连通前腔室的通孔,所述空腔能通过气管接通外界,在通孔中设置有能沿通孔移动的排气堵头,排气堵头与通孔内壁相接触,排气堵头的后端设有口径大于通孔且位于空腔中的限位部,排气堵头前端的下表面为由前至后逐渐向下倾斜的斜面,在排气堵头中设置有排气通道,排气通道的进口位于排气堵头前端的上表面,排气通道的出口位于排气堵头的限位部侧壁,所述排气堵头在复位机构的作用下能沿通孔向前移动至排气通道的进口移出通孔,使排气堵头中的排气通道能连通前腔室;工作中被挤压的熔融后的热熔胶块能通过斜面推动排气堵头沿通孔向后移动至排气通道的进口移入通孔中。
8.进一步地,前述的热熔胶出胶装置,其中:复位机构的结构包括:高压气源及阀门,所述阀门设置于气管上,所述阀门与高压气源相连接,阀门能使气管接通高压气源或外界,并且当阀门使气管接通高压气源时,高压气源内的高压气体会经气管进入空腔,从而推动排气堵头沿通孔向前移动至排气通道的进口移出通孔,使排气堵头中的排气通道能将前腔室和空腔相连通。
9.进一步地,前述的热熔胶出胶装置,其中:气管的具体安装结构包括:在胶缸的后端盖上设置有连通后腔室与外界的第一安装孔,在挤胶压头的后端设置有连通至空腔的第二安装孔,气管的一端穿过第一安装孔后伸入第二安装孔,气管与第二安装孔接触密封连接。
10.进一步地,前述的热熔胶出胶装置,其中:排气机构的结构包括:在挤胶压头的上部设置有连通前腔室与后腔室的出气通道,胶缸的后腔室与外界相连通,在出气通道内设置有闸板,闸板在安装于挤胶压头中的气缸的驱动下能打开或关闭出气通道。
11.进一步地,前述的热熔胶出胶装置,其中:在胶缸的后端盖上设置有连通后腔室与外界的排气孔,排气孔与出气通道的出气口前后对应,在排气孔处的胶缸后端盖上设置有一根排气管,排气管的前端从排气孔活动伸入胶缸并与出气通道的出气口对接连通,使出气通道通过排气管连通外界。
12.进一步地,前述的热熔胶出胶装置,其中:排气机构的结构包括:在挤胶压头的上部设置有连通前腔室与后腔室的出气通道,出气通道轴向贯通挤胶压头,在胶缸的后端盖上设置有连通后腔室与外界的排气孔,排气孔与出气通道前后对应,在排气孔处的胶缸后端盖上设置有一根排气管,排气管的前端从排气孔活动伸入胶缸并与出气通道对接连通,使出气通道通过排气管连通外界,在排气管内活动设置有一根直径小于排气管及出气通道口径的拉杆,拉杆的前端从出气通道伸入前腔室并固定有一个能封闭出气通道进口的堵头,拉杆的后端从排气管伸出,拉杆在气缸的驱动下在排气管内前后移动,同步带动堵头前移打开出气通道的进口或后移堵住出气通道的进口。
13.进一步地,前述的热熔胶出胶装置,其中:出胶通道的进胶口位于加热盘的后端面下部。
14.进一步地,前述的热熔胶出胶装置,其中:加热盘上用以与胶缸相接触密封的后端
部为口径由后至前逐渐增大的锥形端。
15.通过上述技术方案的实施,本实用新型的有益效果是:在打胶过程中,胶缸前腔室内的气体会排出胶缸的前腔室,使打胶过程中被挤出的胶液中不会出现气泡,打胶效果好。
附图说明
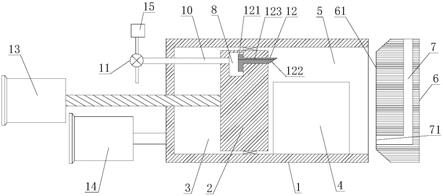
16.图1为本实用新型具体实施例一中所述的热熔胶出胶装置的结构示意图。
17.图2为图1中所示的挤胶压头的结构示意图。
18.图3为图1中所示的排气堵头的结构示意图。
19.图4为本实用新型具体实施例二中所述的热熔胶出胶装置的结构示意图。
20.图5为本实用新型具体实施例三中所述的热熔胶出胶装置的结构示意图。
具体实施方式
21.下面结合附图和具体实施例对本实用新型作进一步详细说明。
22.具体实施一
23.如图1、图2、图3所示,所述的热熔胶出胶装置,包括:前端敞口的胶缸1,在胶缸1的内部设置有挤胶压头2,挤胶压头2与胶缸1的内壁接触密封,挤胶压头2将胶缸1内部分隔成相对独立的后腔室3及用以放置热熔胶块4的前腔室5,挤胶压头2在第一气缸13的驱动下在胶缸1内前后移动,第一气缸13的活塞杆活动伸入胶缸1并与挤胶压头2相连接,第一气缸13的活塞杆伸出或缩回时能带动挤胶压头2在胶缸1内向前或向后移动;在胶缸1敞口端的正前方设置有能密封胶缸1敞口端且能加热熔融热熔胶块4的加热盘6,胶缸1在第二气缸14的驱动下相对加热盘6前后移动,第二气缸14的活塞杆与胶缸1相连接,第二气缸14的活塞杆伸出或缩回时能带动胶缸1相对加热盘6向前或向后移动;并且当胶缸1前移抵紧加热盘6时,加热盘6正好封堵胶缸1的敞口端而将胶缸1的前腔室5封闭为密闭空腔,在加热盘6中设置有当加热盘6密堵胶缸1敞口端时能连通前腔室5与外界的出胶通道7,在挤胶压头2的上部设置有空腔8,在挤胶压头2的前端设置有将空腔8连通前腔室5的通孔9,所述空腔8能通过气管10接通外界,在通孔9中设置有能沿通孔9移动的排气堵头12,排气堵头12与通孔9内壁相接触,排气堵头12的后端设有口径大于通孔且位于空腔中的限位部121,排气堵头12前端的下表面122为由前至后逐渐向下倾斜的斜面,在排气堵头12中设置有排气通道123,排气通道123的进口1231位于排气堵头12前端的上表面,排气通道123的出口位于排气堵头12的限位部121后侧壁,所述排气堵头12在复位机构的作用下能沿通孔9向前移动至排气通道123的进口1231移出通孔9,使排气堵头12的排气通道123能连通前腔室5;工作时被挤压的熔融后的热熔胶块4能通过斜面推动排气堵头12沿通孔9向后移动至排气通道123的进口1231移入通孔9中;
24.在本实施例中,复位机构的结构包括:高压气源15及阀门11,所述阀门11设置于气管10上,所述阀门11与高压气源15相连接,阀门11能使气管10接通高压气源15或外界,并且当阀门11使气管10接通高压气源15时,高压气源15内的高压气体会经气管10进入空腔8,从而推动排气堵头12沿通孔9向前移动至排气通道123的进口1231移出通孔9,使排气堵头12中的排气通道123能将前腔室5和空腔8相连通,上述复位机构结构简单且安装维修方便;在本实施例中,排气堵头12后端的限位部121具有以下优点:(1)通过限位部能对排气堵头12
的移动位置进行限位,避免排气堵头12受高压气体作用时沿通孔9过度前移;(2)由于限位部的受力面积大,使得高压气体能方便地推动排气堵头12沿通孔9移动;
25.在本实施例中,出胶通道7的进胶口71位于加热盘6的后端面61下部,当热熔胶块4被加热盘6加热熔融成粘流状后,粘流状的热熔胶会第一时间覆盖出胶通道7的进胶口71,避免前腔室5内的气体进入出胶通道7,从而防止打胶过程中出现气泡,提高了打胶效果;在本实例中,加热盘6上用以与胶缸1相接触密封的后端部为口径由后至前逐渐增大的锥形端,这样即使胶缸在前移过程中位置发生少许偏移,加热盘也能插入胶缸而封闭胶缸的敞口端,提高了设备的使用稳定性;
26.在本实施例中,气管10的具体安装结构包括:在胶缸1的后端盖上设置有连通后腔室3与外界的第一安装孔,在挤胶压头2的后端设置有连通至空腔8的第二安装孔16,气管10的一端从第一安装孔穿出后伸入第二安装孔16,气管10与第二安装孔16接触密封连接,上述安装结构简单且安装维修方便;
27.本实施例的工作原理如下:
28.初始状态下,控制阀门11使气管10与高压气源15连通,此时高压气源15内的高压气体会经气管10进入空腔8,进入空腔8的高压气体会推动排气堵头12沿通孔9向前移动至排气通道123的进口1231移出通孔9,使排气堵头12中的排气通道123连通前腔室5,此时排气堵头12前端的斜面也位于前腔室5中;
29.进行挤胶工作时,先控制阀门11使气管10与外界连通,然后使第一气缸带动挤胶压头2后移,直至前腔室5能容纳热熔胶块4后,停止第一气缸的动作,然后再将热熔胶块4放置于胶缸1的前腔室5中,此时热熔胶块4位于排气堵头12的下方,即此时固态的热熔胶块4并不会接触排气堵头12,接着再使第二气缸带动胶缸1前移抵紧加热盘6,使加热盘6堵塞密封胶缸1的敞口端,从而将胶缸1的前腔室5封闭为密闭空腔,然后使第一气缸带动挤胶压头2前移,同步推动前腔室5内的热熔胶块4向加热盘6移动,当热熔胶块4与加热盘6相接触后,热熔胶块4会被加热盘6加热熔融成粘流状、并第一时间覆盖出胶通道7的进胶口71,粘流状的热熔胶会从加热盘6下部的进胶口71进入出胶通道7,再经出胶通道7挤出;在热熔胶出胶过程中,前腔室5内的气体会不断经排气堵头12中的排气通道123进入挤胶压头2中的空腔8,再经气管10排到外界,而不会随热熔胶从出胶通道7排出,从而有效防止打胶过程中被挤出的胶液中出现气泡;随着挤胶压头2推动热熔胶块4继续前移,固态的热熔胶块4会逐渐减少,粘流状的热熔胶会不断增多,随着粘流状热熔胶的不断增多,胶缸前腔室5内粘流状热熔胶的液位会不断升高,当粘流状热熔胶上升接触排气堵头12的呈斜面状的下表面122时,随着粘流状热熔胶液位的不断升高,粘流状热熔胶会逐渐推动排气堵头12沿通孔9向后移动,当排气堵头12被粘流状热熔胶推动至排气通道123的进口1231移入通孔9中后,此时前腔室5内的空气已基本排尽;接着使第一气缸继续推动挤胶压头2前移,推动粘流状的热熔胶从加热盘6下部的进胶口71进入出胶通道7,再经出胶通道7挤出,直至前腔室5内的热熔胶完成挤胶工作。
30.本实用新型的优点是:在打胶过程中,胶缸前腔室内的气体会排出胶缸的前腔室,使打胶过程中被挤出的胶液中不会出现气泡,打胶效果好。
31.具体实施例二
32.如图4所示,所述的热熔胶出胶装置,包括:前端敞口的胶缸101,在胶缸101的内部
设置有挤胶压头201,挤胶压头201与胶缸101的内壁密封接触,挤胶压头201将胶缸101内部分隔成相对独立的后腔室301与用以放置热熔胶块401的前腔室501,挤胶压头201在第三气缸601的驱动下在胶缸101内前后移动;在胶缸101的敞口端正前方设置有能密封胶缸敞口端且能加热熔融热熔胶块401的加热盘701,胶缸101在第四气缸801的驱动下相对加热盘701前后移动,并且当胶缸101前移抵紧加热盘701时,加热盘701正好堵塞密封胶缸101的敞口端,将胶缸101的前腔室501封闭为密闭空腔,在加热盘701中设置有连通前腔室501与外界的出胶通道901,在挤胶压头201的上部设置有连通前腔室501与后腔室301的出气通道1001,胶缸101的后腔室301与外界相连通,在出气通道1001内设置有闸板1301,闸板1301在安装于挤胶压头201中的气缸1401的驱动下能打开或关闭出气通道1001;在本实施例中,在胶缸101的后端盖1101上设置有连通后腔室301与外界的排气孔1201,排气孔12与出气通道1001的出气口前后对应,在排气孔1201处的胶缸101后端盖上设置有一根排气管1501,排气管1501的前端从排气孔1201活动伸入胶缸101并与出气通道1001的出气口对接连通,使出气通道1001通过排气管501连通外界,通过排气管可以防止挤胶压头在沿胶缸前后移动的过程中发生转动,进一步提高了设备的使用稳定性与安全性;在本实施例中,出胶通道901的进胶口9101位于加热盘701的后端面7101下部,这样当热熔胶块401被加热盘701加热熔融成粘流状后,热熔胶会第一时间覆盖出胶通道901的进胶口9101,避免前腔室501内的气体进入出胶通道901,使打胶过程中被挤出的胶液中不会出现气泡,提高了打胶效果;在本实施例中,加热盘701上用以与胶缸101相接触密封的后端部为口径由后至前逐渐增大的锥形端,这样即使胶缸在前移过程中位置发生少许偏移,加热盘也能插入胶缸而封闭胶缸的敞口端,提高了设备的使用稳定性;
33.本实施例的工作原理如下:
34.先使第三气缸601带动挤胶压头201后移,直至前腔室501能容纳热熔胶块401后,停止第三气缸601的动作,然后再将热熔胶块401放置于胶缸101的前腔室501中,接着再使第四气缸801带动胶缸101前移抵紧加热盘701,此时加热盘701正好堵塞密封胶缸101的敞口端,将胶缸101的前腔室501封闭为密闭空腔,接着使气缸1401控制闸板1301打开出气通道1001,此时,前腔室501通过出气通道1001及排气管1501连通外界;然后使第三气缸601带动挤胶压头201前移,同步推动前腔室501内的热熔胶块401向加热盘701移动,当热熔胶块401与加热盘701相接触后,热熔胶块401会被加热盘701加热熔融成粘流状,并第一时间覆盖出胶通道901的进胶口9101,随着挤胶压头201推动热熔胶块401继续前移,固态的热熔胶块401会逐渐减少,粘流状的热熔胶会不断增多,同时粘流状的热熔胶会从加热盘701下部的进胶口9101进入出胶通道901,再经出胶通道901挤出,在热熔胶熔融出胶过程中,前腔室501内的气体会不断经出气通道1001及排气管1501排到外界,而不会随热熔胶从出胶通道901排出,使打胶过程中被挤出的胶液中不会出现气泡,当前腔室501内粘流状的热熔胶快溢至出气通道1001时,再使气缸1401控制闸板1301关闭出气通道1001,此时前腔室501内的气体排尽并充满粘流状态的热熔胶,随着挤胶压头201继续前移,直至前腔室501内的热熔胶完成挤胶工作。
35.本实用新型的优点是:在打胶过程中,胶缸前腔室内的气体会排出胶缸的前腔室,使打胶过程中被挤出的胶液中不会出现气泡,打胶效果好。
36.具体实施例三
37.如图5所示,所述的热熔胶出胶装置,包括:前端敞口的胶缸102,在胶缸102的内部设置有挤胶压头202,挤胶压头202与胶缸102的内壁密封接触,挤胶压头202将胶缸102内部分隔成相对独立的后腔室302与用以放置热熔胶块402的前腔室502,挤胶压头202由第五气缸602的驱动在胶缸102内前后移动,在胶缸102的敞口端正前方设置有能密封胶缸敞口端且能加热熔融热熔胶块402的加热盘702,胶缸102由第六气缸802的驱动下相对加热盘702前后移动,并且当胶缸102前移抵紧加热盘702时,加热盘702正好堵塞密封胶缸102的敞口端,将胶缸102的前腔室502封闭为密闭空腔,在加热盘702中设置有连通前腔室502与外界的出胶通道902,在挤胶压头202的上部设置有连通前腔室502与后腔室302的出气通道1002,胶缸102的后腔室302与外界相连通,出气通道1002轴向贯通挤胶压头202,在胶缸102的后端盖1102上设置有连通后腔室302与外界的排气孔1202,排气孔1202与出气通道1002前后对应,在排气孔1202处的胶缸后端盖1102上设置有一根排气管1602,排气管1602的前端从排气孔活动伸入胶缸102并与出气通道1002对接连通,使出气通道1002通过排气管1502连通外界,在排气管1602内活动设置有一根直径小于排气管1602及出气通道1002口径的拉杆1702,拉杆1702的前端从出气通道1002伸入前腔室502并固定有一个能封闭出气通道1002进口的堵头1802,拉杆1702的后端从排气管1602伸出,拉杆1702在第一气缸1902的驱动下在排气管1602内前后移动,同步带动堵头1802前移打开出气通道1002的进口或后移堵住出气通道1002的进口,在本实施例中,出胶通道902的进胶口9102位于加热盘702的后端面7102下部,这样当热熔胶块402被加热盘702加热熔融成粘流状后,热熔胶会第一时间覆盖出胶通道902的进胶口9102,避免前腔室502内的气体进入出胶通道902,使打胶过程中被挤出的胶液中不会出现气泡,提高了打胶效果;
38.在本实施例中,加热盘702上用以与胶缸102相接触密封的后端部为口径由后至前逐渐增大的锥形端,这样即使胶缸在前移过程中位置发生少许偏移,加热盘也能插入胶缸而封闭胶缸的敞口端,提高了设备的使用稳定性;在本实施例中,堵头1802呈口径由后至前逐渐增大的锥形设置,这样即使堵头1802在后移过程中位置发生少许偏移,堵头1802也能插入出气通道1002而封闭出气通道,进一步提高了设备的使用稳定性;
39.本实施例的工作原理如下:
40.先使第五气缸602带动挤胶压头202后移,直至前腔室502能容纳热熔胶块402后,停止第五气缸602的动作,然后再将热熔胶块402放置于胶缸102的前腔室502中,接着再使第六气缸802带动胶缸102前移抵紧加热盘702,此时加热盘702正好堵塞密封胶缸102的敞口端,将胶缸102的前腔室402封闭为密闭空腔,接着使第七气缸1902通过拉杆1702带动堵头1802前移打开出气通道1002,此时,前腔室502通过出气通道1002与排气管1602连通外界;然后使第五气缸602带动挤胶压头202前移,同步推动前腔室502内的热熔胶块402向加热盘702移动,当热熔胶块402与加热盘702相接触后,热熔胶块402会被加热盘702加热熔融成粘流状,并第一时间覆盖出胶通道902的进胶口9102,随着挤胶压头202推动热熔胶块402继续前移,固态的热熔胶块402会逐渐减少,粘流状的热熔胶会不断增多,同时粘流状的热熔胶会从加热盘702下部的进胶口9102进入出胶通道902,再经出胶通道902挤出,在热熔胶出胶过程中,前腔室502内的气体会不断经出气通道1002与拉杆1702之间间隙、以及排气管1602与拉杆1702之间间隙排到外界,而不会随热熔胶从出胶通道902排出,使打胶过程中被挤出的胶液中不会出现气泡,当前腔室502内粘流状的热熔胶快溢至出气通道1002时,使第
七气缸1902通过拉杆1702带动堵头1802后移堵住出气通道1002,此时前腔室502内的气体排尽并充满粘流状的热熔胶,随着挤胶压头202继续前移,挤胶压头202会推着堵头18一起前移,直至前腔室501内的热熔胶完成挤胶工作。
41.本实用新型的优点是:在打胶过程中,胶缸前腔室内的气体会排出胶缸的前腔室,使打胶过程中被挤出的胶液中不会出现气泡,打胶效果好。
42.以上所述仅是本实用新型的较佳实施例,并非是对本实用新型作任何其他形式的限制,而依据本实用新型的技术实质所作的任何修改或等同变化,仍属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1