工件自动涂胶装置的制作方法
1.本实用新型涉及涂胶装置领域,尤其是工件自动涂胶装置。
背景技术:
2.工件在进行组合安装的时候,需要在工件的正反两面进行涂胶。但是现有的工件涂胶都是人工进行,因此工作效率较低。
技术实现要素:
3.本实用新型要解决的技术问题是:为了解决背景技术中描述的技术问题,本实用新型提供了一种工件自动涂胶装置。通过旋转台配合治具将工件进行不同工位的转动。通过滚胶机构给涂胶水机构供胶,通过涂胶水机构同时给工件正反两面进行涂胶。通过工件移出机构将涂好胶的工件移出。本技术提高了工件涂胶的效率。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种工件自动涂胶装置,包括机台、旋转台、治具、治具开合机构、工件压紧机构、滚胶机构、涂胶水机构、工件移出机构,所述机台上安装有旋转台、治具开合机构、滚胶机构、涂胶水机构、工件移出机构,工件压紧机构位于旋转台上方,旋转台上固定有治具。
6.具体地,所述旋转台为分度盘,分度盘的转盘上固定有治具。
7.具体地,所述治具由基座、夹块、弹簧组成,基座固定在旋转台上,基座上设有工件定位槽,基座上滑配连接有夹块,基座与夹块之间连接有弹簧。
8.具体地,所述治具开合机构由气缸和推块组成,气缸的缸体固定在机台上,气缸的活塞杆上固定有推块。
9.具体地,所述工件压紧机构由压板、磁环气缸组成,磁环气缸的活塞杆上固定有压板,磁环气缸上安装有磁感应传感器。
10.具体地,所述滚胶机构由支架、胶水槽、出胶轮、均匀胶辊、胶轮电机组成,支架上固定有两个胶轮电机,两个胶轮电机的输出轴上均固定有出胶轮,支架上转动连接有两个均匀胶辊,两个均匀胶辊分别与两个出胶轮贴合在一起,两个胶水槽分别滑配连接在支架上,支架上安装有微分头,微分头与胶水槽相连。
11.具体地,所述涂胶水机构由水平线性模组、框体、滑座、滑座驱动气缸、涂胶轮组成,水平线性模组的缸体固定在机台上,框体固定在水平线性模组的滑座上,框体的上下两端分别固定有两个相互对称的滑座驱动气缸,两个滑座驱动气缸的活塞杆上分别固定有两个滑座,两个滑座均滑配连接在框体上,滑座上转动连接有涂胶轮。
12.具体地,所述工件移出机构由三轴机械手和气缸夹爪组成,三轴机械手上固定有气缸夹爪。
13.本实用新型的有益效果是:本实用新型提供了一种工件自动涂胶装置。通过旋转台配合治具将工件进行不同工位的转动。通过滚胶机构给涂胶水机构供胶,通过涂胶水机构同时给工件正反两面进行涂胶。通过工件移出机构将涂好胶的工件移出。本技术提高了
工件涂胶的效率。
附图说明
14.下面结合附图和实施例对本实用新型进一步说明。
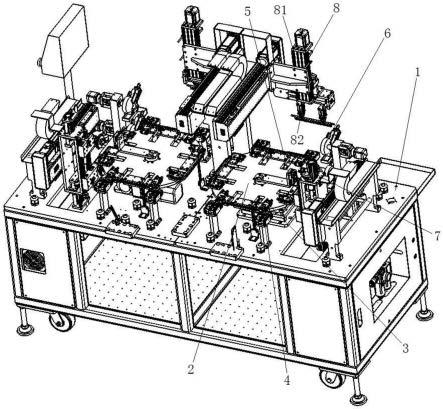
15.图1是本实用新型的结构示意图;
16.图2是本实用新型的滚胶机构和涂胶水机构的结构示意图;
17.图3是本实用新型的旋转台和治具的结构示意图;
18.图中 1.机台,2.旋转台,3.治具,4.治具开合机构,5.工件压紧机构,6.滚胶机构,7.涂胶水机构,8.工件移出机构,31.基座,32.夹块,33.弹簧,51.压板,52.磁环气缸,61.支架,62.胶水槽,63.出胶轮,64.均匀胶辊,65.胶轮电机,66.微分头,71.水平线性模组,72.框体,73.滑座,74.滑座驱动气缸,75.涂胶轮,81.三轴机械手,82.气缸夹爪。
具体实施方式
19.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
20.图1是本实用新型的结构示意图;图2是本实用新型的滚胶机构和涂胶水机构的结构示意图;图3是本实用新型的旋转台和治具的结构示意图。
21.如附图1所示,一种工件自动涂胶装置,包括机台1、旋转台2、治具3、治具开合机构4、工件压紧机构5、滚胶机构6、涂胶水机构7、工件移出机构8,所述机台1上安装有旋转台2、治具开合机构4、滚胶机构6、涂胶水机构7、工件移出机构8,工件压紧机构5位于旋转台2上方,旋转台2上固定有治具3。
22.旋转台2为分度盘,分度盘的转盘上固定有治具3。
23.如附图3所示,治具3由基座31、夹块32、弹簧33组成,基座31固定在旋转台2上,基座31上设有工件定位槽,基座31上滑配连接有夹块32,基座31与夹块32之间连接有弹簧33。治具开合机构4由气缸和推块组成,气缸的缸体固定在机台1上,气缸的活塞杆上固定有推块。
24.当要打开治具3时,治具开合机构4的气缸驱使推块往治具3的方向移动,直到推块将夹块32往后推动,此时弹簧33处于压紧状态。然后将工件两端分别放置在两个打开的治具3的基座31上,最后治具开合机构4的推块回退复位,此时弹簧33回弹并驱使夹块32反向移动,夹块32就会将工件夹紧固定在基座31上。
25.工件压紧机构5由压板51、磁环气缸52组成,磁环气缸52的活塞杆上固定有压板51,磁环气缸52上安装有磁感应传感器。
26.磁环气缸52驱使压板51下压工件,如果工件在治具3上没有摆放到位,磁环气缸52上的磁感应传感器就会感应到压板51行程没有下移到位,此时磁感应传感器就会将信号传送给plc,由plc控制警报装置发出警报,并停止后续机构的动作。
27.如附图2所示,滚胶机构6由支架61、胶水槽62、出胶轮63、均匀胶辊64、胶轮电机65组成,支架61上固定有两个胶轮电机65,两个胶轮电机65的输出轴上均固定有出胶轮63,支架61上转动连接有两个均匀胶辊64,两个均匀胶辊64分别与两个出胶轮63贴合在一起,两个胶水槽62分别滑配连接在支架61上,支架61上安装有微分头66,微分头66与胶水槽62相
连。
28.胶水槽62内承载有胶水,胶水槽62内的胶水会流到出胶轮63上,胶轮电机65驱使出胶轮63旋转,就可以让出胶轮63全部都沾有胶水。当出胶轮63旋转时,下方的均匀胶辊64会将出胶轮63上多余的胶水刮走,从而使得出胶轮63上的胶水更加均匀。
29.涂胶水机构7由水平线性模组71、框体72、滑座73、滑座驱动气缸74、涂胶轮75组成,水平线性模组71的缸体固定在机台1上,框体72固定在水平线性模组71的滑座上,框体72的上下两端分别固定有两个相互对称的滑座驱动气缸74,两个滑座驱动气缸74的活塞杆上分别固定有两个滑座73,两个滑座73均滑配连接在框体72上,滑座73上转动连接有涂胶轮75。
30.水平线性模组71可以驱使两个上下排列的涂胶轮75水平直线移动,两个滑座驱动气缸74的活塞杆伸缩,可以驱使两个涂胶轮75上下移动。水平线性模组71驱使两个涂胶轮75分别贴合到两个出胶轮63上,出胶轮63将胶水涂抹到涂胶轮75上。当工件移动至两个涂胶轮75之间后,两个涂胶轮75分别贴合在工件正反两面,最后水平线性模组71驱使两个涂胶轮75水平移动,这样就可以同时将胶水涂抹到工件的正反两面。
31.工件移出机构8由三轴机械手81和气缸夹爪82组成,三轴机械手81上固定有气缸夹爪82。三轴机械手81由x轴直线模组、y轴直线模组、z轴直线模组组成,可以驱使气缸夹爪82进行前后、左右、上下直线移动。
32.首先治具开合机构4将治具3打开,将工件放置到治具3上,此时治具开合机构4放开治具3,治具3将工件夹紧。接着旋转台2将工件旋转至涂胶水机构7处,由涂胶水机构7将工件正反两面进行涂抹。涂完之后旋转台2将工件旋转至出件工位,该工位的治具开合机构4将治具3打开,最后工件移出机构8将工件夹住并移出机台1。
33.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1