一种包装盒加工用自动涂胶装置的制作方法
1.本实用新型属于包装盒生产加工设备技术领域,具体涉及一种包装盒加工用自动涂胶装置。
背景技术:
2.包装盒顾名思义就是用来包装产品的盒子,可以按材料来分类比如:纸盒、铁盒、木盒等,也可以按产品的名称来分类比如:茶叶盒、糖果盒、精美礼盒等。包装盒主要功能:保证运输中产品的安全,提升产品的档次等。现阶段,在包装盒的生产加工过程中,需要对型材进行涂胶处理,现有的包装盒加工用涂胶装置,在使用的过程中,不能很好地根据需要进行调节,容易导致涂胶不均匀现象的发生。
3.因此针对这一现状,迫切需要设计和生产一种包装盒加工用自动涂胶装置,以满足实际使用的需要。
技术实现要素:
4.本实用新型的目的在于提供一种包装盒加工用自动涂胶装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种包装盒加工用自动涂胶装置,包括第一支撑座和处于第一支撑座上方的支撑板,所述第一支撑座的顶部安装有用于输送型材的输送机,且支撑板底部的两侧均设有与第一支撑座顶部连接的第二支撑座,两个所述第二支撑座之间设有多个呈等距离分布的喷头,且喷头的进口设有输送管;
6.所述支撑板靠近输送机输送始端的一侧开设有收纳腔,且收纳腔的上半部开设有驱动轨道,且驱动轨道的内周设有与收纳腔连接的并用于对型材进行限位的调节总成,所述支撑板底部靠近调节总成的一侧设有与多个喷头连接的并用于实现均匀涂胶的驱动总成。
7.优选的,所述调节总成包括底座与支撑板侧面连接的正反转电机、处于驱动轨道内周的丝杆和外周与驱动轨道内周滑动连接的螺母座,所述正反转电机的输出轴贯穿支撑板并通过联轴器与丝杆的一端连接,且丝杆的另一端通过轴承与驱动轨道的内周转动连接,所述丝杆两侧的外周设有走向相反的螺纹,且丝杆两端的外周均套设有螺母座。
8.优选的,所述支撑板的底部设有限位座,且限位座顶部的两侧与对应的螺母座之间均设有升降杆,所述升降杆两端的中心均一体成型有转轴,且升降杆的两端均通过转轴铰接有铰接件,且处于上方的铰接件和处于下方的铰接件分别与对应的螺母座的底部和限位座的顶部连接。
9.优选的,所述限位座的下半部开设有限位槽,且限位槽的内周设有中心一体成型有限位轴的限位辊,且限位轴的两端均通过轴承与限位槽的内周转动连接。
10.优选的,所述驱动总成包括底部与多个喷头连接的驱动板、两个固定端分别与支撑板顶部两侧连接的伸缩杆和中心一体成型有固定轴的涂胶辊,所述驱动板顶部的两侧分
别与对应的伸缩杆贯穿支撑板的驱动端连接,所述固定轴的两侧均通过轴承转动连接有连接板,且两个连接板的顶部分别与驱动板底部的两侧连接。
11.优选的,所述驱动板底部的一侧安装有刮板,且刮板的底部与涂胶辊的外周相适配。
12.本实用新型的技术效果和优点:该包装盒加工用自动涂胶装置,通过正反转电机的工作,使输出轴由丝杆带动螺母座移动,同时通过升降杆由铰接件与螺母座和限位座铰接,带动折叠收纳于收纳腔内周的升降杆旋转,并由限位座带动限位辊升降,调节限位辊与输送机之间的竖直距离,同时通过限位辊与输送机对型材进行夹持限位,从而根据型材的厚度进行调节并限位,对型材进行限位传动输送,降低因型材输送发生偏移导致后续涂胶不均匀的可能性;通过伸缩杆的工作,由驱动端带动驱动板升降,调节涂胶辊与输送机之间的距离,并通过涂胶辊与输送机对型材进行进一步夹持限位,同时通过喷头的工作,将胶料通过输送管涂覆至涂胶辊的外周,并通过刮板的阻挡作用,使涂胶辊外周的胶料分布均匀,从而能够通过涂胶辊与型材的接触,进行均匀涂胶,该包装盒加工用自动涂胶装置,能够根据需要进行调节,适应不同的型材,同时能够进行均匀涂胶。
附图说明
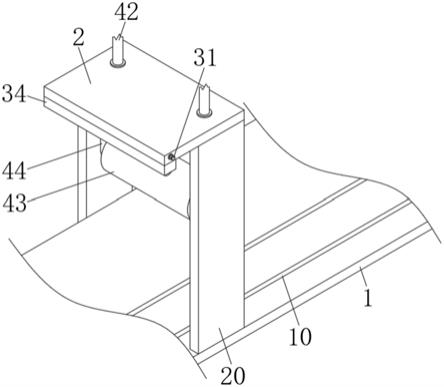
13.图1为本实用新型的结构示意图;
14.图2为本实用新型的第一支撑座的剖视图;
15.图3为本实用新型的驱动板的剖视图。
16.图中:1第一支撑座、10输送机、2支撑板、20第二支撑座、31 正反转电机、32丝杆、33螺母座、34升降杆、35铰接件、36限位座、37限位辊、41驱动板、42伸缩杆、43涂胶辊、44连接板、45 刮板、5喷头、50输送管。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
18.为了根据型材的厚度进行调节并限位,降低因型材输送发生偏移导致后续涂胶不均匀的可能性,如图1和图2所示,第一支撑座1的顶部安装有用于输送型材的输送机10,设有、安装等具体的连接方式可根据实际需要进行选择,如固定焊接、紧固件连接等方式,输送机10可选为9039型输送机,支撑板2靠近输送机10输送始端的一侧开设有收纳腔,且收纳腔的上半部开设有驱动轨道,且驱动轨道的内周设有与收纳腔连接的并用于对型材进行限位的调节总成,调节总成包括底座与支撑板2侧面连接的正反转电机31、处于驱动轨道内周的丝杆32和外周与驱动轨道内周滑动连接的螺母座33,正反转电机31可选为zd型正反转电机,正反转电机31的输出轴贯穿支撑板 2并通过联轴器与丝杆32的一端连接,且丝杆32的另一端通过轴承与驱动轨道的内周转动连接,丝杆32两侧的外周设有走向相反的螺纹,且丝杆32两端的外周均套设有螺母座33,支撑板2的底部设有限位座36,且限位座36顶部的两侧与对应的螺母座33之间均设有升降杆34,升降杆34两端的中心均一体成型有转轴,且升降杆34 的两端均通过转轴铰接有铰接件35,且处于上方的铰接件35和处于下方的铰接件35分别与对应的螺母座33的底部和限位座36的顶部连接,限位座36的下半部开设有限位
槽,且限位槽的内周设有中心一体成型有限位轴的限位辊37,且限位轴的两端均通过轴承与限位槽的内周转动连接,通过正反转电机31的工作,使输出轴由丝杆32 带动螺母座33移动,同时通过升降杆34由铰接件35与螺母座33和限位座36铰接,带动折叠收纳于收纳腔内周的升降杆34旋转,并由限位座36带动限位辊37升降,调节限位辊37与输送机10之间的竖直距离,同时通过限位辊37与输送机10对型材进行夹持限位,从而根据型材的厚度进行调节并限位。
19.为了进行均匀涂胶,如图1和图3所示,处于第一支撑座1上方的支撑板2的底部的两侧均设有与第一支撑座1顶部连接的第二支撑座20,两个第二支撑座20之间设有多个呈等距离分布的喷头5,且喷头5的进口设有输送管50,输送管50与外部的储胶设备(图中未示出)连接,支撑板2底部靠近调节总成的一侧设有与多个喷头5连接的并用于实现均匀涂胶的驱动总成,驱动总成包括底部与多个喷头 5连接的驱动板41、两个固定端分别与支撑板2顶部两侧连接的伸缩杆42和中心一体成型有固定轴的涂胶辊43,伸缩杆42可选为 tga-e48型电动伸缩杆,驱动板41顶部的两侧分别与对应的伸缩杆 42贯穿支撑板2的驱动端连接,固定轴的两侧均通过轴承转动连接有连接板44,且两个连接板44的顶部分别与驱动板41底部的两侧连接,驱动板41底部的一侧安装有刮板45,且刮板45的底部与涂胶辊43的外周相适配,通过伸缩杆42的工作,由驱动端带动驱动板 41升降,调节涂胶辊43与输送机10之间的距离,并通过涂胶辊43 与输送机10对型材进行进一步夹持限位,同时打开喷头5,通过喷头5的工作,将胶料通过输送管50涂覆至涂胶辊43的外周,并通过刮板45的阻挡作用,使涂胶辊43外周的胶料分布均匀,从而能够通过涂胶辊43与型材的接触,进行均匀涂胶。
20.工作原理,该包装盒加工用自动涂胶装置,需要使用时,将型材(图中未示出)放置于输送机10的输送始端,放置完成后,打开正反转电机31,通过正反转电机31的工作,使输出轴由丝杆32带动螺母座33移动,同时通过升降杆34由铰接件35与螺母座33和限位座36铰接,带动折叠收纳于收纳腔内周的升降杆34旋转,并由限位座36带动限位辊37升降,调节限位辊37与输送机10之间的竖直距离,同时通过限位辊37与输送机10对型材进行夹持限位,从而根据型材的厚度进行调节并限位,限位完成后,打开输送机10,通过输送机10的工作,对型材进行限位传动输送,降低型材输送发生偏移导致后续涂胶不均匀的可能性,当型材输送至靠近涂胶辊43底部时,打开伸缩杆42,通过伸缩杆42的工作,由驱动端带动驱动板41升降,调节涂胶辊43与输送机10之间的距离,并通过涂胶辊43与输送机10对型材进行进一步夹持限位,同时打开喷头5,通过喷头5 的工作,将胶料通过输送管50涂覆至涂胶辊43的外周,并通过刮板 45的阻挡作用,使涂胶辊43外周的胶料分布均匀,从而能够通过涂胶辊43与型材的接触,进行均匀涂胶。
21.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1