一种单向阀组装设备的制作方法
1.本实用新型涉及阀体组装技术领域,尤其涉及一种单向阀组装设备。
背景技术:
2.如图14所示,需要将第一物料101和第三物料103组装,或者将第一物料101、第二物料102和第三物料103组装,第一物料101为下阀体,下阀体设有连接部,连接部呈环体状,在下阀体的连接部外侧表面涂覆粘接剂,第三物料103为上阀体,第三物料103与第一物料101通过涂覆在连接部的粘接剂连接在一起,完成单向阀的组装,现有的粘接剂涂覆方法导致粘接剂涂覆不均匀,出现第三物料103与第一物料101粘接不牢固的现象,单向阀的合格率不可控,生产成本难以控制,需要改良。
技术实现要素:
3.为了克服现有技术中存在的组装效率低,生产质量不可控的缺点,本实用新型的目的在于提供一种单向阀组装设备,实现自动化生产的目的,并实现生产质量的可控性。
4.为实现上述目的,本实用新型的技术方案为:
5.一种单向阀组装设备,包括机架及转动设于机架的转台,还包括设于机架并依次绕设转台设置的第一供料组件、涂胶装置、第三供料装置、烘干装置及下料装置,所述转台设有若干治具,所述治具用于承载来自其第一供料组件的第一物料和来自其第三供料装置的第三物料,所述涂胶装置包括夹爪组件、转动驱动件、安装板、转运装置及胶槽;
6.所述胶槽设于机架,所述转运装置设于机架并驱动安装板运动,所述转动驱动件设于安装板并驱动夹爪组件转动,所述夹爪组件用于夹持位于夹持第一物料并在胶槽内转动。
7.进一步的,所述转运装置包装第二驱动源、移动板及第三驱动源,所述第二驱动源设于机架并驱动移动板运动,所述第三驱动源设于移动板并驱动安装板运动,所述移动板与所述安装板的运动方向相交设置。
8.进一步的,所述涂胶装置还包括供胶源,所述供胶源设于机架并与所述胶槽通过管道连通。
9.进一步的,所述单向阀组装设备还包括第二供料组件,所述第二供料组件位于所述第一供料组件和涂胶装置之间,所述第二供料组件将第二供料组件的第二物料转运至治具。
10.进一步的,所述第一供料组件、第二供料组件和第三供料装置均包括料仓、料道、调整件及拾料件,所述料仓、调整件、拾料件均设于机架,所述料道的两端分别与料仓和调整件连通,所述拾料件将调整件上的物料转至治具。
11.进一步的,第二供料组件的料道包括第一凹槽和第二凹槽,所述第一凹槽和第二凹槽均沿料道的输送方向设置,第一凹槽用于容置第二物料,所述第二凹槽凹设于第一凹槽。
12.进一步的,所述调整件包括第四驱动源、滑块及设于滑块的卡料槽,所述卡料槽包括侧开口及上开口,所述侧开口朝向料道的出料口的设置,所述上开口朝向拾料件设置,所述第四驱动源设于机架并驱动滑块运动使得侧开口与料道的出料口连通或者上开口位于拾料件的正下方。
13.进一步的,所述单向阀组装设备还包括充气装置和检测装置,所述充气装置和检测装置均包括第五驱动源及定向杆,所述第五驱动源设于机架并驱动定向杆运动使得定向杆深入第三物料内;
14.所述检测装置还包括第六驱动源和气管,所述第六驱动源设于机架并驱动气管突伸入第一物料内,所述定向杆和气管的中心轴线重合。
15.进一步的,所述下料装置包括拾料件、落料槽及活动板,所述活动板转动连接于落料槽并将落料槽分成第一滑槽和第二滑槽。
16.本实用新型的有益效果:通过设置由夹爪组件、转动驱动件、安装板、转运装置及胶槽组成的涂胶装置,实现自动化涂胶并确保涂胶均匀的目的,实现第三物料和第一物料组装的牢固性,提高生产效率及单向阀合格率。
附图说明
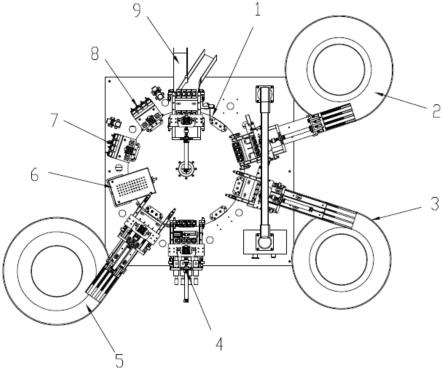
17.图1为本实用新型的平面结构示意图;
18.图2为本实用新型的立体结构示意图;
19.图3为本实用新型的涂胶装置立体示意图;
20.图4为本实用新型的涂胶装置拆分结构示意图;
21.图5为本实用新型的第一供料组件和第三供料装置结构示意图;
22.图6为本实用新型的料道、调整件及拾料件拆分结构第一视角示意图;
23.图7为本实用新型的料道、调整件及拾料件拆分结构第二视角示意图;
24.图8为本实用新型的第二供料组件结构示意图;
25.图9为本实用新型的第二供料组件的料道剖视结构示意图;
26.图10为图9中a部分的局部放大结构示意图;
27.图11为本实用新型的充气装置结构示意图;
28.图12为本实用新型的检测装置结构示意图;
29.图13为本实用新型的下料装置结构示意图;
30.图14为待组装物料结构示意图。
31.附图标记包括:
32.1—转台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—治具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—第一供料组件
33.201—料仓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202—料道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202a—底板
34.202b—盖板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202c—第一凹槽
ꢀꢀꢀꢀꢀꢀꢀꢀ
202d—第二凹槽
35.203—调整件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
203a—第四驱动源
ꢀꢀꢀꢀꢀꢀ
203b—滑块
36.203c—卡料槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
203d—感应件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
204—拾料件
37.205—检测装置
ꢀꢀꢀꢀꢀꢀꢀꢀ
3—第二供料组件
ꢀꢀꢀꢀꢀꢀꢀ
4—涂胶装置
38.41—夹爪组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
411—机械爪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
412—夹持气缸
39.42—转动驱动件
ꢀꢀꢀꢀꢀꢀꢀ
421—第一驱动源
ꢀꢀꢀꢀꢀꢀꢀ
422—齿条
40.423—齿轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
424—转轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43—安装板
41.44—转运装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
441—第二驱动源
ꢀꢀꢀꢀꢀꢀꢀ
442—移动板
42.443第三驱动源
ꢀꢀꢀꢀꢀꢀꢀꢀ
45—胶槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
46—供胶源
43.5—第三供料装置
ꢀꢀꢀꢀꢀꢀ
6—烘干装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7—充气装置
44.8—检测装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
701—第五驱动源
ꢀꢀꢀꢀꢀꢀꢀ
702—定向杆
45.703—第六驱动源
ꢀꢀꢀꢀꢀꢀ
704—气管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9—下料装置
46.91—落料槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
901—第一滑槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
902—第二滑槽
47.92—活动板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101—第一物料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102—第二物料
48.103—第一物料。
具体实施方式
49.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
50.请参阅图1至图13,本实用新型的一种单向阀组装设备,包括机架及转动设于机架的转台1,还包括设于机架并依次绕设转台1设置的第一供料组件 2、涂胶装置4、第三供料装置5、烘干装置6及下料装置9,所述转台1设有若干治具11,所述治具11用于承载来自其第一供料组件2的第一物料101和来自其第三供料装置5的第三物料103,所述涂胶装置4包括夹爪组件41、转动驱动件42、安装板43、转运装置44及胶槽45;
51.所述胶槽45设于机架,所述转运装置44设于机架并驱动安装板43运动,所述转动驱动件42设于安装板43并驱动夹爪组件41转动,所述夹爪组件41用于夹持位于夹持第一物料101并在胶槽45内转动。
52.具体的,本实施例中,第一物料101为下阀体,下阀体设有连接部,连接部呈环体状,在下阀体的连接部壁体外表面涂覆粘接剂,第三物料103为上阀体,第三物料103与第一物料101通过涂覆在连接部的粘接剂连接在一起,完成单向阀的组装,伺服电机驱动转台1转动,转台1设有若干个治具11,治具 11以转台1的中心轴线为中心呈环状阵列排布,一个治具11设有四个定位柱,一个定位柱用于辅助一个第一物料101和一个第三物料103的组装,第一供料组件2用于将四个第一物料101同步转运至其中一个治具11,在转台1的转动下,该治具11转到涂胶装置4相对应的位置,夹爪组件41包括四个夹持气缸412 及四个机械爪411,一个夹持气缸412控制一个机械爪411夹取或放下第一物料 101,转运装置44驱动安装板43水平运动和升降运动,使得夹爪组件41的四个机械爪411同步夹持位于治具11上的四个第一物料101,并携带该四个第一物料101至胶槽45内,胶槽45的数量为四个,一个胶槽45容纳一个第一物料101,胶槽45呈空心圆柱状,胶槽45用于容纳熔融状粘接剂,当第一物料101放置在胶槽45之后,转动驱动件42驱动夹爪组件41转动,即夹爪组件41携带四个机械爪411同步转动,使得四个第一物料101在相应的胶槽45内转动,实现第一物料101的环状连接部侧壁外表面均匀粘附粘接剂的目的,当粘接剂涂覆完毕后,转动驱动件42复位,转运装置44驱动安装板43水平运动和升降运动,机械爪411将第一物料101放置在治具11上,在转台1的带动下,治具11转至第三供料装置5相应的位置,第三供料装置5同步将四个第三物料103转至治具11 上,一个第三物料103安装在一个第一物料101上,完成预组装,接着治具11 进入烘干装置6,实现第三物料103和第一物料101的组装形成单向阀,下料装置9将组装完
毕的单向阀转运至收料箱,完成单向阀的自动化组装。
53.通过设置由夹爪组件41、转动驱动件42、安装板43、转运装置44及胶槽 45组成的涂胶装置4,实现自动化涂胶并确保涂胶均匀的目的,实现第三物料 103和第一物料101组装的牢固性,提高生产效率及单向阀合格率。
54.所述转动驱动件42包括第一驱动源421、齿条422、齿轮423及转轴424,所述齿轮423及转轴424键连接,所述齿条422和齿轮423啮合,所述第一驱动源421驱动齿条422运动,所述夹爪组件41设于转轴424,优选的,夹爪组件41、齿轮423及转轴424的数量均为四个,一个齿轮423套设在同一个转轴424并与转轴424键连接,一个夹爪组件41固定连接在一个转轴424,相邻两个齿轮423 互相啮合,转动驱动件42还包括辅助齿轮,辅助齿轮套设在其中一个转轴424 并与转轴424键连接,第一驱动源421为伺服电机结构,齿条422与辅助齿轮啮合,第一驱动源421驱动齿条422往返水平运动,同步带动辅助齿轮转动或摆动,即实现四个齿轮423的同步转动或摆动,即使得夹爪组件41同步转动或摆动,实现对第一物料101均匀涂胶的目的。
55.所述转运装置44包装第二驱动源441、移动板442及第三驱动源443,所述第二驱动源441设于机架并驱动移动板442运动,所述第三驱动源443设于移动板442并驱动安装板43运动,所述移动板442与所述安装板43的运动方向相交设置,第二驱动源441和第三驱动源443均为气缸驱动件,第二驱动源441驱动移动板442水平运动,第三驱动源443驱动安装板43升降运动,实现夹爪组件 41在治具11和胶槽45之间的运动,实现第一物料101在不同工位的转运。
56.所述涂胶装置4还包括供胶源46,所述供胶源46设于机架并与所述胶槽45 通过管道连通,实现持续供胶的目的。
57.所述单向阀组装设备还包括第二供料组件3,所述第二供料组件3位于所述第一供料组件2和涂胶装置4之间,所述第二供料组件3将第二供料组件3的第二物料102转运至治具11,第二物料102为胶垫,第二供料组件3将四个第二物料102同步转运至治具11上的第一物料101内。
58.所述第一供料组件2、第二供料组件3和第三供料装置5均包括料仓201、料道202、调整件203及拾料件204,所述料仓201、调整件203、拾料件204均设于机架,所述料道202的两端分别与料仓201和调整件203连通,所述拾料件 204将调整件203上的物料转至治具11,料仓201为振动筛,料道202采用四通道输送结构,同步输送四个第一物料101或第二物料102或第三物料103,料道 202的出料口设有调整件203,调整件203将四个第一物料101或第二物料102或第三物料103进行位置精准调整,方便拾料件204精准夹取四个第一物料101或第二物料102或第三物料103并将该第一物料101或第二物料102或第三物料 103转运至治具11上,实现精准转运的目的。
59.第一供料组件2和第三供料装置5还包括检测装置205,检测装置205安装于料道202并靠近料仓201设置,检测装置205采用红外线检测方式用于检测料道202是否空载,并将信息传至控制系统,控制系统控制料仓201是否继续供料,实现自动化控制的目的。
60.第二供料组件3的料道202包括底板202a、盖板202b、第一凹槽202c和第二凹槽202d,所述第一凹槽202c和第二凹槽202d均沿底板202a的输送方向设置,第一凹槽202c用于容置第二物料102,盖板202b用于盖合第一凹槽202c,第二物料102为胶垫,所述第二凹槽
202d凹设于第一凹槽202c,第一凹槽202c 用于容置第二物料102,第一凹槽202c的宽度限于一个第二物料102通过,在第一凹槽202c的底表面加工两条第二凹槽202d,第二凹槽202d的设置,减少第二物料102与第一凹槽202c的接触面积,减少第一凹槽202c和第二物料102 之间的摩擦力,同时根据实际要求通入外界气流,使得第一凹槽202c产生气流动力,吹动第二物料102的流动,减少相邻第二物料102因摩擦产生的静电,具有除静电的效果。
61.所述调整件203包括第四驱动源203a、滑块203b及设于滑块203b的卡料槽 203c,所述卡料槽203c包括侧开口及上开口,所述侧开口朝向料道202的出料口的设置,所述上开口朝向拾料件204设置,所述第四驱动源203a设于机架并驱动滑块203b运动使得侧开口与料道202的出料口连通或者上开口位于拾料件204的正下方,第四驱动源203a为气缸驱动结构,初始状态:卡料槽203c的侧开口与所述料道202的出料口连通,料道202内的物料被推至卡料槽203c内,第四驱动源203a驱动滑块203b运动,使得卡料槽203c的上开口位于拾料件204 的正下方,确保拾料件204夹取物料的精准性,优选的,拾料件204包括机械夹爪,机械夹爪夹取卡料槽203c的物料。
62.调整件203还包括感应件203d,感应件203d的数量为四个,料道202设有四个通道,机械夹爪的数量为四个,一个感应件203d对应一个通道,当感应件 203d感应到料道202内有物料时,发出信号给到控制系统,控制系统发出指令至第四驱动源203a,第四驱动源203a、驱动滑块203b运动,使得卡料槽203c 位于机械夹爪的下方,一个机械夹爪对于一个卡料槽203c。
63.所述单向阀组装设备还包括充气装置7和检测装置8,所述充气装置7和检测装置8均包括第五驱动源701及定向杆702,所述第五驱动源701设于机架并驱动定向杆702运动使得定向杆702深入第三物料103内,第五驱动源701采用气缸驱动结构驱动定向杆702突伸入第三物料103内,定向杆702为空心管,接入外界气流,外界气流进入第三物料103后依次通过第二物料102和第一物料 101,达到清除第三物料103、第二物料102及第一物料101内杂质的目的;
64.所述检测装置8还包括第六驱动源703和气管704,所述第六驱动源703设于机架并驱动气管704突伸入第一物料101内,所述定向杆702和气管704的中心轴线重合,检测装置8包括第五驱动源701、定向杆702、第六驱动源703、气管704,进一步检测单向阀是否合格。
65.所述下料装置9包括拾料件204、落料槽91及活动板92,所述活动板92转动连接于落料槽91并将落料槽91分成第一滑槽901和第二滑槽902,第一滑槽901为合格单向阀收料槽,第二滑槽902为不合格单向阀收料槽,根据检测装置8的检测结果,将信号输送至控制系统,控制系统控制活动板92的摆动,从而控制第一滑槽901或第二滑槽902的开通,达到合格单向阀或不合格单向阀的收料目的。
66.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1